一种长管类零件内孔螺旋槽加工刀具的制作方法
[0001]
本实用新型涉及一种长管类零件内孔螺旋槽加工刀具,属于机械加工技术领域。
背景技术:
[0002]
某长筒类零件,需加工螺旋槽,由于螺旋槽的加工属于精加工,粗糙度值的要求较低,还要考虑到减少刀刃与线侧壁间的摩擦,便于润滑及冷却,还要防止刀具在切削过程中与阳线侧壁发生干涉,还要保证有足够的切屑流屑空间。
技术实现要素:
[0003]
为了解决上述现有技术存在的不足,本实用新型提供了长管类零件内孔螺旋槽加工刀具。
[0004]
本实用新型解决其技术问题所采用的技术方案是:一种长管类零件内孔螺旋槽加工刀具,上端为刀头,下端为刀座,所述刀头为由前到后、由上至下宽度变窄的形状,所述刀头前端为前刀面,上端为上刀面,左右两侧为侧刀面,上刀面与前刀面形成所述刀刃,所述上刀面中心处开设有上流屑口,上流屑口为弧形槽状,上流屑口的轴向与刀头前后方向垂直,左侧侧刀面开设有侧流屑口,侧流屑口为弧形槽状,侧流屑口的轴向为竖直方向,所述刀刃与刀具前端面形成刃倾角,所述上刀面单侧边与上刀面中心形成侧偏角,所述上刀面与刀具水平方向形成后角,所述侧刀面与刀具竖直方向形成侧隙角,所述前刀面与刀具竖直方向形成前角,所述刀座为t型。
[0005]
前角—由于螺旋槽的加工属于精加工,粗糙度值的要求较低,前角易取大些,常用角度为12~22
°
。
[0006]
后角,由于加工精度和粗糙度的要求,后角一般也取得较大些,角度为8~9
°
。
[0007]
侧隙角作用是减小刀刃与线侧壁间的摩擦,角度为3
°
。
[0008]
侧偏角是防止刀具在切削过程中与阳线侧壁发生干涉,侧偏角为6.7
°
。
[0009]
刃倾角是控制切屑的流向,与侧偏角相等。
[0010]
本实用新型的有益效果是:加工精度高,刀头精巧,在满足切屑的条件下,避免了多余的摩擦,增加了刀具的使用寿命。
附图说明
[0011]
下面结合附图和具体实施方式对本实用新型进一步说明。
[0012]
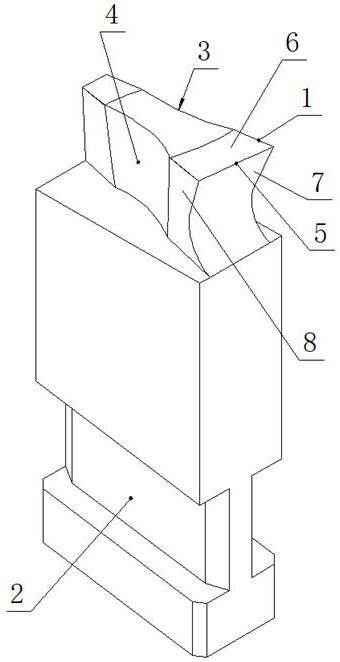
图1为本实用新型的结构示意图。
[0013]
图2为刀头的主视图。
[0014]
图3为刀头的俯视图。
[0015]
图4为刀头的侧视图。
[0016]
图中标号:
[0017]
1、刀头,2、刀座,3、上流屑口,4、侧流屑口,a、侧偏角,b、刃倾角,c、侧隙角,d、后
角,e、前角,5、刀刃,6、上刀面,7、前刀面,8、侧刀面。
具体实施方式
[0018]
如图1-4所示,一种长管类零件内孔螺旋槽加工刀具,上端为刀头1,下端为刀座2,所述刀头1为由前到后、由上至下宽度变窄的形状,所述刀头1前端为前刀面7,上端为上刀面6,左右两侧为侧刀面8,上刀面6与前刀面7形成所述刀刃5,所述上刀面6中心处开设有上流屑口3,上流屑口3为弧形槽状,上流屑口3的轴向与刀头1前后方向垂直,左侧侧刀面8开设有侧流屑口4,侧流屑口4为弧形槽状,侧流屑口4的轴向为竖直方向,所述刀刃5与刀具前端面形成刃倾角b,所述上刀面6单侧边与上刀面6中心形成侧偏角a,所述上刀面6与刀具水平方向形成后角d,所述侧刀面8与刀具竖直方向形成侧隙角c,所述前刀面7与刀具竖直方向形成前角e,所述刀座2为t型。
[0019]
前角e,由于螺旋槽的加工属于精加工,粗糙度值的要求较低,前角易取大些,常用角度为12~22
°
。
[0020]
后角d,由于加工精度和粗糙度的要求,后角一般也取得较大些,角度为8~9
°
。
[0021]
侧隙角c作用是减小刀刃与线侧壁间的摩擦,角度为3
°
。
[0022]
侧偏角a是防止刀具在切削过程中与阳线侧壁发生干涉,角度为6.7
°
。
[0023]
刃倾角b是控制切屑的流向,与侧偏角相等。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1