一种动力电池模组安装梁焊接定位装置的制作方法
[0001]
本实用新型涉及动力电池技术领域,具体涉及一种动力电池模组安装梁焊接定位装置。
背景技术:
[0002]
随着纯电动汽车技术不断进步升级,人们对电动汽车的认可度也逐步提升。纯电动汽车的动力源来自电池装置,为保证足够的续驶里程,纯电动汽车需要多个电池模组通过串联方式连接起来,一般电池模组通过导电排连接形成整个动力系统;电池模组固定在模组安装梁上,模组安装梁水平安装在电池箱内侧底部,模组安装梁焊接质量的好坏直接影响着电池模组安装的稳定性和安全性;现有电池模组安装梁的焊接定位是人工根据经验定位焊接。往往会造成焊接位置不准确,导致电池模组无法固定在模组安装梁上,甚至会影响整个电池箱体结构,造成电池安装困难,有的时候可能使整个电池箱报废;由于定位困难造成焊接效率很低;因此需要一种装置来解决现有电池模组安装梁焊接位置不准确造成电池箱质量差影响电池安装和焊接效率低的问题。
技术实现要素:
[0003]
本实用新型提出了一种动力电池模组安装梁焊接定位装置,用于解决现有电池模组安装梁焊接位置不准确造成电池箱质量差影响电池安装和焊接效率低的问题。
[0004]
一种动力电池模组安装梁焊接定位装置,包括压板、定位销和把手;定位销垂直向下均匀设置在压板的下面,把手对称设置在压板的上面;所述压板为横向水平设置槽口向上的矩形板结构,压板的下面中间横向均匀设置有定位销安装孔,压板的四角设置有倒角;所述定位销为阶梯轴结构,定位销的上部为安装轴,下部为定位轴,安装轴外圆直径小于定位轴的外圆直径,安装轴的高度小于定位轴的高度,安装轴和定位销的端头均设置有倒斜角,安装轴与压板的定位销安装孔过盈配合安装,安装轴的高度与压板厚度一致。
[0005]
进一步方案,所述的压板的两端与电池箱内左右两侧内壁保持间隙。
[0006]
进一步方案,所述的定位销中心距与相邻模组安装梁定位孔所设定的间距一致,定位销下部的定位轴与模组安装梁定位孔间隙配合。
[0007]
进一步方案,所述的定位销表面做镀铬硬化处理,保证了定位销外圆的硬度,增强了其耐磨性。
[0008]
更进一步方案,所述的把手为“u”形手柄,把手的两端与压板上面焊接连接,把手便于手持使用。
[0009]
通过本实用新型的使用,达到了很好的效果:动力电池模组安装梁焊接定位装置通过压板的下部的设置的定位销与模组安装梁上定位孔的配合,有效的保证了模组安装梁在电池箱上焊接时定位精准,并且极大地提高了模组安装梁焊接效率,从而保证了模组安装的可靠性。
附图说明
[0010]
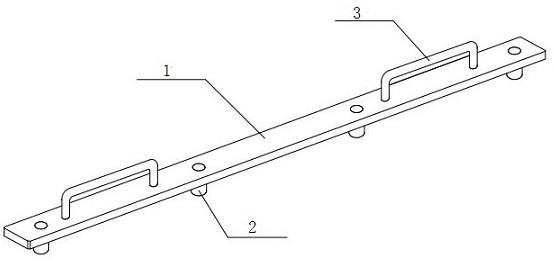
图1为本实用新型的结构示意图。
[0011]
图2位定位销的结构示意图。
[0012]
图3为本实用新型应用示意图。
[0013]
图中: 1、压板,2、定位销,3、把手,4、安装轴,5、定位轴;6、焊接定位装置,7、电池模组,8、模组安装梁,9、电池箱,
具体实施方式
[0014]
结合附图对本实用新型加以说明。
[0015]
如图1、图2、图3所示的一种动力电池模组安装梁焊接装置,包括压板1、定位销2和把手3;所述压板1为横向水平设置槽口向上的矩形板结构,压板1的下面中间横向均匀设置有定位销安装孔,压板1的四角设置有圆形倒角;压板1的两端与电池箱4内左右两侧内壁保持间隙;所述定位销2为阶梯轴结构,定位销2的上部为安装轴4,下部为定位轴5,安装轴4外圆直径小于定位轴5的外圆直径,安装轴4的高度小于定位轴5的高度,安装轴4和定位轴5的端头均设置有倒斜角,安装轴5与压板1的定位销安装孔过盈配合安装,安装5的高度与压板厚度一致;定位销2中心距与相邻模组安装梁3定位孔所设定的间距一致,定位销2下部的定位轴5与模组安装梁3定位孔间隙配合;定位销2表面做镀铬处理,保证了定位销硬度,增强了其耐磨性;所述的把手3对称设置在压板1的上面,把手3为“u”形手柄,把手3的两端与压板1上面焊接连接,把手3便于手持使用。
[0016]
动力电池模组安装梁焊接定位装置使用时,首先将模组安装梁8纵向均匀放置在电池箱9内侧的底部的托板上,之后将焊接定位装置6手持压板1上部的把手3,将其从电池箱9上部放入到模组安装梁8上部,并将压板1下部的定位销2的定位轴5分别插入到同向的模组安装梁8上定位孔内;后将另一个焊接定位装置6重复上面步骤,将定位销2插入到模组安装梁8另一端的定位孔内,完成焊接定位;之后就可以将模组安装梁8于电池箱9进行焊接,从而完成对模组安装梁8在电池箱9内的焊接定位过程。
[0017]
本实用新型未详述部分为现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1