一种冲压模具的制作方法
[0001]
本实用新型涉及五金加工领域,特别是涉及冲压模具。
背景技术:
[0002]
冲压模具是五金加工的一种常用装置,五金件的加工通常需要对其进行变形处理,如通过冲压模具进行冲孔、裁切、拉伸、弯折等等。而弯折工艺属于较为普遍的五金加工工艺,然而对于一些内部存在倒扣的产品,对于五金冲压加工则会造成极大困扰。因为我们不仅需要考虑产品冲压的精度,更要考虑产品冲压后如何方便快速的脱模,以免对加工效率造成影响,所以,内部倒扣越多的产品,其冲压加工难度越高。
[0003]
如图1所示产品,原产品为平铺状态,冲压后产品底部形成台阶面,且产品四周弯折包裹,四周的产品内壁面都存在倒扣,在冲压后对脱模的要求难度极高。因此,我们亟需一种能够应对多种包边、倒扣的冲压模具。
技术实现要素:
[0004]
为解决上述问题,本实用新型采用如下技术方案:一种冲压模具,包括上模及下模,所述上模包括上模座,上模座下方设置有上模垫板,上模垫板下方设置有凸模;所述下模包括下模座,下模座上设置有凹模垫板,凹模垫板上设置有凹模,凹模中部设置有凹模腔,凹模腔内设置有与其匹配的脱料板,所述脱料板下方连接有多个缓冲弹簧,缓冲弹簧贯穿凹模及凹模垫板且端部与下模座连接;所述凸模包括第一台阶部及第二台阶部,所述第一台阶部对应两侧分别开设有第一脱料槽,所述第二台阶部两侧分别开设有第二脱料槽,所述第一台阶部左侧设置有左滑块,所述第二台阶部右侧设置有右滑块,所述左滑块左侧设置有左扣位台阶,所述右滑块两侧分别设置有右扣位台阶,所述左滑块及右滑块分别连接有左复位弹簧及右复位弹簧,所述左复位弹簧及右复位弹簧分别穿过上模垫板与上模座连接。
[0005]
产品冲压后产品的四周壁面包裹凸模,考虑到产品脱模问题,在凸模左右两侧分别设置左滑块及右滑块,便于分模时凸模收缩使产品脱模,而第一脱料槽及第二脱料槽的设置用于容纳产品前后两侧内壁面的倒扣,左滑块设置左扣位台阶用于容纳产品左侧内壁面的倒扣,右滑块两侧设置右扣位台阶用于容纳产品右侧内壁面的倒扣。
[0006]
进一步的,所述左滑块及右滑块分别向凸模内侧倾斜,所述左滑块设置有左t型滑条,所述右滑块设置有右t型滑条,所述凸模设置有分别与左t型滑条及右t型滑条匹配的左滑槽及右滑槽。
[0007]
进一步的,所述脱料板上设置有分别与第一台阶部及第二台阶部对应的第一台阶面及第二台阶面。
[0008]
第一台阶面及第二台阶面的设置用于与凸模配合冲压出产品的台阶面。
[0009]
进一步的,所述凹模四周分别设置有定位块,所述定位块位于凸模及上模垫板外部。
[0010]
定位块包裹产品四周,用于冲压前产品的精准放置定位。
[0011]
进一步的,所述下模座矩形阵列有四个垂直向上的导柱,所述上模座设置有与导柱匹配的导套。
[0012]
本实用新型的有益效果为:
[0013]
本实用新型在凸模左右两侧设置左滑块及右滑块,便于产品脱模,而左滑块及右滑块分别设置有左扣位台阶及右扣位台阶用于容纳产品左右两侧内壁面的倒扣,第一台阶部及第二台阶部两侧分别设置有第一脱料槽及第二脱料槽用于容纳产品前后两侧内壁的倒扣,使得产品脱模简单、高效,不仅确保产品冲压精度,还提高了产品生产效率。
附图说明
[0014]
附图对本实用新型作进一步说明,但附图中的实施例不构成对本实用新型的任何限制。
[0015]
图1为本实用新型加工产品的结构示意图。
[0016]
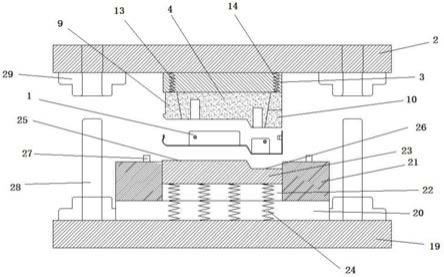
图2为本实用新型的结构示意图。
[0017]
图3为本实用新型的下模结构示意图。
[0018]
图4为本实用新型的凸模结构示意图。
具体实施方式
[0019]
如图1-4中所示,本实用新型一实施例提供的一种冲压模具,包括上模及下模,所述上模包括上模座2,上模座2下方设置有上模垫板3,上模垫板3下方设置有凸模4;所述凸模包括第一台阶部5及第二台阶部6,所述第一台阶部5对应两侧分别开设有第一脱料槽7,第一脱料槽7用于容纳产品第一台阶部5前后两侧内壁的倒扣,所述第二台阶部6两侧分别开设有第二脱料槽8,第二脱料槽8用于容纳产品第二台阶部6前后两侧内壁的倒扣,所述第一台阶部5左侧设置有左滑块9,所述第二台阶部6右侧设置有右滑块10,所述左滑块9左侧设置有左扣位台阶11,左扣位台阶11用于容纳产品左侧内壁的倒扣,所述右滑块10两侧分别设置有右扣位台阶12,右扣位台阶12用于容纳产品右内壁两侧的倒扣,所述左滑块9及右滑块10分别连接有左复位弹簧13及右复位弹簧14,所述左复位弹簧13及右复位弹簧14分别穿过上模垫板3与上模座2连接。
[0020]
所述左滑块9及右滑块10分别向凸模4内侧倾斜,所述左滑块9设置有左t型滑条15,所述右滑块10设置有右t型滑条16,所述凸模4设置有分别与左t型滑条15及右t型滑条16匹配的左滑槽17及右滑槽18。左滑块9及右滑块10分别通过左t型滑条15及右t型滑条16与凸模4的左滑槽17及右滑槽18匹配滑动。
[0021]
所述下模包括下模座19,下模座19上设置有凹模垫板20,凹模垫板20上设置有凹模21,凹模21中部设置有凹模腔22,凹模腔22内设置有与其匹配的脱料板23,所述脱料板23下方连接有多个缓冲弹簧24,缓冲弹簧24贯穿凹模21及凹模垫板20且端部与下模座19连接;所述脱料板23上设置有分别与第一台阶部5及第二台阶部6对应的第一台阶面25及第二台阶面26。
[0022]
所述凹模21四周分别设置有定位块27,定位块27包裹产品,用于产品放置时的精准定位,所述定位块27位于凸模4及上模垫板3外部,避免合模时产生干涉。
[0023]
所述下模座19矩形阵列有四个垂直向上的导柱28,所述上模座设置有与导柱28匹配的导套29。
[0024]
工作原理:冲压前将产品放置与脱料板23上,通过凹模21四周设置的定位块27对产品进行定位,合模时凸模4与脱料板23匹配,使脱料板23下移,产品冲压定型,分模时左滑块9及右滑块10向中滑动靠拢,使得凸模4宽度变小,产品与凸模4分离,脱料板23在缓冲弹簧24作用下复位,弹出产品。
[0025]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1