一种电子产品翻面的生产线的制作方法
[0001]
本实用新型涉及电子产品翻面的技术领域,特别是一种电子产品翻面的生产线。
背景技术:
[0002]
级进模用于在带料上成型出有电子产品,电子产品为板状,经级进模成型出的带料包括两根相互平行设置的边框,两根边框之间且沿其长度方向设置有多个成型出的电子产品,电子产品与两个边框之间成型有连接部。当带料成型后需要采用冲裁模具将电子产品与边框相连的连接部切断,切断后的电子产品落到位于冲裁模具下方的收集筐内,当带料上的电子产品全部被裁切下来后,工人需要将电子产品翻转180
°
,以使电子产品的底面朝上而进入到检测工位中。然而,人工翻面电子产品,无疑是增加了工人的劳动强度,而且还降低了生产翻面效率。此外,裁切后掉落的电子产品在收集筐内相互碰撞,造成电子产品表面刮伤,从而极大的降低了电子产品的表面质量。因此亟需一种防电子产品刮伤、减轻工人劳动强度、提高电子产品翻面效率的生产线。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术的缺点,提供一种结构紧凑、防电子产品刮伤、减轻工人劳动强度、提高电子产品翻面效率、操作简单的电子产品翻面的生产线。
[0004]
本实用新型的目的通过以下技术方案来实现:一种电子产品翻面的生产线,它包括工作台、固设于工作台顶部的导轨和裁切装置,导轨的顶部开设有水平设置的带料轨道,带料轨道的底部开设有容纳槽,导轨的前后壁上分别开设有前通槽和后通槽,前通槽和后通槽的底表面均与容纳槽的底表面平齐,前通槽和后通槽均与容纳槽连通,所述工作台的顶部固设有水平气缸,水平气缸活塞杆的作用端上固设有支架,支架上固设有位于水平气缸后侧的旋转气缸,旋转气缸的旋转轴上固设有转盘,转盘的后端面上固设有第一翻面板和第二翻面板,第一翻面板和第二翻面板的后端面上均开设有盲通道,第一翻面板的后端面与前通槽之间留有缝隙,第一翻面板中的盲通道与前通槽连通,转盘上固设有两个接头,两个接头分别与两个盲通道连通,所述后通槽的后侧固设有与其连通的出气嘴,出气嘴的另一端与空压机的出气口连接;所述裁切装置的凸模设置于容纳槽的正上方且与容纳槽配合。
[0005]
所述两个接头的另一端均连接有软管。
[0006]
所述前通槽和后通槽关于容纳槽对称设置。
[0007]
所述裁切装置包括模架、裁切气缸和凸模,所述模架固设于导轨的顶表面上,裁切气缸固设于模架的顶部,裁切气缸活塞杆贯穿模架的横板设置,且延伸端上固设有凸模。
[0008]
所述容纳槽的宽度大于或等于电子产品的宽度。
[0009]
所述带料轨道的宽度与带料的宽度相等。
[0010]
所述第一翻面板和第二翻面板上下对称设置。
[0011]
本实用新型具有以下优点:本实用新型结构紧凑、减轻工人劳动强度、防电子产品
刮伤、提高电子产品翻面效率、操作简单。
附图说明
[0012]
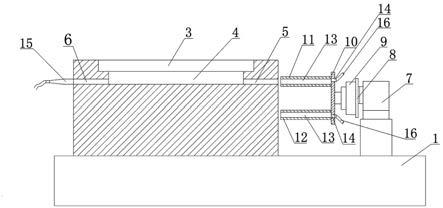
图1 为本实用新型中去掉水平气缸后的结构示意图;
[0013]
图2 为图1的a-a剖视图;
[0014]
图3 为图2的b-b剖视图;
[0015]
图中,1-工作台,2-导轨,3-带料轨道,4-容纳槽,5-前通槽,6-后通槽,7-水平气缸,8-支架,9-旋转气缸,10-转盘,11-第一翻面板,12-第二翻面板,13-盲通道,14-接头,15-出气嘴,16-软管,17-模架,18-裁切气缸,19-凸模。
具体实施方式
[0016]
下面结合附图对本实用新型做进一步的描述,本实用新型的保护范围不局限于以下所述:
[0017]
如图1~3所示,一种电子产品翻面的生产线,它包括工作台1、固设于工作台1顶部的导轨2和裁切装置,导轨2的顶部开设有水平设置的带料轨道3,带料轨道3的宽度与带料的宽度相等,带料轨道3的底部开设有容纳槽4,所述容纳槽4的宽度大于或等于电子产品的宽度,导轨2的前后壁上分别开设有前通槽5和后通槽6,前通槽5和后通槽6关于容纳槽4对称设置,前通槽5和后通槽6的底表面均与容纳槽4的底表面平齐,前通槽5和后通槽6均与容纳槽4连通,所述工作台1的顶部固设有水平气缸7,水平气缸7活塞杆的作用端上固设有支架8,支架8上固设有位于水平气缸7后侧的旋转气缸9,旋转气缸9的旋转轴上固设有转盘10,转盘10的后端面上固设有第一翻面板11和第二翻面板12,第一翻面板11和第二翻面板12上下对称设置,第一翻面板11和第二翻面板12的后端面上均开设有盲通道13,盲通道13的尺寸与容纳槽4的尺寸相等,第一翻面板11的后端面与前通槽5之间留有缝隙,第一翻面板11中的盲通道13与前通槽5连通,转盘10上固设有两个接头14,两个接头14分别与两个盲通道13连通,所述后通槽6的后侧固设有与其连通的出气嘴15,出气嘴15的另一端与空压机的出气口连接;所述裁切装置的凸模19设置于容纳槽4的正上方且与容纳槽4配合。
[0018]
所述两个接头14的另一端均连接有软管16。所述裁切装置包括模架17、裁切气缸18和凸模19,所述模架17固设于导轨2的顶表面上,裁切气缸18固设于模架17的顶部,裁切气缸18活塞杆贯穿模架17的横板设置,且延伸端上固设有凸模19。
[0019]
本实用新型的工作过程如下:
[0020]
s1、第一个电子产品的落料:工人先将带料从左往右穿设于到带料轨道3内,并将带料首端处的电子产品放置于容纳槽4的顶部;随后工人操作裁切气缸18使其活塞杆向下伸出,活塞杆带动凸模19向下运动,当凸模19与容纳槽4相配合后,首端电子产品的连接部被切断,随后该电子产品掉落于容纳槽4的底表面上,随后工人操作裁切气缸18的活塞杆复位,从而实现了第一个电子产品的落料;
[0021]
s2、工人先打开空压机,空压机产出高压气体,高压气体进入到出气嘴15内,在气压下电子产品穿过前通槽5后进入到第一翻面板11的盲通道13内;随后工人打开旋转气缸9并关闭空压机,旋转气缸9带动其旋转轴转动180
°
,到位后关闭旋转气缸9,此时第一翻面板11处于低位处而第二翻面板12处于高位处;然后工人操作水平气缸7使其活塞杆向右伸出,
活塞杆带动支架8及其上的旋转气缸9向右运动,当第一翻面板11处于导轨2右侧时关闭水平气缸7,然后向与第一翻面板11中的盲通道13连通的接头14内通入高压气体,高压气体将第一翻面板11内的电子产品吹到检测工位中,吹出后停止向该接头14内通入高压气体,由于第一翻面板11内的电子产品也相应的翻转了180
°
,从而最终实现了第一个电子产品的翻面;
[0022] s3、工人操作水平气缸7复位,复位后第二翻面板12的盲通道13与前通槽5连通;工人向右移动带料,使第二个电子产品进入裁切工位,到位后重复步骤s1~s2即可实现第二个电子产品的翻面;如此重复此操作,即可将带料上的所有电子产品裁切下来,并完成翻面。
[0023]
由此可知,每次裁切后掉落于容纳槽4内的电子产品被出气嘴15及时的吹入到盲通道13内,相比传统的出料方式,有效避免了落下来的电子产品相互碰撞而导致电子产品表面刮伤,从而起到很好的保护电子产品的作用。此外该生产线通过旋转气缸9实现对电子产品的翻面,并通过水平气缸7将电子产品转移到检测工位,因此无需工人一个接一个的对电子产品进行翻面,从而极大的减轻了工人的劳动强度,同时提高了电子产品翻面效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1