一种电控阀动静铁芯伺服压装装置的制作方法
[0001]
本实用新型涉及的是一种电控阀动静铁芯伺服压装装置,属于自动化装配设备技术领域。
背景技术:
[0002]
随着装配、制造业的快速发展和生活水平的不断提升,人们对自动化加工装配的产品质量也随之不断提出更高的要求。伺服压机是一种应用伺服电机驱动主传动油泵,减少控制阀回路,对液压机滑块进行控制的一种节能高效液压机,与普通液压机相比,伺服压机的系统总体控制中不含比例伺服阀或比例泵环节,服驱动液压机具有节能、噪声低、温升小、柔性好、效率高、维修方便等优点,可以取代现有的大多数普通液压机应用于冲压、模锻、压装、校直等工艺,具有广泛的市场前景。与传统液压机比较节能效果显著,根据加工工艺和生产节拍不同,伺服驱动液压机比较传统液压机可节电 30%~70%。然而,实际使用时,一般的伺服压机并不能有效消除工件在压装过程中的变形量对压装效果产生的负面影响,长期使用会导致产品的不良率上升,无形中增加企业的生产成本。
技术实现要素:
[0003]
本实用新型的目的在于克服现有伺服压机结构存在的上述缺陷,提出一种电控阀动静铁芯伺服压装装置,通过在产品工装底部增加位移检测装置对产品压装过程中产生的形变量进行反馈,对比伺服压机的实际位移量进行位移补偿,消除工件在压装过程中的变形量对压装效果产生的负面影响,确保每次工件的实际形变量都在允许的范围之内,增加压装的合格率,降低生产成本。
[0004]
本实用新型的技术解决方案:一种电控阀动静铁芯伺服压装装置,其结构包括安装支架、伺服压机、工装滑台、产品工装、位移检测装置、产品检测装置;其中安装支架分为上下两层,伺服压机设于安装支架的上层顶部,工装滑台固定在安装支架的下层,产品工装固定在工装滑台的上表面,位移检测装置固定在工装滑台的下表面前侧,产品检测装置设于安装支架的下层侧面。
[0005]
进一步的,所述的安装支架包括下方固定板,支撑立柱,上方压机安装板;其中下方固定板和上方压机安装板呈矩形,4根互相平行的安装立柱的垂直固定于下方固定板的上表面后侧,每根安装立柱的顶部分别与上方压装安装板下表面的四个角相连接。
[0006]
进一步的,所述的伺服压机包括伺服压机主体,压机导向柱限位环,压机导向柱,直线轴承,导向柱安装座,导向柱安装板,压机头限位柱,压头,压头固定块快换旋钮;其中伺服压机主体的左右两侧分别对称设有1根压机导向柱,每根压机导向柱的上部设有1个压机导向柱限位环,压机导向柱的底部设有直线轴承,并与上方压机安装板表面的圆孔相配合连接;直线轴承的底部设有导向柱安装座,2个导向柱安装座同时安装于导向柱安装板的上表面;伺服压机主体底部的压头穿过导向柱安装板,其表面通过快换旋钮将压头固定块安装于压头的侧面;压头的两侧分别设有1个压机头限位柱。
[0007]
进一步的,所述的工装滑台包括底板,无杆气缸,连接块,限位,滑台,导轨;其中底板安装于下方固定板的中部,无杆气缸安装于底板上表面的一侧,导轨并列安装于底板上表面的另一侧,导轨的两端分别设有1个限位;滑台安装于导轨的上表面,并通过连接块与无杆气缸相连接。
[0008]
进一步的,所述的产品工装包括工装底板,产品放置块,导轨安装块,产品导轨,弹簧,夹爪安装板,导套,夹爪限位柱,夹爪,滚轮,撑头,底座,连接板;其中产品放置块与导轨安装块分别固定在工装底板的上表面,导套安装在产品放置块上,产品导轨安装在导轨安装块上;2块对称设置的夹爪安装板并列安装在产品导轨的上侧,弹簧安装在夹爪安装板(的底部侧面并联通2块夹爪安装板,1对夹爪和1对滚轮分别对称安装在2块夹爪安装板的上表面,夹爪限位柱安装在工装底板上,并位于夹爪的外侧;撑头的尖端设于1对滚轮之间,撑头的后侧通过连接板与底座相连接,底座固定于安装支架的下方固定板的一侧。
[0009]
进一步的,所述的位移检测装置包括位移检测装置,直接安装在工装滑台下方;所述的产品检测装置包括安装支架和传感器,其中安装支架固定在下方固定板上,传感器固定在安装支架上。
[0010]
与现有技术相比,本实用新型的优点在于:
[0011]
1)装置结构简单合理,有效降低投入成本;
[0012]
2)夹爪自动加紧,提高夹持的稳定性;
[0013]
3)通过滑台改变人工上料位置,提高设备安全性;
[0014]
4)通过安装在工装滑台下方的位移传感器,及时反馈产品的实际压装状态。
附图说明
[0015]
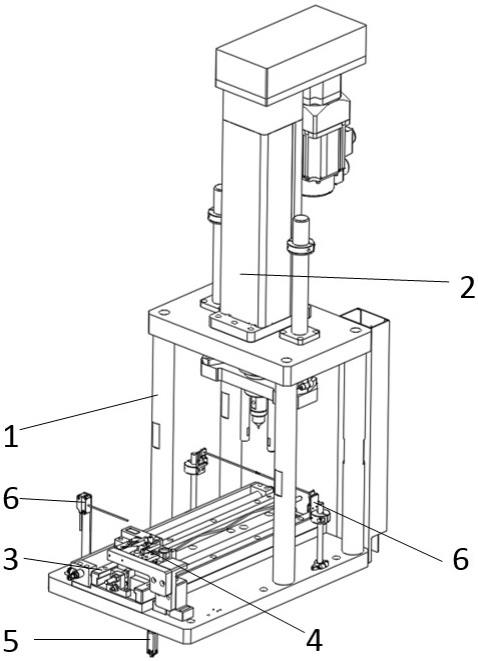
附图1是本实用新型电控阀动静铁芯伺服压装装置的整体结构示意图。
[0016]
附图2是安装支架装置的结构示意图。
[0017]
附图3是伺服压机装置的结构示意图。
[0018]
附图4是工装滑台装置的结构示意图。
[0019]
附图5是产品工装装置的结构示意图。
[0020]
图中1是安装支架,2岁伺服压机,3是工装滑台,4是产品工装,5是位移检测装置,6是产品检测装置,101是下方固定板,102是支撑立柱,103是上方压机安装板,201是伺服压机主体,202是压机导向柱限位环,203是压机导向柱,204是直线轴承,205是导向柱安装座,206是导向柱安装板,207是压机头限位柱,208是压头,209是压头固定块,210是快换旋钮,301是底板,302是无杆气缸,303是连接块,304是限位,305是滑台,306是导轨,401是工装底板,402是产品放置块,403是导轨安装块,404是产品导轨,405是弹簧,406是夹爪安装板,407是导套,408是夹爪限位柱,409是夹爪,410是滚轮,411是撑头,412是底座,413是连接板。
具体实施方式
[0021]
下面结合附图进一步说明本实用新型的技术方案。所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为
对本实用新型的限制。
[0022]
在本实用新型的描述中,需要理解的是,术语“中心”“纵向”“横向”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0023]
在本实用新型中,除非另有明确的规定和限定,术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0024]
如图1所示的一种电控阀动静铁芯伺服压装装置,其结构包括安装支架1、伺服压机2、工装滑台3、产品工装4、位移检测装置5、产品检测装置6;其中安装支架1分为上下两层,伺服压机2设于安装支架1的上层顶部,工装滑台3固定在安装支架1的下层,产品工装4固定在工装滑台3的上表面,位移检测装置5固定在工装滑台3的下表面前侧,产品检测装置6设于安装支架1的下层侧面。
[0025]
如图2所示,所述的安装支架1包括下方固定板101,支撑立柱102,上方压机安装板103;其中下方固定板101和上方压机安装板103呈矩形,4根互相平行的安装立柱102的垂直固定于下方固定板101的上表面后侧,每根安装立柱102的顶部分别与上方压装安装板103下表面的四个角相连接;上方压机安装板103用于安装伺服压机2,下方固定板101用于安装工装滑台3等其他设备和组件。
[0026]
如图3所示,所述的伺服压机2包括伺服压机主体201,压机导向柱限位环202,压机导向柱203,直线轴承204,导向柱安装座205,导向柱安装板206,压机头限位柱207,压头208,压头固定块209快换旋钮210;其中伺服压机主体201的左右两侧分别对称设有1根压机导向柱203,每根压机导向柱203的上部设有1个压机导向柱限位环202,压机导向柱203的底部设有直线轴承204,并与上方压机安装板103表面的圆孔相配合连接;直线轴承204的底部设有导向柱安装座205,2个导向柱安装座205同时安装于导向柱安装板206的上表面;伺服压机主体201底部的压头208穿过导向柱安装板206,其表面通过快换旋钮210将压头固定块209安装于压头208的侧面;压头208的两侧分别设有1个压机头限位柱207。
[0027]
如图4所示,所述的工装滑台3包括底板301,无杆气缸302,连接块303,限位304,滑台305,导轨306;其中底板301安装于下方固定板101的中部,无杆气缸302安装于底板301上表面的一侧,导轨306并列安装于底板301上表面的另一侧,导轨306的两端分别设有1个限位304;滑台305安装于导轨306的上表面,并通过连接块303与无杆气缸302相连接。
[0028]
如图5所示,所述的产品工装4包括工装底板401,产品放置块402,导轨安装块403,产品导轨404,弹簧405,夹爪安装板406,导套407,夹爪限位柱408,夹爪409,滚轮410,撑头411,底座412,连接板413;其中产品放置块402与导轨安装块403分别固定在工装底板401的上表面,导套407安装在产品放置块402上,产品导轨404安装在导轨安装块403上;2块对称设置的夹爪安装板406并列安装在产品导轨404的上侧,弹簧405安装在夹爪安装板406的底部侧面并联通2块夹爪安装板406,1对夹爪409和1对滚轮410分别对称安装在2块夹爪安装
板406的上表面,夹爪限位柱408安装在工装底板401上,并位于夹爪409的外侧;撑头411的尖端设于1对滚轮410之间,撑头411的后侧通过连接板413与底座412相连接,底座412固定于安装支架1的下方固定板101的一侧。
[0029]
所述的位移检测装置5包括位移检测装置,直接安装在工装滑台下方。该检测装置采用基恩士的高精度接触式数字传感器,具体为gt2系列,具体检测压装过程中产品的位移量,实时反馈给控制系统,再有控制系统去控制伺服电机的位移量,从而实现整个系统的闭环控制。
[0030]
所述的产品检测装置6包括安装支架和传感器,其中安装支架固定在下方固定板101上,传感器固定在安装支架上,其中光电传感器作用为检测人工是否将产品放置到位,对射传感器检测工装移动到压装位时产品是否在夹持工装内,从而对产品进行双重检测,提高压机整体的安全性,可靠性。
[0031]
该装置的工作方法具体包括如下步骤:
[0032]
1)将产品工装移动到放料位置,固定在安装支架上的撑头将夹爪撑开,工人将电控阀动静铁芯放入产品工装,然后工装滑台带动产品工装脱离撑头,夹爪自动夹紧,继续移动到工作位置;
[0033]
2)工人上料位置由压机正下方移动到压机外侧,安装在支架上的传感器会对工装上的产品进行检测,只有在检测到产品的时候,工人双手按住压机启动按钮,伺服压机才开始工作,提高设备整体的安全性;
[0034]
3)伺服压机开始工作的同时,安装在工装滑台底部的位移检测装置开始工作,实时监测产品的的实际形变量并反馈到主机,再由主机对产品的产品的形变量和伺服压机的实际行程进行对比,对伺服压机的位移量进行补偿再反馈给伺服压机,使压装的整个过程实现实时反馈,消除压装过程中工件的形变量对压装结果造成的不利影响。
[0035]
以上所述仅为本实用新型的实施例,并非以此限制本实用新型的保护范围,凡是利用本说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1