一种铜极对数曲线三维修形装置的制作方法
[0001]
本实用新型属于滚子磨床砂轮修型技术领域,具体地说是一种铜极对数曲线三维修形装置。
背景技术:
[0002]
对数曲线滚子能提高轴承的性能,该种滚子磨削多采用金属结合剂cbn(立方氮化硼)砂轮。为使砂轮始终保持良好的磨削性能,延长砂轮的使用寿命,必须定时对其进行修锐,砂轮的电解在线修锐法是现在比较流行的一种方法。这种方法成型精度高、效率高且成本低,可以在数控磨床上在线对cbn砂轮进行修锐。修锐前,要先将修锐铜极的表面修成与成型砂轮相反的轮廓,而铜极表面的形状准确与否直接关系到砂轮磨削滚子的成型精度。在加工铜极表面的对数曲线时,刀具运动轨迹一般为x、y、z三个方向的直线运动合成,这样刀具在对数曲线处修形时不能保证与曲线垂直,这样会导致铜极表面的对数曲线处的成型精度不够,将直接影响滚子加工精度。
技术实现要素:
[0003]
针对上述情况,本实用新型设计了一种铜极对数曲线三维修形装置,该修形装置中刀具除具有x轴、y轴和z轴三个方向的直线运动外,还有刀具绕z轴的摆动,以保证在铜极的修形过程中,刀具始终垂直于对数曲线。
[0004]
本实用新型的目的及解决其技术问题是采用以下的技术方案来实现的。依据本实用新型提出的一种铜极对数曲线三维修形装置,包括底座1、固定在底座上1的铜极x向驱动装置2和砂轮装置5,所述铜极x向驱动装置2的x向滑移板上固定有铜极y向驱动装置3,该铜极y向驱动装置3的y向滑板上固定有铜极旋转驱动装置4;所述砂轮装置5的砂轮支座上固定有刀具z向驱动装置6,所述刀具z向驱动装置6的z向移动滑板上固定有刀具旋转驱动装置7;该刀具旋转驱动装置7的刀具旋转驱动电机支架7.2固定在所述z向移动滑板上,套装在刀具旋转驱动电机支架7.2内孔中的刀具旋转驱动电机7.1与套装在刀具z向移动滑板下端内孔中的刀具旋转座7.3上伸出的轴连接,刀具旋转座7.3上固定有刀具7.4,所述刀具旋转驱动电机7.1驱动刀具旋转座7.3旋转以调整刀具7.4绕z轴方向的摆动位置。
[0005]
本实用新型的目的以及解决其技术问题还可以采用以下的技术措施来进一步实现。
[0006]
前述铜极对数曲线三维修形装置,其中所述的铜极x向驱动装置2包括铜极x向驱动电机2.1、铜极x向电机支座2.2、铜极x向驱动丝杠2.3、铜极x向滑板2.4和铜极x向驱动底座2.5;其中铜极x向驱动底座2.5固定安装在底座1的左前上方,铜极x向电机支座2.2固定安装在铜极x向驱动底座2.5的左端,铜极x向驱动电机2.1固定安装在铜极x向电机支座2.2中间的支撑孔内,并与铜极x向驱动丝杠2.3左端相连,铜极x向驱动丝杠2.3旋合安装在铜极x向滑板2.4下方的螺孔内。
[0007]
前述的铜极对数曲线三维修形装置,其中所述的铜极y向驱动装置3含有铜极y向
驱动电机3.1、铜极y向驱动电机支座3.2、铜极y向驱动丝杠3.3、铜极y向滑板3.4和铜极y向驱动底座3.5,其中铜极y向驱动底座3.5固定安装在铜极x向滑板2.4上方,铜极y向驱动电机支座3.2固定安装在y向驱动底座3.5的后端,铜极y向驱动电机3.1固定套装在铜极y向驱动电机支座3.2的内孔中,并与铜极y向驱动丝杠3.3后端相连,铜极y向驱动丝杠3.3与铜极y向滑板3.4下面的螺孔旋合,铜极y向滑板3.4通过其下面的滑块与y向驱动底座3.5上方的滑轨连接。
[0008]
前述的铜极对数曲线三维修形装置,其中所述的铜极旋转驱动装置4含有铜极旋转支座4.1、铜极旋转电机4.2、皮带4.3、铜极4.4、上皮带轮4.5和下皮带轮4.6,其中铜极旋转支座4.1固定安装在铜极y向滑板3.4右上方,铜极旋转电机4.2套装在铜极旋转支座4.1上方的孔内,上皮带轮4.5安装在铜极旋转电机4.2前方,皮带4.3将上皮带轮4.5和下皮带轮4.6连接起来,下皮带轮4.6与铜极4.4固定连接。
[0009]
前述的铜极对数曲线三维修形装置,其中所述的砂轮装置5含有砂轮支座5.1和砂轮5.2,砂轮5.2套装在砂轮支座5.1上方的孔内,砂轮支座固定在底座上。
[0010]
前述的铜极对数曲线三维修形装置,其中所述刀具z向驱动装置6含有刀具z向驱动电机6.1、刀具z向驱动电机支架6.2、刀具z向驱动丝杠6.3、刀具z向移动滑板6.4和竖板6.5,其中刀具z向驱动电机支架6.2固定安装在砂轮支座5.1的左上方,刀具z向驱动电机6.1套装在刀具z向驱动电机支架6.2的内孔中,与刀具z向驱动丝杠6.3连接,刀具z向驱动丝杠6.3与刀具z向移动滑板6.4右端的螺孔旋合,刀具z向移动滑板6.4通过其右面的滑块与固定在砂轮支座5.1的左前方的竖板6.5上的滑轨连接。
[0011]
前述的铜极对数曲线三维修形装置,其中刀具旋转驱动电机支架7.2固定安装在刀具z向移动滑板6.4的左上方,刀具旋转座7.3套装在刀具z向移动滑板6.4左下端的内孔中。
[0012]
本实用新型与现有技术相比具有明显的优点和有益效果。借由上述技术方案,本实用新型可达到相当的技术进步性及实用性,并具有产业上的广泛利用价值,其至少具有下列优点:
[0013]
1、本实用新型是一种实现铜极对数曲线三维修形,且修形效率高、成型精度高、质量稳定可靠的修形装置,具有调整、安装、维护、使用方便之特点。
[0014]
2、本实用新型的修形装置采用三维修形铜极对数曲线的方法。在三维修形装置里,不仅铜极含有x向、y向的移动和自身回转运动,而且修形刀具还含有z向移动和绕z轴的摆动。五轴联动可保证刀具在铜极表面加工对数曲线时与曲线保持垂直,使加工出的曲线更准确,精度更高。
附图说明
[0015]
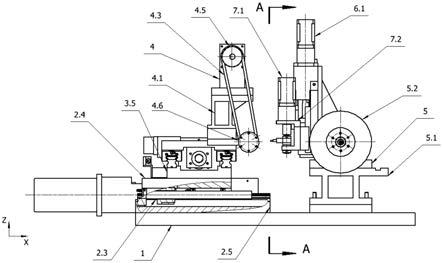
图1是本实用新型的主视结构示意简图;
[0016]
图2是图1的俯视结构示意简图;
[0017]
图3是图1的左视结构示意简图;
[0018]
图4是图1的a-a剖视结构示意简图;
[0019]
图5是对数曲线圆柱滚子图。
[0020]
【主要元件符号说明】
[0021]
1:底座
[0022]
2:铜极x向驱动装置
[0023]
3:铜极y向驱动装置
[0024]
4:铜极旋转驱动装置
[0025]
5:砂轮装置
[0026]
6:刀具z向驱动装置
[0027]
7:刀具旋转驱动装置
[0028]
2.1:铜极x向驱动电机
[0029]
2.2:铜极x向电机支座
[0030]
2.3:铜极x向驱动丝杠
[0031]
2.4:铜极x向滑板
[0032]
2.5:铜极x向驱动底座
[0033]
3.1:铜极y向驱动电机
[0034]
3.2:铜极y向驱动电机支座
[0035]
3.3:铜极y向驱动丝杠
[0036]
3.4:铜极y向滑板
[0037]
3.5:铜极y向驱动底座
[0038]
4.1:铜极旋转支座
[0039]
4.2:铜极旋转电机
[0040]
4.3:皮带
[0041]
4.4:铜极
[0042]
4.5:上皮带轮
[0043]
4.6:下皮带轮
[0044]
5.1:砂轮支座
[0045]
5.2:砂轮
[0046]
6.1:刀具z向驱动电机
[0047]
6.2:刀具z向驱动电机支架
[0048]
6.3:刀具z向驱动丝杠
[0049]
6.4:刀具z向移动滑板
[0050]
7.1:刀具旋转驱动电机
[0051]
7.2:刀具旋转驱动电机支架
[0052]
7.3:刀具旋转座
[0053]
7.4:刀具
具体实施方式
[0054]
为更进一步阐述本实用新型为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型提出的铜极对数曲线三维修形装置其具体实施方式、结构、特征及其功效,详细说明如后。
[0055]
请参阅图1-5,其为本实用新型铜极对数曲线三维修形装置的各部分结构示意,该
装置包括底座1、铜极x向驱动装置2、铜极y向驱动装置3、铜极旋转驱动装置4、砂轮装置5、刀具z向驱动装置6和刀具旋转驱动装置7。其中所述铜极x向驱动装置2含有铜极x向驱动电机2.1、铜极x向电机支座2.2、铜极x向驱动丝杠2.3、铜极x向滑板2.4和铜极x向驱动底座2.5。
[0056]
铜极x向驱动底座2.5固定安装在固定安装在底座1的左前上方,铜极x向电机支座2.2固定安装在铜极x向驱动底座2.5的左端,铜极x向驱动电机2.1固定安装在铜极x向电机支座2.2中间的支撑孔内,并与铜极x向驱动丝杠2.3左端相连,铜极x向驱动丝杠2.3旋合安装在铜极x向滑板2.4下方的螺孔内。铜极x向滑板2.4通过其下面的滑块与x向驱动底座2.5上方的滑轨连接。通过铜极x向驱动电机2.1
→
铜极x向驱动丝杠2.3
→
铜极x向滑板2.4左右来回移动。
[0057]
所述铜极y向驱动装置3含有铜极y向驱动电机3.1、铜极y向驱动电机支座3.2、铜极y向驱动丝杠3.3、铜极y向滑板3.4和铜极y向驱动底座3.5。
[0058]
y向驱动底座3.5固定安装在铜极x向滑板2.4上方,铜极y向驱动电机支座3.2固定安装在y向驱动底座3.5的后端,铜极y向驱动电机3.1套装在铜极y向驱动电机支座3.2的内孔中,与铜极y向驱动丝杠3.3后端相连,铜极y向驱动丝杠3.3与铜极y向滑板3.4下面的螺孔旋合,铜极y向滑板3.4通过其下面的滑块与y向驱动底座3.5上方的滑轨连接。通过铜极y向驱动电机3.1
→
铜极y向驱动丝杠3.3
→
铜极y向滑板3.4前后来回移动。
[0059]
所述铜极旋转驱动装置4含有铜极旋转支座4.1、铜极旋转电机4.2、皮带4.3、铜极4.4、上皮带轮4.5和下皮带轮4.6。
[0060]
铜极旋转支座4.1固定安装在铜极y向滑板3.4右上方,铜极旋转电机4.2套装在铜极旋转支座4.1上方的孔内,上皮带轮4.5安装在铜极旋转电机4.2前方,皮带4.3将上皮带轮4.5和下皮带轮4.6连接起来,下皮带轮4.6与铜极4.4固定连接,铜极4.4套装在铜极y向滑板3.4右前方的支撑孔内。通过铜极旋转电机4.2
→
上皮带轮4.5
→
皮带4.3
→
下皮带轮4.6
→
铜极4.4旋转。
[0061]
所述砂轮装置5含有砂轮支座5.1和砂轮5.2。砂轮5.2套装在砂轮支座5.1上方的孔内。
[0062]
所述刀具z向驱动装置6含有刀具z向驱动电机6.1、刀具z向驱动电机支架6.2、刀具z向驱动丝杠6.3、刀具z向移动滑板6.4和竖板6.5。
[0063]
刀具z向驱动电机支架6.2固定安装在砂轮支座5.1的左上方,刀具z向驱动电机6.1套装在刀具z向驱动电机支架6.2的内孔中,与刀具z向驱动丝杠6.3连接,刀具z向驱动丝杠6.3与刀具z向移动滑板6.4右端的螺孔旋合,刀具z向移动滑板6.4通过其右面的滑块与竖板6.5上的滑轨连接,竖板6.5固定在砂轮支座5.1的左前方。通过刀具z向驱动电机6.1
→
刀具z向驱动丝杠6.3
→
刀具z向移动滑板6.4上下来回移动。
[0064]
所述刀具旋转驱动装置7含有刀具旋转驱动电机7.1、刀具旋转驱动电机支架7.2、刀具旋转座7.3和刀具7.4。
[0065]
刀具旋转驱动电机支架7.2固定安装在刀具z向移动滑板6.4的左上方,刀具旋转驱动电机7.1套装在刀具旋转驱动电机支架7.2的内孔中,与刀具旋转座7.3上伸出的轴连接,刀具旋转座7.3套装在刀具z向移动滑板6.4左下端的内孔中,刀具7.4固定安装在刀具旋转座7.3的左侧的孔内。通过刀具旋转驱动电机7.1
→
刀具旋转座7.3
→
刀具7.4摆动。
[0066]
本实用新型是一种铜极对数曲线三维修形装置,该修形装置可以保证在铜极对数曲线修形过程中刀具始终与曲线垂直,铜极成形精度高、效率高且成本低,成形后的铜极对砂轮进行电火花成型修整,修整后的砂轮具有良好的磨削性能。
[0067]
修行前,铜极x向驱动电机2.1驱动铜极x向驱动丝杠2.3旋转,铜极x向驱动丝杠2.3带动铜极x向滑板2.4向右移动,同时铜极y向驱动电机3.1驱动铜极y向驱动丝杠3.3旋转,铜极y向驱动丝杠3.3驱动铜极y向滑板3.4向前运动,铜极靠近刀具7.4。刀具z向驱动电机6.1驱动刀具z向驱动丝杠6.3旋转,刀具z向驱动丝杠6.3驱动刀具z向移动滑板6.4上下运动,使刀头与铜极轴线共面。
[0068]
修形铜极时,铜极旋转电机4.2驱动上皮带轮4.5旋转,上皮带轮4.5通过皮带4.3驱动下皮带轮4.6旋转,带动铜极4.4自转;铜极x向驱动电机2.1驱动铜极x向驱动丝杠2.3旋转,铜极x向驱动丝杠2.3带动铜极x向滑板2.4向右做进给运动;铜极y向驱动电机3.1驱动铜极y向驱动丝杠3.3旋转,铜极y向驱动丝杠3.3驱动铜极y向滑板3.4前后往复运动;同时刀具旋转驱动电机7.1驱动刀具旋转座7.3旋转,以调整刀具7.4绕z轴方向的摆动位置,以保证刀头随时垂直于曲线,特别是对数曲线,可达到精确修整铜极对数曲线的目的。
[0069]
以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型做任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1