一种便于轴套径向钻孔的固定装置的制作方法
[0001]
本实用新型属于轴套加工技术领域,尤其涉及一种便于轴套径向钻孔的固定装置。
背景技术:
[0002]
轴套是套在转轴上的筒状机械零件,是滑动轴承的一个组成部分。由于轴套类零件外部轮廓为圆柱形且表面光滑,在径向钻孔时,比较难以操作,传统的轴套固定装置只是采用卡盘进行卡紧定位,加工时间一长,轴套与卡盘之间容易出现滑移,造成固定不牢,进而严重影响钻孔精确度。
技术实现要素:
[0003]
本实用新型的目的是针对上述存在的技术问题,提供一种结构简单、便于夹紧、便于定位的轴套径向钻孔固定装置。
[0004]
本实用新型的目的是这样实现的:一种便于轴套径向钻孔的固定装置,包括安装底座、置于安装底座上的钻板,所述钻板设有呈圆形的内腔,所述钻板的径向上设有钻孔套,内腔沿轴线的两侧设有顶杆,顶杆的一端设有呈锥状的顶块,顶杆的另一端设有气缸,所述钻板的侧壁设有导向座,所述导向座为中空结构,所述导向座的一端设有与钻板固定连接的连接部,所述导向座的另一端设有安装盖,所述导向座的内部设有定位销,定位销贯穿通过连接部和安装盖。
[0005]
通过采用上述技术方案,安装底座增加固定装置与钻床工作台的接触面积,使钻孔加工时更加稳固,钻板通过焊接连接在安装底座上,钻板设置有呈圆形的内腔,内腔与被加工的轴套适配,加工时将轴套置入内腔中,钻板的径向上设置有钻孔套,被加工的轴套呈圆柱状且外表面光滑,转孔加工时通过钻孔套防止钻头打滑偏移,使加工精度降低,内腔沿轴线的两侧设置有顶杆,顶杆的一端设置有呈锥状的顶块,顶杆的另一端设置有气缸,被加工的轴套通过顶杆在气缸的作用下进行夹紧,便于将轴套稳固固定,防止轴套在加工时沿轴线方向移动,使加工精度更加精准,顶块增加轴套与顶杆的同轴度,增加加工精度,钻板的侧壁设置有导向座,导向座为中空结构,导向座的一端设置有与钻板固定连接的连接部,导向座的另一端设置有安装盖,导向座的内部设置有定位销,定位销贯穿通过连接部和安装盖,导向座与连接部一体连接,连接部与钻板通过螺纹连接,便于拆装,安装盖与导向座通过螺纹连接,一个轴套首个钻孔不使用定位销加工,之后的钻孔加工通过定位销进行定位,使钻孔更加的精度更加准确。
[0006]
本实用新型进一步设置为:所述定位销设有卡拉环,所述卡拉环与安装盖之间设有弹簧。
[0007]
通过采用上述技术方案,定位销设置有卡拉环,卡拉环与安装盖之间设置有弹簧,通过卡拉环防止定位销掉入内腔中,弹簧对卡拉环作用使定位销使用时通过钻孔定位固定,使定位销使用更加方便省力,且防止轴套在加工时沿周向移动。
[0008]
本实用新型进一步设置为:所述顶杆设有与安装底座固定连接的导向板。
[0009]
通过采用上述技术方案,顶杆设置有与安装底座通过螺钉连接的导向板,顶杆贯穿通过导向板,通过导向板防止顶杆在长时间使用后发生弯曲,保证轴套的加工精度,增加顶杆的使用寿命。
[0010]
本实用新型进一步设置为:所述定位销的外表面设有防滑纹。
[0011]
通过采用上述技术方案,定位销的外表面设有防滑纹,通过防滑纹增加定位销与手的接触面积,防止定位销抽拔使用时滑动,使定位销使用更加方便,增加加工效率。
[0012]
本实用新型进一步设置为:所述定位销置于内腔内的端面设有呈锥状的定位面。
[0013]
通过采用上述技术方案,定位销置于内腔内的端面设置有呈锥状的定位面,定位面通过车削加工成型,定位面使定位更加准确,定位后固定更加稳固,不易松动,提高加工精度。
[0014]
本实用新型的有益效果是:
[0015]
1、通过钻板以及钻板上的钻孔套防止钻床对轴套钻孔加工时出现钻头打滑,增加钻孔的加工精度。
[0016]
2、通过顶杆、顶块和气缸将轴套夹紧固定,防止轴套沿轴线方向移动,增加轴套在轴线方向的加工精度。
[0017]
3、通过导向座、定位销和弹簧便于对轴套的定位固定,且增加各钻孔之间的加工精度。
附图说明
[0018]
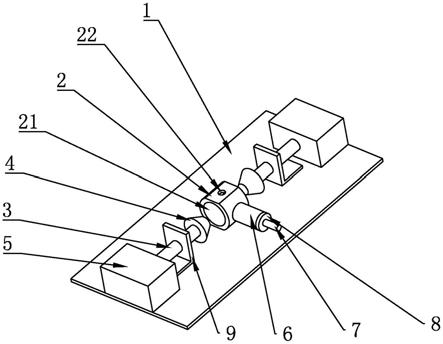
图1为本实用新型便于轴套径向钻孔的固定装置实施例的结构示意图;
[0019]
图2为本实用新型导向座实施例的剖视结构示意图;
[0020]
图中附图标记,1-安装底座,2-钻板,21-内腔,22-钻孔套,3-顶杆,4-顶块,5-气缸,6-导向座,61-连接部,7-定位销,71-卡拉环,72-防滑纹,73-定位面,74-弹簧,8-安装盖,9-导向板。
具体实施方式
[0021]
为了使本领域的技术人员更好地理解本发明中的技术方案,下面结合附图1至图2对本发明实施例中的技术方案进行清楚、完整地描述:
[0022]
一种便于轴套径向钻孔的固定装置,安装底座1增加固定装置与钻床工作台的接触面积,使钻孔加工时更加稳固,钻板2通过焊接连接在安装底座1上,钻板2设置有呈圆形的内腔21,内腔21与被加工的轴套适配,加工时将轴套置入内腔21中,钻板2的径向上设置有钻孔套22,被加工的轴套呈圆柱状且外表面光滑,转孔加工时通过钻孔套22防止钻头打滑偏移,使加工精度降低,内腔21沿轴线的两侧设置有顶杆3,顶杆3的一端设置有呈锥状的顶块4,顶杆3的另一端设置有气缸5,被加工的轴套通过顶杆3在气缸5的作用下进行夹紧,便于将轴套稳固固定,防止轴套在加工时沿轴线方向移动,使加工精度更加精准,顶块4增加轴套与顶杆3的同轴度,增加加工精度,钻板2的侧壁设置有导向座6,导向座6为中空结构,导向座6的一端设置有与钻板2固定连接的连接部61,导向座6的另一端设置有安装盖8,导向座6的内部设置有定位销7,定位销7贯穿通过连接部61和安装盖8,导向座6与连接部61
一体连接,连接部61与钻板2通过螺纹连接,便于拆装,安装盖8与导向座6通过螺纹连接,一个轴套首个钻孔不使用定位销7加工,之后的钻孔加工通过定位销7进行定位,使钻孔更加的精度更加准确。
[0023]
定位销7设置有卡拉环71,卡拉环71与安装盖8之间设置有弹簧74,通过卡拉环71防止定位销7掉入内腔21中,弹簧74对卡拉环71作用使定位销7使用时通过钻孔定位固定,使定位销7使用更加方便省力,且防止轴套在加工时沿周向移动。
[0024]
顶杆3设置有与安装底座1通过螺钉连接的导向板9,顶杆3贯穿通过导向板9,通过导向板9防止顶杆3在长时间使用后发生弯曲,保证轴套的加工精度,增加顶杆3的使用寿命。
[0025]
定位销7的外表面设有防滑纹72,通过防滑纹72增加定位销7与手的接触面积,防止定位销7抽拔使用时滑动,使定位销7使用更加方便,增加加工效率。
[0026]
定位销7置于内腔21内的端面设置有呈锥状的定位面73,定位面73通过车削加工成型,定位面73使定位更加准确,定位后固定更加稳固,不易松动,提高加工精度。
[0027]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,本领域的技术人员在本实用新型技术方案范围内进行通常的变化和替换都应包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1