一种C型钢切断打磨装置的制作方法
一种c型钢切断打磨装置
技术领域
[0001]
本实用新型涉及c型钢加工设备技术领域,尤其涉及一种c型钢切断打磨装置。
背景技术:
[0002]
c型钢是由c型钢成型机自动加工成型的钢材。经热卷板冷弯加工而成,壁薄自重轻,截面性能优良,强度高,与传统槽钢相比,同等强度可节约材料30%。c型钢广泛应用于钢结构建筑的檀条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。
[0003]
现有专利授权公告号为cn204770927u的实用新型专利公开了一种c型钢飞锯剪切装置,包括底座,底座上设有滑台,滑台一侧固定有行程油缸,行程油缸的活塞杆与底座固定连接,滑台上固定有飞锯支架,飞锯支架端部转动设置有锯片,滑台上固定有剪切电机,剪切电机与锯片传动连接,底座上安装有夹紧装置。
[0004]
采用上述技术方案,夹紧装置将c型钢夹紧,剪切电机带动锯片转动,行程油缸推动锯片运动,实现锯片对c型钢的剪切。但是,c型钢在切断后的前后两个端面会产生毛刺,而c型钢的毛刺在运输过程中极易造成人员的受伤,危险系数高。
技术实现要素:
[0005]
本实用新型的目的是提供一种c型钢切断打磨装置,通过两。
[0006]
本实用新型的上述技术目的是通过以下技术方案得以实现的:
[0007]
一种c型钢切断打磨装置,包括机架,所述机架长度方向两侧分别构成c型钢的进料侧和出料侧,所述机架上设有工作台以及用于驱动工作台沿机架的长度方向滑动的滑移件,所述工作台上设有沿机架宽度方向滑动的滑座以及用于驱动滑座滑移的平移组件,所述滑座上转动设置有沿机架的长度方向贯穿工作台的转轴以及用于驱动转轴转动的转动件,所述转轴上同轴固定有锯刀,所述锯刀设置于工作台内,所述工作台沿机架长度方向的两侧均设有打磨装置,所述打磨装置包括上压板以及用于驱动上压板升降的升降件,两所述上压板相互背离的一侧均固定有磨砂板;所述机架出料侧设有用于驱动c型钢进给的下料组件。
[0008]
通过采用上述技术方案,工作中,c型钢从机架进料侧进入机架,滑移件驱动工作台与c型钢同步运动,升降件驱动上压板下移,将上压板压在c型钢的上表面。转动件驱动转轴转动,转轴带动锯刀同步转动。平移组件驱动滑座的运动带动带动锯刀的同步移动,实现对c型钢的切割。c型钢切断后,下料组件驱动c型钢的进给,升降件驱动上压板下移,磨砂板对c型钢的切割端部进行打磨。通过这种方式,实现c型钢切断和打磨操作,提高c 型钢表面的光洁度,降低对工作人员损伤的可能性。
[0009]
本实用新型进一步设置为:所述升降件为固定设置于工作台上的升降气缸,所述升降气缸的活塞杆固定连接有呈l形的支杆,两所述支杆底部与两上压板相互靠近一侧铰接连接,两所述支杆相互远离一侧的底部均竖直固定有压缩弹簧,所述压缩弹簧底部与上
压板远离升降气缸一侧固定连接。
[0010]
通过采用上述技术方案,升降气缸活塞杆的伸缩会带动上压板的上下往复运动,上压板可以将c型钢压紧,增加c型钢的稳定性。同时,压缩弹簧的设置使得c型钢切断后向机架出料侧进给后,c型钢与上压板分离,在压缩弹簧的作用下,磨砂板实现对c型钢断面的打磨。
[0011]
本实用新型进一步设置为:所述磨砂板呈半圆形凸起形状。
[0012]
通过采用上述技术方案,c型钢的上压板分离之后,上压板在压缩弹簧的作用下会发生向下摆动,凸起的设置保证磨砂板可以与c型钢断面打磨接触。
[0013]
本实用新型进一步设置为:所述滑移件为固定设置于机架上的驱动液压缸,所述驱动液压缸的活塞杆与工作台固定连接。
[0014]
通过采用上述技术方案,驱动液压缸活塞杆的伸缩会带动工作台的同步往复运动。
[0015]
本实用新型进一步设置为:所述平移组件包括固定设置于工作台上的平移电机以及与平移电机输出轴同轴固定的平移丝杆,所述平移丝杆水平转动架设于工作台上且沿滑座的滑移方向螺纹穿设滑座。
[0016]
通过采用上述技术方案,平移电机输出轴的转动会带动平移丝杆的转动,平移丝杆驱动滑座的往复运动。
[0017]
本实用新型进一步设置为:所述下料组件包括固定设置于机架上的下料电机以及与下料电机输出轴同轴固定的下料辊。
[0018]
通过采用上述技术方案,下料电机输出轴的转动会带动下料辊的转动,c型钢在切断后,下料辊的转动会驱动c型钢的进给,便于将切割后的相邻两c型钢分隔开。
[0019]
本实用新型进一步设置为:所述机架出料侧设有下料组件,所述下料组件包括固定设置于机架上的门架,所述门架设置于下料辊上侧,所述门架内上下滑动设置有压辊架,所述门架上固定有下料气缸,所述下料气缸的活塞杆与压辊架固定连接,所述压辊架上转动设置有上压辊。
[0020]
通过采用上述技术方案,下料气缸活塞杆的伸缩会带动压辊架的上下运动,上压辊与下料辊的配合,限定c型钢的上下位置,保证c型钢切割的稳定性。
[0021]
本实用新型进一步设置为:所述转动件为固定设置于滑座上的转动电机,所述转动电机通过皮带轮与转轴传动连接。
[0022]
通过采用上述技术方案,转动电机输出轴的转动通过皮带轮驱动转轴的转动,转轴带动锯刀的同步转动,实现对c型钢的切割。
[0023]
综上所述,本实用新型的有益技术效果为:
[0024]
(1)通过滑移件驱动工作台与c型钢同步进给,升降件驱动上压板下移,通过转动件驱动锯刀的转动,平移组件驱动滑座带动锯刀的往复移动,实现c型钢的切割工作。切断后,通过下料组件带动切断后c型钢的进给,升降件驱动上压板下移,通过磨砂板对c型钢的切割断面进行打磨。通过这种方式,实现c型钢切断和打磨操作,提高c型钢表面的光洁度,降低对工作人员损伤的可能性。
[0025]
(2)通过压缩弹簧的设置,c型钢与上压板分开后实现磨砂板对c型钢切割断面的自动打磨,提高工作效率。
[0026]
(3)通过驱动液压缸活塞杆的伸缩带动工作台的移动,使得锯刀与c型钢的同步进给,c型钢在运动过程中实现切割,提高切割效率。
附图说明
[0027]
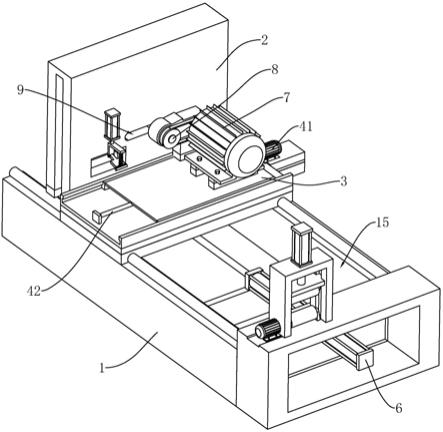
图1是本实用新型一个实施例的整体轴测示意图;
[0028]
图2是本实用新型一个实施例主要用于体现锯刀的轴测示意图;
[0029]
图3是图2中a部分的局部放大图,主要用于体现磨砂板;
[0030]
图4是本实用新型一个实施例中下料组件的轴测示意图。
[0031]
附图标记:1、机架;2、工作台;3、滑座;4、平移组件;41、平移电机;42、平移丝杆;5、锯刀;6、驱动液压缸;7、转动电机;8、转轴;9、转轴通道;10、上压板; 11、磨砂板;12、升降气缸;13、支杆;14、压缩弹簧;15、下料组件;151、门架;152、下料气缸;153、压辊架;154、上压辊;155、下料辊;156、下料电机。
具体实施方式
[0032]
下面将结合实施例对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0033]
参见图1和图2,一种c型钢切断打磨装置,包括机架1,机架1长度方向的两侧分别构成c型钢的进料侧和出料侧。机架1进料侧设有工作台2,工作台2通过沿机架1 长度方向延伸的滑槽滑动设置于机架1上,机架1上设有用于驱动工作台2滑移的滑移件。工作台2上设有滑座3,滑座3通过沿机架1宽度方向延伸的滑槽滑动设置于工作台2上,工作台2上设有用于驱动滑座3运动的平移组件4。滑座3上转动设置有锯刀5以及用于驱动锯刀5转动的转动件;工作中,滑移件驱动工作台2的运动带动锯刀5与c型钢同步运动,转动件驱动锯刀5转动,平移组件4驱动滑座3的运动带动锯刀5的平移,实现c 型钢的切割。
[0034]
参见附图1,滑移件为驱动液压缸6,驱动液压缸6通过螺栓可拆卸的固定在机架1 出料侧。驱动液压缸6的活塞杆与工作台2固定连接;故驱动液压缸6的活塞杆的伸缩会带动工作台2的往复运动。
[0035]
参见图1和图2,平移组件4包括平移电机41及与之相连的平移丝杆42,其中,平移电机41通过螺栓可拆卸的固定在工作台2上。平移丝杆42通过轴承座水平转动架设于工作台2上,且其一端通过联轴器与平移电机41的输出轴同轴固定。同时,平移丝杆 42沿滑座3的滑移方向螺纹穿设滑座3;故当平移电机41驱动平移丝杆42转动时,平移丝杆42会带动滑座3的往复运动。
[0036]
转动件为转动电机7,转动电机7通过螺栓可拆卸的固定在滑座3上。工作台2上设有转轴8,转轴8沿机架1的长度方向贯穿工作台2,转轴8与锯刀5同轴固定设置,锯刀5架设于工作台2内。转动电机7通过皮带轮与转轴8传动连接;故转动电机7输出轴的转动会驱动转轴8的转动,转轴8带动锯刀5的同步转动。
[0037]
工作台2上设有转轴8通道,转轴8通道沿机架1的宽度方向延伸,转轴8通道沿机架1的长度方向贯穿工作台2;故转轴8可以在转轴8通道内往复滑动。
[0038]
参见图1和图3,工作台2上设有打磨装置,打磨装置设有两组,两打磨装置分别设置于工作台2沿机架1长度方向的两侧。打磨装置包括设置于工作台2上的上压板10,两上压板10相互背离一侧均固定有磨砂板11,磨砂板11呈半圆形凸起设置。工作台2上设有用于驱
动上压板10升降的升降件。升降件为升降气缸12,升降气缸12通过螺栓可拆卸的固定在工作台2上。升降气缸12的活塞杆底部固定连接有支杆13,支杆13呈l形。支杆13底部与上压板10铰接连接,两支杆13相互背离一侧设有压缩弹簧14,压缩弹簧 14固定设置于支杆13底部,压缩弹簧14远离平板一端与上压板10固定连接;故升降气缸12活塞杆的伸缩会带动上压板10的上下往复运动。
[0039]
参见图1和图4,机架1出料侧设有下料组件15,下料组件15包括门架151,门架 151固定设置于机架1上。门架151上侧设有下料气缸152,下料气缸152通过螺栓可拆卸的固定在门架151中部位置。下料气缸152的活塞杆固定连接有压辊架153,压辊架153 底部通过轴承座水平转动设置有上压辊154;故下料气缸152活塞杆的伸缩会带动上压辊 154的上下往复运动。
[0040]
上压辊154下侧设有下料辊155,下料辊155通过轴承座水平转动架设于机架1上。机架1上设有下料电机156,下料电机156通过螺栓可拆卸的固定在机架1上。下料电机 156的输出轴通过联轴器与下料辊155同轴固定;下料电机156输出轴的转动会带动下料辊155的同步转动。
[0041]
本实施例的工作原理是:当机架1上的c型钢需要切断时,下料气缸152的活塞杆伸长驱动上压辊154与c型钢的上表面抵接,限定c型钢的上下位置。随后,驱动液压缸 6活塞杆收缩驱动工作台2随c型钢的运动而同步运动,升降气缸12活塞杆伸长带动上压板10下移,上压板10与c型钢的上表面抵接。紧接着,转动电机7通过皮带轮驱动锯刀 5的转动,平移电机41通过平移丝杆42驱动锯刀5向靠近c型钢一侧运动,完成c型钢的切断工作。随后,下料电机156驱动下料辊155的转动,使得切断后的相邻两c型钢分隔开。在这一过程中,切断后的c型钢与上压板10分离,在压缩弹簧14的作用下,上压板10向下摆动磨砂板11对c型钢的端面打磨。随后,驱动液压缸6活塞杆收缩,使得工作台2的运动速度大于c型钢的进给速度,上压板10与c型钢切断后的另一端面分隔开,通过磨砂板11实现打磨工作。通过这种方式,实现c型钢切断和打磨操作,提高c型钢表面的光洁度,降低对工作人员损伤的可能性。
[0042]
以上所述,仅为本实用新型较佳的具体实施方式,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1