一种弯曲型钨极的制备方法与流程
1.本发明属于核燃料元件制造技术领域,具体涉及一种弯曲型钨极的制备方法。
背景技术:
2.钨极是在钨基中添加稀土元素经过粉末冶金和压延磨抛工序制作而成的电极产品,具有高熔点和高硬度的特点,通常钨极经过压延磨抛工序后为棒状。由于钨极自身的物理特性,将棒状钨极折弯时,通常会在折弯处,棒状钨极发生断裂,导致折弯钨极无法实现,因此在可查询的文献中,未发现钨极折弯方法。
技术实现要素:
3.一种环形燃料元件根据设计输入,需要实现在内径为8.2mm,深度为3mm的位置实现tig环焊,若采用棒状钨极,不能将钨极与焊缝垂直,无法达到焊接的目的。通过制备弯曲型钨极,将钨极端部折弯成90
°
,达到钨极与焊缝垂直,具备了在内径为8.2mm,深度为3mm的位置进行焊接的条件。通过制备定位工装,将直径为1mm的钨极装入定位工装,通过氩弧焊电弧加热,在外力作用下,将钨极端部2
‑
3mm位置折弯成90
°
。
4.为达到上述目的,本发明所采取的技术方案为:
5.一种弯曲型钨极的制备方法,
6.制备定位工装,定位工装为圆柱状,一端面开有插钨极孔,
7.步骤一、准备棒状钨极;
8.步骤二、制备弯曲型钨极:
9.将棒状钨极插入定位工装的插钨极孔内;在弯曲钨极时棒状钨极加热位置,采用氩弧电弧持续加热;在弯曲钨极时棒状钨极受力位置施加力,将钨极缓慢折弯;当棒状钨极与定位工装端面贴紧时,停止加热和施加外力;从定位工装中取出钨极,完成弯曲型钨极制备。
10.定位工装选用材料为黄铜。
11.定位工装外圆直径5mm,定位工装插钨极孔径1mm,定位工装长度50mm,定位工装插钨极孔深度3mm。
12.步骤一、准备棒状钨极:选取直径为1mm的棒状钨极。
13.步骤一、准备棒状钨极:将棒状钨极切定长,目标长度为60mm。
14.在弯曲钨极时棒状钨极加热位置,距离定位工装端面1
‑
2mm处,采用氩弧电弧持续加热,电弧电流为20
‑
30a。
15.在弯曲钨极时棒状钨极受力位置,距离棒状钨极尾部5
‑
15mm处,施加5
‑
15n的力。
16.本发明所取得的有益效果为:
17.通过创新的方法将钨极端部2
‑
3mm位置折弯成90
°
,具备了在内径为8.2mm,深度为3mm的位置进行焊接的条件,实现了环形燃料元件的焊接,完成后环形燃料元件的生产任务。
附图说明
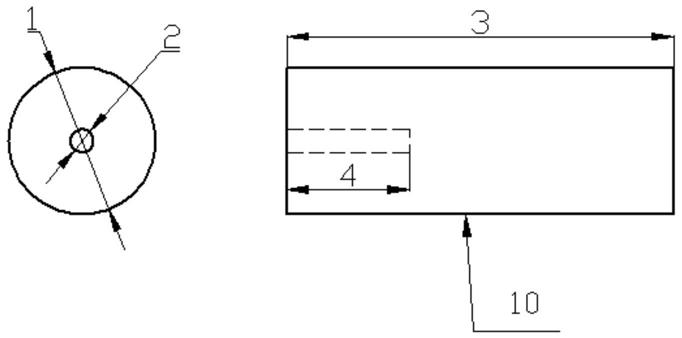
18.图1定位工装
19.图2直径为1mm棒状钨极
20.图3钨极弯曲受力位置及加热位置
21.图4钨极弯曲后状态
22.图5折弯型钨极
23.图中1.定位工装外圆直径5mm,2.定位工装插钨极孔径1mm,3定位工装长度50mm,4.定位工装插钨极孔深度3mm,5.棒状钨极长度60mm,6.棒状钨极直径1mm,7.弯曲型钨极端部长度3mm,8.弯曲钨极时棒状钨极受力位置,9.弯曲钨极时棒状钨极加热位置,10.定位工装,11.弯曲型钨极,12.棒状钨极。
具体实施方式
24.下面结合附图和具体实施例对本发明进行详细说明。
25.制备定位工装10,选用材料为黄铜,通过机械加工的方式实现定位工装加工。定位工装10为圆柱状,一端面开有插钨极孔,定位工装外圆直径5mm,定位工装插钨极孔径1mm,定位工装长度50mm,定位工装插钨极孔深度3mm,
26.步骤一、准备直径棒状钨极
27.1.选取直径为1mm的棒状钨极12。
28.2.将棒状钨极12切定长,目标长度为60mm。
29.步骤二、制备弯曲型钨极11
30.1.将棒状钨极12插入定位工装10的插钨极孔内。
31.2.在弯曲钨极时棒状钨极加热位置9,距离定位工装端面1
‑
2mm处,采用氩弧电弧持续加热,电弧电流为20
‑
30a。
32.3.在弯曲钨极时棒状钨极受力位置8,距离棒状钨极尾部5
‑
15mm处,施加5
‑
15n的力,将钨极缓慢折弯。
33.4.当棒状钨极12与定位工装端面贴紧时,停止加热和施加外力。
34.5.从定位工装10中取出钨极,完成弯曲型钨极11制备。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1