一种用于大直径钢管桩的自动埋弧焊接装置的制作方法
:
1.本实用新型涉及工件的焊接技术领域,特别是一种用于大直径钢管桩的自动埋弧焊接装置。
背景技术:
:
2.大直径钢管桩作为港口及海洋工程中的重要组成部分,管节组对间的焊接安全及焊缝质量是保证生产和使用安全的重要因素。由于钢管桩直径范围在5
‑
10m,人工组对焊接难度大、耗时长、精度低、质量不能保证,因此需要设计一款自动埋弧焊设备,实现减少人材机的消耗的作用,并且提高焊接质量水平,提升工厂自动化水平。
3.目前的绝大部分工厂大口径钢管桩的组对焊接都采用人工进行,现代化、自动化的水平远远不够。人工组对焊接的方式很简单,即用小推车带着焊机一步一步、一点一点,运用滚轮架的配合进行长时间的施工作业。这种组对焊接方法受人为因素、钢管桩实际规格影响大,对口时遇错边,使焊接操作殊为不易;同时焊接质量和效率低、焊接过程劳动强度大,可能好几个台班都只能焊接出一个管节,生产成本大幅度提高,不能满足企业“保质、保量、高速”的要求。
技术实现要素:
:
4.为了克服现有技术的不足,提供一种大大提高工作作业效率,节省人力,节约焊剂消耗的用于大直径钢管桩的自动埋弧焊接装置。
5.本实用新型的目的通过以下技术方案来实现:一种用于大直径钢管桩的自动埋弧焊接装置,包括行走装置、焊剂输送装置、焊剂回收装置和焊丝传送装置;在所述焊丝传送装置的后端连接有行走装置,在所述焊丝传送装置的一侧设有焊剂输送装置,另一侧设有焊剂回收装置;所述焊丝传送装置包括背板,在所述背板的前侧安装有左右设置的两组滑动轮,两组所述滑动轮交错设置;所述行走装置包括安装支架、水平滑轨和纵向滑轨,在所述安装支架上设有水平滑轨,在所述水平滑轨的前端设有纵向滑轨,所述纵向滑轨固定安装在背板的后侧;所述焊剂输送装置包括料斗和输出管道,在所述料斗的下端连接有输出管道所述焊剂回收装置包括风机、吸入管道和传送管道,在所述风机的吸气端连接有吸入管道,在所述风机的出气端通过传送管道与料斗相连,所述输出管道的出口端、所述吸入管道的吸入端均接近电焊装置。
6.本实用新型的进一步改进在于:所述滑动轮上设有与焊丝相匹配的凹槽。
7.本实用新型的进一步改进在于:每组所述滑动轮由三个滑动轮组成。
8.与现有技术相比,本实用新型具有以下优点:
9.行走装置与输送焊丝装置相互固定,行走装置可由控制单元进行控制移动,行走方向为垂直于钢管桩方向及钢管桩轴向;输送焊丝装置与电焊装置固定,焊丝由6个具有槽口的滑动轮依靠转动运输,确保焊丝进入电焊装置中的焊嘴;输送及回收焊剂装置与输送焊丝装置相互固定,确保两个装置相对位置能够固定,能够对装置的位置进行调整并固定。
提高了焊接速度,节省了人力,实现了焊剂的回收再利用,节约了焊剂的消耗,降低了焊接成本。
附图说明:
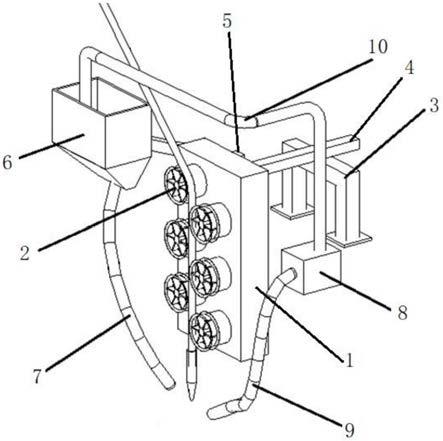
10.图1为本实用新型的结构示意图;
11.附图标记:1
‑
背板、2
‑
滑动轮、3
‑
安装支架、4
‑
水平滑轨、5
‑
纵向滑轨、6
‑
料斗、7
‑
输出管道、8
‑
风机、9
‑
吸入管道、10
‑
传送管道。
具体实施方式:
12.为了加深对本实用新型的理解,下面将结合实施例和附图对本实用新型作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
13.如图1示出了一种用于大直径钢管桩的自动埋弧焊接装置的具体实施方式:包括行走装置、焊剂输送装置、焊剂回收装置和焊丝传送装置;在所述焊丝传送装置的后端连接有行走装置,在所述焊丝传送装置的一侧设有焊剂输送装置,另一侧设有焊剂回收装置;所述焊丝传送装置包括背板1,在所述背板1的前侧安装有左右设置的两组滑动轮2,两组所述滑动轮2交错设置;每组所述滑动轮2由三个滑动轮2组成,所述滑动轮2上设有与焊丝相匹配的凹槽,所述行走装置包括安装支架3、水平滑轨4和纵向滑轨5,在所述安装支架3上设有水平滑轨4,在所述水平滑轨4的前端设有纵向滑轨5,所述纵向滑轨5固定安装在背板1的后侧;所述焊剂输送装置包括料斗6和输出管道7,在所述料斗6的下端连接有输出管道7所述焊剂回收装置包括风机8、吸入管道9和传送管道10,在所述风机8的吸气端连接有吸入管道9,在所述风机8的出气端通过传送管道10与料斗6相连,所述输出管道7的出口端、所述吸入管道9的吸入端均接近电焊装置。
14.行走装置与输送焊丝装置相互固定,行走装置可由控制单元进行控制移动,行走方向为垂直于钢管桩方向及钢管桩轴向;输送焊丝装置与电焊装置固定,焊丝由6个具有槽口的滑动轮依靠转动运输,确保焊丝进入电焊装置中的焊嘴;
15.输送及回收焊剂装置与输送焊丝装置相互固定,确保两个装置相对位置能够固定,能够对装置的位置进行调整并固定。提高了焊接速度,焊剂通过料斗及运输管道落入焊道中,电焊装置随后进行焊接操作,另一端风机开始运作,把焊接后多余焊剂回收通过管道继续送往给料斗中,减少过程损耗,节省了人力,实现了焊剂的回收再利用,节约了焊剂的消耗,降低了焊接成本;
16.本自动埋弧焊装置能够大大的减少人材机的消耗,为钢管桩组对焊接提供有利条件。
17.申请人又一声明,本实用新型通过上述实施例来说明本实用新型的实现方法及装置结构,但本实用新型并不局限于上述实施方式,即不意味着本实用新型必须依赖上述方法及结构才能实施。所属技术领域的技术人员应该明了,对本实用新型的任何改进,对本实用新型所选用实现方法等效替换及步骤的添加、具体方式的选择等,均落在本实用新型的保护范围和公开的范围之内。
18.本实用新型并不限于上述实施方式,凡采用和本实用新型相似结构及其方法来实现本实用新型目的的所有方式,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1