一种拔丝机的拉拔模的制作方法
1.本实用新型涉及拉拔模领域,尤其涉及一种拔丝机的拉拔模。
背景技术:
2.在焊材的生产过程中拔丝是重要的生产工序,是将较粗的线材拉拔成指定直径的线材,它直接影响到产品的产量。而较粗线材在经过拔丝模时,由于挤压发热,刚经过拔丝模的线材会由于发热抗拉强度变弱,所以会由于拉力作用变细,使最终的线材直径小于在拔丝模时设置的指定直径,影响焊材质量。所以,现急需一种拔丝机的拉拔模,对刚经过拔丝模的线材进行快速降温,降低线材发热对线材直径的影响,提高焊材质量。
技术实现要素:
3.本实用新型的目的是提供一种拔丝机的拉拔模,解决现有拉拔模不能对刚通过拔丝模的线材进行快速降温的问题。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型一种拔丝机的拉拔模,包括模盒和设置在所述模盒进线侧的导线装置;所述模盒中间设置有分割壁将模盒内部分为第一腔体和第二腔体;所述模盒的左侧壁上设置有过线模,所述分割壁上设置有拔丝模,模盒的右侧壁上设置有冷却模;所述第一腔体的底部设置有气嘴,所述气嘴的上端穿过第一腔体的底部并连接有降温组件;所述降温组件包括直管和环管,所述直管的上端与环管相连通,下端与气嘴相连通;所述环管的内环壁上开设有多个放气孔。
6.进一步的,所述放气孔的数量为八个,均匀间隔地设置在所述环管的内环壁上。
7.再进一步的,所述导线装置包括两个横向导向辊和两个纵向导向辊,两个所述横向导向辊与两个所述纵向导向辊排成“井”字形。
8.再进一步的,所述导线装置还包括通过支架安装的导向轮,所述导向轮位于所述横向导向辊左侧,且导向轮的转动轴与横向导向辊的转动轴垂直。
9.与现有技术相比,本实用新型的有益技术效果如下:
10.本实用新型通过导线装置使线材正向通过模盒,模盒上依次设置过线模、拔丝模和冷却模实现拉拔,在第二腔体内设置降温组件,线材从环管中心轴穿过,环管上的放气孔向线材的各个方向吹气体,对刚经过拔丝模的线材进行降温,提高线材的抗拉强度,减小线材在拉伸时变细的程度。
附图说明
11.下面结合附图说明对本实用新型作进一步说明。
12.图1为本实用新型拔丝机的拉拔模的结构示意图;
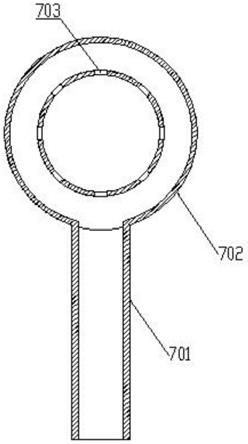
13.图2为本实用新型的降温组件的结构示意图;
14.附图标记说明:1、模盒;101、分割壁;102、第一腔体;103、第二腔体;2、导线装置;
201、横向导向辊;202、纵向导向辊;203、支架;204、导向轮;3、过线模;4、拔丝模;5、冷却模;6、气嘴;7、降温组件;701、直管;702、环管;703、放气孔。
具体实施方式
15.如图1、2所示,一种拔丝机的拉拔模的具体实施例,包括模盒1和安装在所述模盒1进线侧的导线装置2。所述导线装置2包括安装在模盒左侧的两个横向导向辊201和两个纵向导向辊202,两个所述横向导向辊201与两个所述纵向导向辊202排成“井”字形,使线材从井字形中间通过。所述导线装置2还包括通过支架203安装的导向轮204,所述导向轮204位于所述横向导向辊201左侧,且导向轮204的转动轴与横向导向辊201的转动轴垂直,用于使线材能够垂直进入井字形的导向辊中间。
16.所述模盒1中间焊接有分割壁101将模盒1内部分为第一腔体102和第二腔体103,第一腔体内放置有拉丝粉,对线材进行润滑。所述模盒1的左侧壁上安装有过线模3,所述分割壁101上安装有拔丝模4,模盒1的右侧壁上安装有冷却模5,线材通过模盒时,依次通过过线模3、拔丝模4和冷却模5。
17.本具体实施例中,所述第一腔体102的底部安装有气嘴6,所述气嘴6的上端穿过第一腔体102的底部并连接有降温组件7。所述降温组件7包括直管701和环管702,所述直管701的上端与环管702相连通,下端与气嘴6相连通。所述环管702的内环壁上开设有八个放气孔703,均匀间隔地设置在所述环管702的内环壁上。线材从环管中心轴穿过,环管上的放气孔向线材的各个方向吹气体,对刚经过拔丝模4的线材进行降温,提高线材的抗拉强度,减小线材在拉伸时变细的程度。
18.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1