一种带斜楔的压延镦粗复合模具装置的制作方法
1.本实用新型涉及金属塑性成型领域,尤其涉及一种带斜楔的压延镦粗复合模具装置。
背景技术:
2.截面变化大的工件锻造成型时,采用大径圆钢拨长或者采用小径圆钢镦粗都会对金属内部纤维组织造成较大破坏。因此通常采用中径圆钢一端镦粗另一端压延的制坯工艺,需镦粗、拨长、压延等制坯工序,需要较多的设备和操作人员。传统工艺数控锯床下料,天然气锻造炉加热,500t闭式单点镦粗一端,1t空气锤压延另一端,1600t摩擦压力机成型。500t闭式单点切边冲连皮热校正,投入的设备和工人多,生产成本高,必须对模具进行优化。
技术实现要素:
3.为解决背景技术中存在的技术问题,本实用新型提出一种带斜楔的压延镦粗复合模具装置。
4.本实用新型提出的一种带斜楔的压延镦粗复合模具装置,包括:底板、模体、冲头;
5.底板顶部设有成型槽,所述成型槽底部相对设置的下导向面和限位面,所述下导向面倾斜设置其高度向远离所述限位面的方向逐渐增大;
6.模体位于所述成型槽内且位于所述限位面靠近所述下导向面一侧,模体内设有从远离所述限位面一侧向中部延伸的模腔,冲头安装在模体远离所述限位面一侧,冲头底部设有与所述下导向面配合的导向结构,冲头靠近模体一侧伸出有伸入所述模腔的施压部。
7.优选地,还包括第一支撑弹簧,第一支撑弹簧位于所述成型槽内,第二支撑弹簧两端分别抵靠模体和所述成型槽底部。
8.优选地,还包括第二支撑弹簧,冲头外壁设有限位凸起,第一支撑弹簧位于限位凸起和模体之间。
9.优选地,模体包括上模和下模,上模和下模共同形成模腔,冲头安装在下模上。
10.优选地,上模上设有向冲头一侧伸出的压板,冲头位于压板下方。
11.优选地,冲头的所述导向结构上设有与所述下导向面配合的上导向面。
12.本实用新型中,所提出的带斜楔的压延镦粗复合模具装置,底板的成型槽底部相对设置的下导向面和限位面,模体位于所述成型槽内且位于所述限位面靠近所述下导向面一侧,模体内设有从远离所述限位面一侧向中部延伸的模腔,冲头安装在模体远离所述限位面一侧,冲头底部设有与所述下导向面配合的导向结构,冲头靠近模体一侧伸出有伸入所述模腔的施压部。通过上述优化设计的带斜楔的压延镦粗复合模具装置,从上方下压模体和冲头,在导向结构和下导向面配合下,冲头通过施压部对模体内的工件进行施压,实现对工件的压延与镦粗。
附图说明
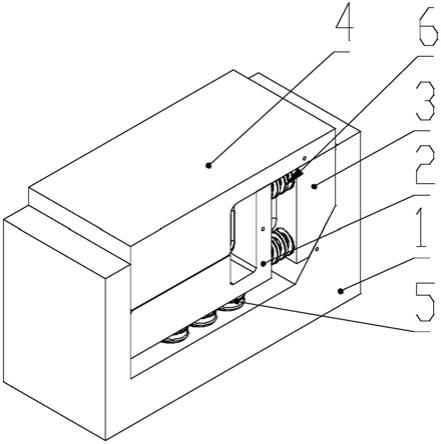
13.图1为本实用新型提出的一种带斜楔的压延镦粗复合模具装置的结构示意图。
14.图2为本实用新型提出的一种带斜楔的压延镦粗复合模具装置的截面结构示意图。
具体实施方式
15.如图1和2所示,图1为本实用新型提出的一种带斜楔的压延镦粗复合模具装置的结构示意图,图2为本实用新型提出的一种带斜楔的压延镦粗复合模具装置的截面结构示意图。
16.参照图1和2,本实用新型提出的一种带斜楔的压延镦粗复合模具装置,包括:底板1、模体、冲头3;
17.底板1顶部设有成型槽,所述成型槽底部相对设置的下导向面和限位面,所述下导向面倾斜设置其高度向远离所述限位面的方向逐渐增大;
18.模体位于所述成型槽内且位于所述限位面靠近所述下导向面一侧,模体内设有从远离所述限位面一侧向中部延伸的模腔,冲头3安装在模体远离所述限位面一侧,冲头3底部设有与所述下导向面配合的导向结构,冲头3靠近模体一侧伸出有伸入所述模腔的施压部。
19.本实施例的带斜楔的压延镦粗复合模具装置的具体工作过程中,将待加工坯料放入模体的模腔内,将冲头的施压部一端伸入模腔内,从上方对模体和冲头进行下压,在下导向面的作用下,冲头随模体下降的过程中,水平方向的分力推动冲头对坯料施加水平方向镦粗力,当模块和冲头运动至成型槽底部时完成对坯料的压延与镦粗。
20.在本实施例中,所提出的带斜楔的压延镦粗复合模具装置,底板的成型槽底部相对设置的下导向面和限位面,模体位于所述成型槽内且位于所述限位面靠近所述下导向面一侧,模体内设有从远离所述限位面一侧向中部延伸的模腔,冲头安装在模体远离所述限位面一侧,冲头底部设有与所述下导向面配合的导向结构,冲头靠近模体一侧伸出有伸入所述模腔的施压部。通过上述优化设计的带斜楔的压延镦粗复合模具装置,从上方下压模体和冲头,在导向结构和下导向面配合下,冲头通过施压部对模体内的工件进行施压,实现对工件的压延与镦粗。
21.在具体实施方式中,还包括第一支撑弹簧5,第一支撑弹簧5位于所述成型槽内,第一支撑弹簧5两端分别抵靠模体和所述成型槽底部,通过设置第一支撑弹簧,保证模体和冲头下行稳定,并且在加工结束后通过弹力推动模体上移复位。
22.在其他具体实施方式中,还包括第二支撑弹簧6,冲头3外壁设有限位凸起,第二支撑弹簧6位于限位凸起和模体之间,通过设置第二支撑弹簧,保证冲头向模体稳定移动,加工结束后通过弹性推动冲头复位。
23.在模体的具体设计方式中,模体包括上模4和下模2,上模4和下模2共同形成模腔,冲头3安装在下模2上。
24.在进一步具体实施方式中,上模4上设有向冲头3一侧伸出的压板,冲头3 位于压板下方,通过下压上模,即可实现模体和冲头的整体下行。
25.在冲头的具体设计方式中,冲头3的所述导向结构上设有与所述下导向面配合的
上导向面,减小冲头在下导向面上移动的阻力,并且保证移动稳定性。
26.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1