一种加工中心定位工装的制作方法
[0001]
本实用新型涉及孔加工技术领域,具体为一种加工中心定位工装。
背景技术:
[0002]
在机械加工生产中,机加夹具被广泛使用,在加工中心打孔中使用的虎钳夹具或者底板类夹具品种很多,但是都存在一定的缺陷性或兼容性不好的问题。针对同类型结构的法兰结构机械零件上有镀铬孔要加工的问题目前没有很好的解决方案来解决兼容和快速切换的问题。
技术实现要素:
[0003]
本实用新型的目的是克服上述现有技术的缺点,提供一种装夹方便、可快速切换提高工作效率、提高兼容性的加工中心定位工装。
[0004]
本实用新型是通过以下技术方案来实现的:一种加工中心定位工装,包括至少一组定位组件,每组所述定位组件包括两个定位销、固定螺杆、压板、压块、定位板,两个所述定位销可拆卸地设置在底板上,所述固定螺杆竖直设置在所述底板上,且固定螺杆位于两个所述定位销之间,所述压板套装在所述固定螺杆上,所述固定螺杆上设置有用于锁紧所述压板的压紧螺母,所述压板两端的内壁分别设置有所述压块,所述底板设置在安装板上,所述底板两侧设置有滑动结构,所述滑动结构上设置有所述定位板,所述定位板和两个所述定位销位于同一直线上。
[0005]
进一步地:所述固定螺杆通过固定螺母设置在所述底板上。
[0006]
进一步地:所述定位销通过固定螺栓设置在所述底板上。
[0007]
进一步地:所述滑动结构包括底座、滑动杆,所述底座内设置有滑动通孔,所述滑动杆设置在所述滑动通孔内,且所述滑动杆的内端伸出所述滑动通孔外并与所述定位板连接。
[0008]
进一步地:所述底座上设置有与所述滑动通孔连通的定位螺孔。
[0009]
进一步地:所述定位组件设置有三组,三组所述定位组件平行间隔分布。
[0010]
本实用新型的有益效果
[0011]
通过在位于两个定位销之间的固定螺栓上套装压板,在压板两端的内壁分别设置压块,一个定位销定准一个待加工件,通过锁紧压板两端的压块压紧定准在定位销上的待加工件,每个待加工件的定位端面利用定位板定位,实现了一组定位组件可同时装夹两个待加工件,且装夹方便,可快速切换加工,可提高工作效率;由于定位销通过固定螺栓设置在底板上,定位板连接在滑动杆上,滑动杆插装在底座的滑动通孔内,当装夹同类型不同尺寸的待加工件时,通过拆卸固定螺栓更换定位销,可实现对同类型不同尺寸的待加工件进行装夹加工,提高本定位工装的兼容性。
附图说明
[0012]
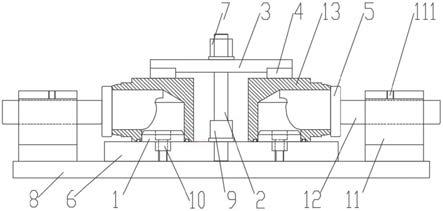
图1为本实用新型剖视图;
[0013]
图2为本实用新型的俯视图;
[0014]
图3为本实用新型的侧视图。
[0015]
附图标记说明:1-定位销,2-固定螺杆,3-压板,4-压块,5-定位板,6-底板,7-压紧螺母,8-安装板,9-固定螺母,10-固定螺栓,11-底座,111-定位螺孔,12-滑动杆,13-待加工件。
具体实施方式
[0016]
图1-3为本实用新型提供的一种加工中心定位工装实施例结构示意图,包括至少一组定位组件,每组定位组件包括两个定位销1、固定螺杆2、压板3、压块4、定位板5,两个定位销1可拆卸地设置在底板6上,固定螺杆2竖直设置在底板6上,且固定螺杆2位于两个定位销1之间,压板3套装在固定螺杆2上,固定螺杆2上设置有用于锁紧压板3的压紧螺母7,压板3两端的内壁分别设置有压块4,底板6设置在安装板8上,底板6两侧设置有滑动结构,滑动结构上设置有定位板5,定位板5和两个定位销1位于同一直线上。
[0017]
固定螺杆2通过固定螺母9设置在底板6上。
[0018]
定位销1通过固定螺栓10设置在底板6上。
[0019]
滑动结构包括底座11、滑动杆12,底座11内设置有滑动通孔,滑动杆12设置在滑动通孔内,且滑动杆12的内端伸出滑动通孔外并与定位板5连接。
[0020]
底座11上设置有与滑动通孔连通的定位螺孔111。
[0021]
定位组件设置有三组,三组定位组件平行间隔分布。
[0022]
工作时,通过定位销1和待加工件13上的孔相配合将待加工件13的中心定准,拧紧压紧螺母7锁紧压板3并使压板3上的压块4压紧待加工件13,然后推动滑动杆12带动定位板5往靠近待加工件13的方向移动使定位板5压紧在待加工件13的定位端面,在定位螺孔111内安装定位螺杆将滑动杆12锁紧即可实现对待加工件13的定位固定。
[0023]
通过利用定位销1将待加工件13的中心定准,利用压板3和压块4压紧待加工件13,并利用定位板5压紧待加工件13的定位端面,实现了待加工件13的稳固装夹,便于对待加工件13进行加工,可提高加工的精度,且装夹方便,可快速切换加工,提高工作效率,且通过在位于两个定位销1之间的固定螺栓2上套装压板3,在压板3两端的内壁分别设置压块4,一个定位销1定准一个待加工件13的中心,通过锁紧压板3两端的压块4压紧定准在定位销1上的待加工件13,每个待加工件13的定位端面利用定位板5定位,实现了一组定位组件可同时装夹两个待加工件13,且本定位工装上设置有三组定位组件,使本定位工装可同时装夹六个同类型结构的待加工件13,可提高工作效率;由于定位销1通过固定螺栓10设置在底板6上,定位板5连接在滑动杆12上,滑动杆12插装在底座11的滑动通孔111内,当装夹同类型不同尺寸的待加工件13时,通过拆卸固定螺栓10更换定位销1,可实现对同类型不同尺寸的待加工件13进行装夹加工,提高本定位工装的兼容性。
[0024]
上列详细说明是针对本实用新型可行实施例的具体说明,该实施例并非用以限制本实用新型的专利范围,凡未脱离本实用新型所为的等效实施或变更,均应包含于本案的专利范围中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1