一种用于浮筒自动焊接的夹具的制作方法
[0001]
本实用新型涉及一种焊接夹具夹具,尤其涉及一种用于浮筒自动焊接的夹具,属于机械加工设备技术领域。
背景技术:
[0002]
浮筒主要用于水上音乐喷泉或水上乐园起支撑作用,浮筒的直径在一米左右,由钢板卷制焊接而成,对于传统人工焊接而言,其体型大,且焊缝长,焊接的位置不固定,而浮筒又不易于翻转焊接,这样就给现场的焊接工作带来了不便,焊接组装效率低下,现目前又没有这样的专用夹具夹具,这是现场需要解决的技术问题。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:提供一种用于浮筒自动焊接的夹具,通过在浮筒的底部设置二至三个滚轮支撑装置,在浮筒的侧边设置回转支承装置,这样就可以通过回转支承装置上的驱动电机进行旋转,浮筒即可以在滚轮支撑装置上慢慢匀速的旋转,这时再对浮筒进行焊接操作,大大提高了焊接的效率和质量,此自动焊接夹具可以实现一次装夹,同时完成两端焊缝的焊接,也可以焊接结构类似的管法兰,有效的解决了上述存在的质量差效率低的问题。
[0004]
本实用新型的技术方案为:一种用于浮筒自动焊接的夹具,它包括滚轮支撑装置和回转支承装置,所述滚轮支撑装置并排布置二至三个,待焊接的浮筒放置于滚轮支撑装置上,回转支承装置布置在滚轮支撑装置的侧边并活动卡接接到浮筒的端部。
[0005]
所述滚轮支撑装置包含有底支架、顶支架和螺杆升降机,螺杆升降机设置在底支架上,顶支架连接到螺杆升降机的顶端上,在底支架的侧边固定连接有导向套,导向套内设有可上下移动的导向柱,导向柱顶端固定连接到顶支架的底端面上,在顶支架上设有竖直对称的两块支撑板,支撑板之间设有苦干根滚轮轴,所述滚轮轴上设有滚轮,浮筒放置于滚轮上。
[0006]
所述回转支承装置包含有底板、竖直板、电机支架和卡盘,竖直板和电机支架固定连接在底板上,竖直板侧边通过回转轴承与卡盘连接,卡盘上设有气缸,气缸上连接有卡爪,浮筒通过卡爪固定,电机支架上设有电机,所述电机通过减速机连接有小齿轮,小齿轮与回转轴承齿配合连接。
[0007]
所述回转轴承包括内外相嵌套的内圈和外圈,内圈外侧上设有滚槽,内圈侧壁上设有螺孔一并通过螺栓连接到竖直板上,滚槽内通过滚子或滚珠与外圈连接,外圈外侧设有齿并与小齿轮配合连接,外圈侧壁上设有螺孔二并通过螺栓连接到卡盘上。
[0008]
所述竖直板上设有与螺孔一相配合连接的螺孔三,竖直板上还连接有用于固定气管的固定板。
[0009]
所述卡盘上设有与螺孔二相配合连接的螺孔四,在卡盘外侧设有三条沿圆周均匀分布的t型滑槽一,卡爪可滑动位于t型滑槽一内,卡盘上连接有气缸座,气缸连接到气缸座
上。
[0010]
所述卡爪的侧边设有对称布置的两条滑槽二并与t型滑槽一本配合滑动连接,在卡爪的表面上设有二至三层凸台,浮筒通过圆周布置的凸台卡套在中间位置上。
[0011]
所述固定板的中间连接有轴承,轴承内圈上连接有孔板,所述孔板上设有气管穿过的气管孔。
[0012]
所述竖直板的侧边还固定连接有固定架,固定架为倒l形结构,固定架一端固定连接到竖直板侧壁上,另一端固定接到底板上。
[0013]
本实用新型的有益效果是:与现有技术相比,采用本实用新型的技术方案,通过在浮筒的底部设置二至三个滚轮支撑装置,在浮筒的侧边设置回转支承装置,这样就可以通过回转支承装置上的驱动电机进行旋转,浮筒即可以在滚轮支撑装置上慢慢匀速的旋转,这时再对浮筒进行焊接操作,大大提高了焊接的效率和质量,此自动焊接夹具可以实现一次装夹,同时完成两端焊缝的焊接,也可以焊接结构类似的管法兰,这样操作方便,定位精确度大大提高,生产效率和产品质量都得到了大幅提高,以前定位点焊一件产品需要二十分钟左右,产品合格率也只有75%左右,现在使用本夹具夹具,定位点焊一件产品,只需要5分仲左右,产品合格率为100%,取得了很好的使用效果。
附图说明
[0014]
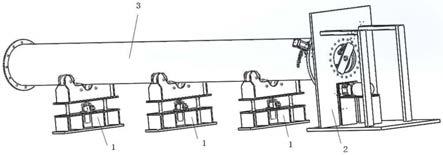
图1为本实用新型结构示意图一;
[0015]
图2为本实用新型结构示意图二;
[0016]
图3为本实用新型的滚轮支撑装置结构示意图一;
[0017]
图4为本实用新型的滚轮支撑装置结构示意图二;
[0018]
图5为本实用新型的回转支承装置结构示意图一;
[0019]
图6为本实用新型的回转支承装置结构示意图二;
[0020]
图7为本实用新型的回转支承装置结构示意图三;
[0021]
图8为本实用新型的回转支承装置结构示意图四;
[0022]
图9为本实用新型的回转轴承结构示意图;
[0023]
图10为本实用新型的回转轴承内圈结构示意图;
[0024]
图11为本实用新型的卡盘卡爪连接结构示意图;
[0025]
图12为本实用新型的卡盘结构示意图;
[0026]
图13为本实用新型的卡爪结构示意图;
[0027]
图14为本实用新型的固定板结构示意图。
具体实施方式
[0028]
为使本实用新型的目的、技术方案和优点更加清楚,下面将参照本说明书附图对本实用新型作进一步的详细描述。
[0029]
实施例1:如附图1-14所示,一种用于浮筒自动焊接的夹具,它包括滚轮支撑装置1和回转支承装置2,所述滚轮支撑装置1并排布置二至三个,待焊接的浮筒3放置于滚轮支撑装置1上,回转支承装置2布置在滚轮支撑装置1的侧边并活动卡接接到浮筒3的端部。通过在浮筒的底部设置二至三个滚轮支撑装置1,在浮筒的侧边设置回转支承装置2,这样就可
以通过回转支承装置2上的驱动电机进行旋转,浮筒3即可以在滚轮支撑装置1上慢慢匀速的旋转,这时再对浮筒3进行焊接操作,大大提高了焊接的效率和质量。
[0030]
进一步的,滚轮支撑装置1包含有底支架11、顶支架16和螺杆升降机14,螺杆升降机14设置在底支架11上,顶支架16连接到螺杆升降机14的顶端上,在底支架11的侧边固定连接有导向套12,导向套12内设有可上下移动的导向柱13,导向柱13顶端固定连接到顶支架16的底端面上,在顶支架16上设有竖直对称的两块支撑板15,支撑板15之间设有苦干根滚轮轴17,所述滚轮轴17上设有滚轮18,浮筒3放置于滚轮18上。通过手柄摇动螺杆升降机14,即可以调节滚轮支撑装置1的支撑高度,导向套12和导向柱13组合组成导向功能装置,保证了滚轮支撑装置1的垂直度位置公差,滚轮18为橡胶材料或者塑料材料。
[0031]
进一步的,回转支承装置2包含有底板21、竖直板23、电机支架24和卡盘28,竖直板23和电机支架24固定连接在底板21上,竖直板23侧边通过回转轴承与卡盘28连接,卡盘28上设有气缸29,气缸29上连接有卡爪30,浮筒3通过卡爪30固定,电机支架24上设有电机25,所述电机25通过减速机连接有小齿轮34,小齿轮34与回转轴承齿配合连接。浮筒3上的连接法兰通过三个卡爪30进行定位固定,由气缸29进行驱动卡紧,卡盘28通过回转轴承连接竖直板23上,回转轴承通过电机25驱动旋转,达到浮筒3自动翻转的目的。
[0032]
进一步的,回转轴承包括内外相嵌套的内圈353和外圈351,内圈353外侧上设有滚槽355,内圈353侧壁上设有螺孔一354并通过螺栓连接到竖直板23上,滚槽355内通过滚子或滚珠与外圈351连接,外圈351外侧设有齿356并与小齿轮34配合连接,外圈351侧壁上设有螺孔二352并通过螺栓连接到卡盘28上。
[0033]
进一步的,竖直板23上设有与螺孔一354相配合连接的螺孔三26,竖直板23上还连接有用于固定气管的固定板27。控制气缸29驱动的气管从固定板27上穿过,当浮筒3旋转时,气管不会打结影响操作。
[0034]
进一步的,卡盘28上设有与螺孔二352相配合连接的螺孔四33,在卡盘28外侧设有三条沿圆周均匀分布的t型滑槽一281,卡爪30可滑动位于t型滑槽一281内,卡盘28上连接有气缸座32,气缸29连接到气缸座32上。
[0035]
进一步的,卡爪30的侧边设有对称布置的两条滑槽二301并与t型滑槽一281本配合滑动连接,在卡爪30的表面上设有二至三层凸台302,浮筒3通过圆周布置的凸台302卡套在中间位置上。
[0036]
进一步的,固定板27的中间连接有轴承271,轴承271内圈上连接有孔板272,所述孔板272上设有气管穿过的气管孔273。
[0037]
进一步的,竖直板23的侧边还固定连接有固定架22,固定架22为倒l形结构,固定架22一端固定连接到竖直板23侧壁上,另一端固定接到底板21上。通过固定架22进行焊接固定,大大增加本装置的稳定性。
[0038]
本实用新型的工作原理是:浮筒3由本自动焊接夹具上的三爪式卡盘28上的卡爪30夹持;卡爪30由气缸29带动进行夹紧和松开;气缸29固定在卡盘28上,随卡盘28一起转动;卡盘28与回转轴承通过螺栓固定连接;回转轴承通过螺栓固定在回转支承装置2的竖直板23上;回转轴承与小齿轮34啮合连接,小齿轮34与伺服电机25相配套的减速机连接;减速机由伺服电机25驱动;浮筒3由滚轮支撑装置1支承;滚轮支撑装置1上带有螺杆升降机14,可根据不同的管径调节螺杆升降机14的支撑高度;滚轮支撑装置1上设有导向套12和导向
柱13相配合的导向功能。焊枪用焊枪支架固定,伺服电机25与二保焊焊机连接于接触器,接触器由时间继电器控制,计算好焊缝长度和焊接速度后,设定时间继电器计时,伺服电机25和二保焊焊机通电同时启动,断电同时停止,达到浮筒3自动焊接的目的。
[0039]
通过在浮筒的底部设置二至三个滚轮支撑装置,在浮筒的侧边设置回转支承装置,这样就可以通过回转支承装置上的驱动电机进行旋转,浮筒即可以在滚轮支撑装置上慢慢匀速的旋转,这时再对浮筒进行焊接操作,大大提高了焊接的效率和质量,此自动焊接夹具可以实现一次装夹,同时完成两端焊缝的焊接,也可以焊接结构类似的管法兰,这样操作方便,定位精确度大大提高,生产效率和产品质量都得到了大幅提高,以前定位点焊一件产品需要二十分钟左右,产品合格率也只有75%左右,现在使用本夹具夹具,定位点焊一件产品,只需要5分仲左右,产品合格率为100%,取得了很好的使用效果。
[0040]
本夹具夹具的特点有:a、一个人操作可以同时完成两道焊缝的焊接,且对操作人员无焊接技术要求;b、工件匀速转动,焊缝美观,质量可靠;c、两端同时焊接,效率提高一倍;d、操作人员无需靠近焊接区域,减少烟尘和焊接弧光对人体的伤害。
[0041]
本实用新型未详述之处,均为本技术领域技术人员的公知技术。最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1