激光焊接装置的制作方法
1.本发明涉及激光焊接装置。
背景技术:
2.目前已知如下激光焊接装置:其具备激光加工头和多个流体喷嘴,其中,激光加工头朝向工件照射激光,多个流体喷嘴向相对于激光加工头的保护玻璃的面平行的方向喷射压力不同的气流(例如,参考专利文献1)。从流体喷嘴喷射出的流体的朝向,利用变更板从相对于保护玻璃的面平行的方向向流体喷嘴侧折回。
3.现有技术文献
4.专利文献
5.专利文献1:日本专利第4840110号公报
技术实现要素:
6.发明要解决的问题
7.由于为了容易地使横穿激光的气流折回而配置有多个喷射压力不同的流体喷嘴,因此来自喷射压力低的流体喷嘴的流量小于来自喷射压力高的流体喷嘴的流量。因此,为了增大气流整体的空气量,需要使用大型的流体喷嘴。
8.然而,在安装在机器人的前端的情况下,期望流体喷嘴构成得轻量且紧凑。因此,期望使用轻量且紧凑的流体喷嘴产生空气量大的气流,并且将焊接时所产生的飞溅物和烟雾有效地从光路上排除。
9.用于解决问题的方案
10.本发明的一个方案是一种激光焊接装置,该激光焊接装置具备:激光头,其射出激光;以及气流形成部,其形成片状气流;由该气流形成部形成的所述气流形成为如下形态:在沿着从所述激光头射出的所述激光的光路的方向上在隔开间隔的多个部位,沿同一方向横穿该光路,该气流形成部具备开口部,所述开口部在多个部位的所述气流之间沿该气流的横穿方向贯穿。
附图说明
11.图1是示出本发明的一个实施方式的安装有激光焊接装置的机器人的示意图。
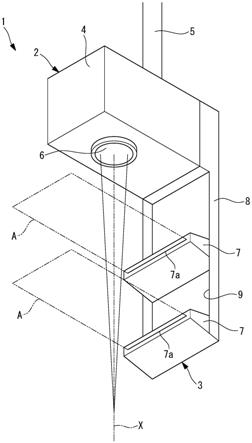
12.图2是示出图1的激光焊接装置的立体图。
13.图3是示出图1的激光焊接装置的作用的侧视图。
14.图4是示出图1的激光焊接装置中的气流形成部的变形例的立体图。
15.图5是示出图1的激光焊接装置中的气流形成部的另一变形例的正视图。
16.图6是示出图1的激光焊接装置中的气流形成部的又一变形例的侧视图。
17.图7是示出图1的激光焊接装置中的气流形成部的再一变形例的立体图。
18.图8是示出图1的激光焊接装置中的气流形成部的再一变形例的立体图。
19.图9是示出图4的气流形成部安装有过滤器的变形例的立体图。
20.附图标记说明:
21.1:激光焊接装置
22.2:激光扫描器(激光头)
23.3:气流形成部
24.7、10、11:喷嘴
25.9:开口部
26.12:集尘过滤器
27.a、b、c:气流(层流)
具体实施方式
28.以下参照附图对本发明的一个实施方式的激光焊接装置1进行说明。
29.如图1所示,本实施方式的激光焊接装置1安装在机器人100的手腕前端。所述激光焊接装置1具备激光扫描器(激光头)2和气流形成部3,所述气流形成部3固定在激光扫描器2上并形成气流。在图1所示的例子中,机器人100是直立多关节型机器人。
30.激光扫描器2在壳体4内内置有两个电流镜(galvano mirror)(省略图示),所述两个电流镜二维地扫描由光纤电缆5引导来的激光。激光扫描器2使激光聚光在配置于远离壳体4的位置处的工件w的表面,并且通过调节电流镜的角度,能够使激光的聚光位置在与光轴x交叉的方向上二维地移动。壳体4由使激光透过的保护玻璃6密封为气密状态。
31.气流形成部3具备两个喷嘴7。喷嘴7利用框架部件8固定在激光扫描器2上。
32.如图2所示,各喷嘴7分别具备厚度尺寸充分薄(约0.1mm以下)的狭缝状的喷射口7a,并产生沿着平面延伸的片状(层状)气流(层流)a。
33.两个喷嘴7在沿着从激光扫描器2发出的激光的光路的方向上隔开间隔地配置。两个喷嘴7以使喷射口7a平行的方式朝向同一方向而配置在激光的光路的一侧,形成几乎相同强度的气流,该气流在沿着光路的方向上在隔开间隔的两个部位,沿同一方向平行地横穿激光的光路。
34.并且,在沿着激光的光路的方向上隔开间隔地配置的两个喷嘴7之间形成有开口部9,所述开口部9沿气流a的方向贯穿。
35.以下对如此构成的本实施方式的激光焊接装置1的作用进行说明。
36.为了使用本实施方式的激光焊接装置1焊接工件w,使机器人100工作,以将激光扫描器2配置在激光的聚光位置位于工件w的表面的位置。并且,在由气流形成部3形成了气流a的状态下,经由光纤电缆5将激光导光至激光扫描器2,并通过激光扫描器2的工作使激光的聚光位置沿着焊接线移动。
37.由此,对工件w进行焊接,并且产生飞溅物和烟雾。
38.在该情况下,通过气流形成部3的工作,形成有横穿激光的光路的两枚片状气流a,因此通过气流将所产生的飞溅物和烟雾从激光的光路排除。
39.根据本实施方式的激光焊接装置1,由于利用气流形成部3的喷嘴7形成有片状气流a,因此如图3所示,能够利用附壁效应引入片状气流a周围的空气,增大气流a的空气量。
40.尤其是,根据本实施方式,由于两枚片状气流a隔开间隔地配置,因此由两枚气流a
分别产生的附壁效应协同地作用。由此,能够将更多的空气经由开口部9引入两枚片状气流a之间,进一步增大气流a的空气量。
41.即,利用形成片状气流a的轻量且紧凑的喷嘴7,能够形成比各喷嘴7能够喷射的空气量的总量大的空气量的气流。
42.由此,具有如下效果:能够更加可靠地将所产生的飞溅物和烟雾从激光的光路排除。
43.此外,在本实施方式中,例示了具有两个喷嘴7的气流形成部3,取而代之,还可以如图4所示,采用具有三个以上的喷嘴7的气流形成部3。在图4所示的例中,通过四个喷嘴7产生四个片状气流a,从而形成包围开口部9的四方筒状气流。
44.由此,在由四个片状气流a包围的四方筒状气流的内部,通过由四个片状气流a产生的附壁效应,能够将比图2的气流形成部3更多的空气经由开口部9引入,能够产生大的空气量的气流。
45.为了形成筒状气流,只要准备形成沿着平面的片状气流a的三个以上的喷嘴7即可。
46.在本实施方式中,两个片状气流a大致平行配置,但是只要在沿着激光的光路的方向上在隔开间隔的两个部位沿同一方向横穿激光的光路,则也可以相互成角度地配置。例如,可以如图5所示,围绕沿着流动方向的轴线的角度不同,也可以如图6所示,围绕与流动方向交叉的轴线的角度不同。
47.在本实施方式中,例示了形成沿着平面的片状气流a的喷嘴7,取而代之,还可以采用形成弯曲或曲折的片状气流b的喷嘴10。根据这种形态的气流b,能够利用单一的封闭的环状的喷嘴10形成筒状气流。
48.例如,如图7所示,利用具有单一的圆环状的喷射口10a的喷嘴10,能够产生弯曲或曲折的片状气流b,从而形成包围开口部9的圆筒状气流。另外,如图8所示,利用具有两个半圆弧状的喷射口11a的喷嘴11,也能够产生两个弯曲或曲折的片状气流c,从而形成相同的圆筒状气流。另外,不限于圆筒,还可以形成其他的任意形态的筒状气流。
49.在本实施方式中,如图9所示,还可以在堵塞开口部9的位置配置能够使空气透过并捕捉尘埃的集尘过滤器12。由于通过由片状气流a产生的附壁效应引入气流a周围的空气,因此通过将包含漂浮烟雾的周围的空气引入集尘过滤器12中,能够捕捉烟雾。
50.即,虽然通过由气流形成部3形成的大的空气量的气流,将飞溅物和烟雾从激光的光路有效地排除,但是大多数被排除的尘埃会漂浮在空气中。通过在开口部9配置集尘过滤器12,具有如下效果:无需另外设置集尘装置就能够回收空气中的尘埃。
51.作为集尘过滤器12,能够采用无纺布等任意的材质。另外,通过将集尘过滤器12可装卸地安装在开口部9,能够将回收了尘埃的集尘过滤器12从开口部9拆下而容易地进行更换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1