导电母排组件焊接电极结构的制作方法
[0001]
本实用新型涉及一种导电母排组件焊接电极结构。
背景技术:
[0002]
框架断路器是供电系统的一个重要组件,断路器的导电母排一般采用多个软连接的动触头组件和导电座焊接在一起,在断路器工作的过程中,导电部位的电阻是一个关键要素,如果这个部位的电阻太高,在工作过程中就容易因为电阻产生高温,引发断路器的烧毁,从而导致整个供电系统或供电网络失效,其产生的后果非常严重。现有用于大型电站的大电流断路器大都是采用国外的品牌,如施耐德、abb等厂家生产的产品,目前,他们的产品是通过三相整流的电阻焊机来焊接完成的,三相整流电阻焊机一般安装有三个变压器,其经常因三个变压器的不同参数而产生相间不平衡的问题,且三相整流焊机目前的电网要求很高,大多数的断路器厂都不具备这个电网条件,只能采用碳石墨电极钎焊工艺来焊接,而碳石墨电极钎焊具有焊接质量不稳定和接触电阻大等不足,因此,本行业迫切希望能研发出一种具备高效、环保、焊接品质高和制造成本低等优点的框架断路器的导电母排组件焊接电极结构。
技术实现要素:
[0003]
本实用新型要解决的技术问题是提供一种导电母排组件焊接电极结构,其整体的结构设计具有焊接稳定、焊接质量好、外观质量好、焊接效率高、环保和对电网要求低等优点,且其能避免在焊接的过程中容易因电阻产生高温而引发断路器烧毁和容易导致整个供电网络失效,其不但能解决了三相整流电阻焊机对电网要求高和其的三个变压器经常因参数的不同而产生相间不平衡的问题,其还解决了采用碳石墨电极钎焊工艺来焊接经常出现焊接质量不稳定和接触电阻大的问题。本实用新型是通过以下技术方案来实现的:
[0004]
导电母排组件焊接电极结构,包含上电极组件、及设置在上电极组件下面的下电极组件,下电极组件包括对向设置的固定侧电极组和活动侧电极组,固定侧电极组和活动侧电极组均设置在底座的上面。
[0005]
固定侧电极组设置有固定侧电极座,固定侧电极座呈l型设置,固定侧电极座上端安装有固定下电极,固定侧电极座上端的表面安装有动触头定位部件,固定侧电极座右端的上面安装有底部导电座。
[0006]
活动侧电极组设置有侧压油缸安装座,侧压油缸安装座内设置有安装在底座右端上面的活动侧电极导向组件,侧压油缸安装座外侧安装有侧压油缸或气液增力缸,活动侧电极导向组件的上面安装置有活动侧电极座,活动侧电极座的左侧安装有活动下电极,固定下电极与活动下电极合在一起形成用于夹紧导电母排座的下电极焊接夹具,下电极焊接夹具的形状与导电母排座的两外侧壁形状相适配。
[0007]
上电极组件由上电极座、上电极和夹紧块组成,夹紧块安装在上电极座的下面,上电极安装在夹紧块内。
[0008]
作为优选,该导电母排组件焊接电极结构还设置有外喷水机构,且外喷水机构设置在固定侧电极组的一侧。外喷水机构就是喷水机构,其主要包括喷淋头和输水管等部件组成,其的具体结构和工作原理已是公知常识,此处不再详细解释。
[0009]
作为优选,活动侧电极座的后侧安装有导电连接铜带,导电连接铜带和固定侧电极座共同连接到焊接变压器的同一电极。
[0010]
作为优选,导电母排包括动触头、软连接和导电母排座,导电母排的动触头与软连接为一体成型设置,导电母排的软连接与导电母排的导电母排座活动装配连接。
[0011]
本实用新型的导电母排组件焊接电极结构,包括上电极组件和下电极组件,下电极组件包括固定侧电极组和活动侧电极组,固定侧电极组和活动侧电极组均设置在底座的上面,固定侧电极组设置有固定侧电极座、固定下电极、动触头定位部件和底部导电座,活动侧电极组设置有侧压油缸安装座、活动侧电极导向组件、侧压油缸或气液增力缸、活动侧电极座和活动下电极,上电极组件包括上电极座、上电极和夹紧块。本实用新型的导电母排的动触头与软连接为一体成型的,导电母排的软连接与导电母排的导电母排座活动装配连接;首先,将导电母排的导电母排座摆放在底部导电座的上面,同时,导电母排的动触头摆放在动触头定位部件内,使其实现了软连接能与导电母排座活动装配连接;侧压油缸或气液增力缸启动时能推动活动侧电极座左右移动,移动的活动侧电极座能带动活动下电极随之而左右移动,使侧压油缸或气液增力缸能推动活动侧电极座向导电母排座的方向移动,固定下电极与活动下电极合在一起时能形成用于夹紧导电母排座的下电极焊接夹具,下电极焊接夹具的形状与导电母排座的两外侧壁形状相适配,当将导电连接铜带和固定侧电极座共同连接到焊接变压器的同一电极时,其通过固定下电极和活动下电极夹紧导电母排座能实现导电母排座的焊接电流传递;当将上电极连接到焊接变压器的另一电极时,上电极压在软连接表面能实现焊接电流传递,夹紧块通过卡持导电母排座来防止导电母排座焊接变形,以确保其具有良好的焊接效果;在焊接时,外喷水机构能持续喷淋冷却水,以保护焊接过程中软连接不会因为过热而氧化发黑;其利用下电极组件和上电极组件来对软连接和导电母排座间持续通以大电流和施加大压力,使得工件经过长时间的加热且达到一定的温度后,软连接和导电母排座的接触面之间的原子互相扩散来达到焊接的目的;其每次通电焊接时间在2000毫秒以内,冷却时间在500毫秒以内,之后再继续对其进行焊接,焊接电流不低于5万安培,焊接电流及脉冲次数可根据工件的大小而设定,直到其按设定的程序完成整个焊接流程,下电极焊接夹具的抱紧压力与焊接电流相适应;下电极焊接夹具的抱紧压力不低于10kn,上电极的焊接压力不低于30kn,上电极材料能采用电阻率高的钼、钨或钨钼合金材料等制成,待中频电阻焊机按程序通电完成焊接后,其便完成全自动对导电母排实现中频电阻焊,其整体的结构设计具有焊接稳定、焊接质量好、外观质量好、焊接效率高和环保等优点,且其能避免在焊接的过程中容易因电阻产生高温而引发断路器烧毁和容易导致整个供电网络失效,其不但能解决了三相整流电阻焊机对电网要求高和其的三个变压器经常因参数的不同而产生相间不平衡的问题,其还解决了采用碳石墨电极钎焊工艺来焊接经常出现焊接质量不稳定和接触电阻大的问题。
附图说明
[0012]
为了易于说明,本实用新型由下述的较佳实施例及附图作以详细描述。
[0013]
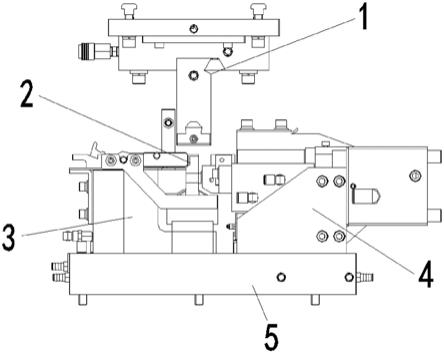
图1为本实用新型的导电母排组件焊接电极结构的主视结构图。
[0014]
图2为本实用新型的导电母排组件焊接电极结构的下电极组件的主视结构图。
[0015]
图3为本实用新型的导电母排组件焊接电极结构的上电极组件的立体图。
[0016]
图4为本实用新型的导电母排组件焊接电极结构的下电极组件的立体图。
[0017]
图5为本实用新型的导电母排组件焊接电极结构的导电母排的主视图。
具体实施方式
[0018]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施方式。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本实用新型的公开内容理解的更加透彻全面。
[0019]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。
[0020]
本实施例中,参照图1至图5所示,本实用新型的导电母排组件焊接电极结构,包含上电极组件1、及设置在上电极组件1下面的下电极组件2,下电极组件2包括对向设置的固定侧电极组3和活动侧电极组4,固定侧电极组3和活动侧电极组4均设置在底座5的上面。
[0021]
固定侧电极组3设置有固定侧电极座6,固定侧电极座6呈l型设置,固定侧电极座6的上端安装有固定下电极7,固定侧电极座6上端的表面安装有动触头定位部件8,固定侧电极座6右端的上面安装有底部导电座9。
[0022]
活动侧电极组4设置有侧压油缸安装座10,侧压油缸安装座10内设置有安装在底座5右端上面的活动侧电极导向组件11,侧压油缸安装座10的外侧安装有侧压油缸或气液增力缸12,活动侧电极导向组件11包括设置在其上面的活动侧电极座13,活动侧电极座13的左侧安装有活动下电极14,固定下电极7与活动下电极14合在一起形成用于夹紧导电母排座22的下电极焊接夹具,下电极焊接夹具的形状与导电母排座22的两外侧壁形状相适配。
[0023]
上电极组件1由上电极座15、上电极16和夹紧块17组成,夹紧块17安装在上电极座15的下面,上电极16安装在夹紧块17内。
[0024]
在其中一实施例中,该导电母排组件焊接电极结构还设置有外喷水机构18。
[0025]
在其中一实施例中,活动侧电极座13的后侧安装有导电连接铜带19,导电连接铜带19和固定侧电极座6共同连接到焊接变压器的同一电极。
[0026]
在其中一实施例中,导电母排包括动触头20、软连接21和导电母排座22,导电母排的动触头20与软连接21为一体成型设置,导电母排的软连接21与导电母排的导电母排座22活动装配连接。
[0027]
在其中一实施例中,该导电母排组件焊接电极结构的设计原理为:由于导电母排的动触头20与软连接21是一体成型的,导电母排的软连接21与导电母排的导电母排座22活动装配连接;当将导电母排的导电母排座22摆放在底部导电座9的上面及将导电母排的动触头20摆放在动触头定位部件8内时,其使软连接21实现能与导电母排座22活动装配连接;侧压油缸或气液增力缸12启动时能推动活动侧电极座13左右移动,左右移动的活动侧电极
座13能带动活动下电极14随之而左右移动,使侧压油缸或气液增力缸12能推动活动侧电极座13向导电母排座22的方向移动,固定下电极7与活动下电极14合在一起时能形成用于夹紧导电母排座22的下电极焊接夹具,下电极焊接夹具的形状与导电母排座22的两外侧壁形状相适配,当将导电连接铜带19和固定侧电极座6共同连接到焊接变压器的同一电极时,其通过固定下电极7和活动下电极14夹紧导电母排座22能实现导电母排座22焊接电流的传递;当将上电极16连接到焊接变压器的另一电极时,上电极16压在软连接21的表面能实现焊接电流的传递,夹紧块17通过卡持导电母排座22来防止导电母排座22焊接变形,以确保其具有良好的焊接效果;其在焊接时,外喷水机构18能持续对其喷淋冷却水,以保护焊接过程中软连接21不会因为过热而氧化发黑;其通过对软连接21和导电母排座22间持续通以大电流和施加大压力,使得工件经过长时间的加热且达到一定的温度后,软连接21和导电母排座22的接触面之间的原子互相扩散来达到焊接的目的;其每次通电焊接时间在2000毫秒以内,冷却时间在500毫秒以内,然后再继续对其进行焊接,焊接电流不低于5万安培,焊接电流及脉冲次数可根据工件的大小而设定,直到其按设定的程序完成整个焊接流程,下电极焊接夹具的抱紧压力与焊接电流相适应;下电极焊接夹具的抱紧压力不低于10kn,上电极16的焊接压力不低于30kn,上电极16的材料能采用电阻率高的钼、钨或钨钼合金材料等制成,待其按程序通电完成焊接后,其便实现能全自动对导电母排完成中频电阻焊。
[0028]
本实用新型的导电母排组件焊接电极结构,包括上电极组件和下电极组件,下电极组件包括固定侧电极组和活动侧电极组,固定侧电极组和活动侧电极组均设置在底座的上面,固定侧电极组设置有固定侧电极座、固定下电极、动触头定位部件和底部导电座,活动侧电极组设置有侧压油缸安装座、活动侧电极导向组件、侧压油缸或气液增力缸、活动侧电极座和活动下电极,上电极组件包括上电极座、上电极和夹紧块。本实用新型整体的结构设计具有焊接稳定、焊接质量好、外观质量好、焊接效率高和环保等优点,使其实现能有效地取代三相整流电阻焊机和碳石墨电极钎焊,且其能避免在焊接的过程中容易因电阻产生高温而引发断路器烧毁和容易导致整个供电网络失效,其不但能解决了三相整流电阻焊机对电网要求高和其的三个变压器经常因参数的不同而产生相间不平衡的问题,其还解决了采用碳石墨电极钎焊工艺来焊接经常出现焊接质量不稳定和接触电阻大的问题。
[0029]
上述实施例,只是本实用新型的一个实例,并不是用来限制本实用新型的实施与权利范围,凡与本实用新型权利要求所述内容相同或等同的技术方案,均应包括在本实用新型保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1