一种泵芯组件组装机的制作方法
[0001]
本实用新型涉及乳液泵组装机领域,尤其涉及一种泵芯组件组装机。
背景技术:
[0002]
为了满足不同使用场景下的液体喷涂需要,例如喷化妆液或者杀菌消毒用的酒精等液体,现在市场上的化妆瓶会配套有乳液泵。
[0003]
乳液泵的主要结构是泵体组件,泵体组件的结构参见图1所示。泵体组件包括带喷嘴的头帽11、泵芯组件和吸管13,泵芯组件包括泵体121、连接盖122、活塞123、弹簧124和外盖125,连接盖122与头帽11之间设有玻球126(或者称玻璃球),且连接盖122与头帽11可以通过旋转的方式锁紧在一起,弹簧124套设在活塞123的外侧,活塞123的另一端会设置在一个弹套127内,弹套127具有能连通吸管13的腔体,该腔体内设有泵珠128。其中,这里的活塞123、弹簧124和泵珠128均位于泵体121的内腔中,泵体121、泵珠128和弹套127形成泵芯组件的泵芯。
[0004]
在传统的泵体组件生产过程中,泵芯组件的上述结构主要通过手工方式组装在一起。但是,在面对大批量的泵体组件生产时,手工组装方式不仅需要大量的组装人员,而且需要组装人员持续操作,才能生产出大量的泵芯组件。
[0005]
但是,在实际的产品生产过程中,考虑到组装人员的体力和操作熟练程度的不同,利用手工组装泵芯组件的方式不仅存在组装效率低的问题,而且存在组装精度不高的问题,容易造成出现大量的不良产品,难以满足对泵芯组件的组装效率和组装精度的要求。
技术实现要素:
[0006]
本实用新型所要解决的技术问题是针对上述现有技术提供一种泵芯组件组装机。
[0007]
本实用新型解决上述技术问题所采用的技术方案为:一种泵芯组件组装机,包括转盘,转盘上具有若干物料固定点,其特征在于,所述转盘的外围设置有:
[0008]
泵体进料装置,输送泵体到转盘上的物料固定点;
[0009]
泵珠进料装置,位于泵体进料装置的下一工位,输送泵珠到转盘的物料固定点的泵体内;
[0010]
弹套进料装置,位于泵珠进料装置的下一工位,输送具有腔体的弹套到已执行完毕上一工位的泵体内,使得泵珠位于弹套的腔体内;
[0011]
第一缺料检测装置,位于弹套进料装置的下一工位,检测已执行完毕上一工位的泵体内的弹套缺失状态;
[0012]
泵芯分拣装置,具有泵芯正品输出机构和泵芯次品输出机构;其中,所述泵芯正品输出机构输出没有缺失弹套的泵体,所述泵芯次品输出机构输出缺失弹套的泵体;其中,泵芯包括泵体、泵珠和弹套;
[0013]
抹油装置,对经泵芯正品输出机构输出的泵芯的泵体执行抹油操作;
[0014]
弹簧进料装置,位于抹油装置的下一工位,输送弹簧到已执行完毕上一工位的泵
芯的泵体内,使得弹簧固定在弹套上;
[0015]
活塞进料装置,位于弹簧进料装置的下一工位,输送活塞到已执行完毕上一工位的泵芯的泵体内弹簧的内侧;
[0016]
连接盖进料装置,位于活塞进料装置的下一工位,输送连接盖到已执行完毕上一工位的泵芯的泵体的端部;
[0017]
外盖进料装置,位于连接盖进料装置的下一工位,输送外盖到已执行完毕上一工位的泵芯的泵体的外侧;
[0018]
第二缺料检测装置,位于外盖进料装置的下一工位,检测已执行完毕上一工位的泵芯的部件缺失状态;
[0019]
泵体组件输出装置,位于第二缺料检测装置的下一工位,具有泵体组件正品输出机构和泵体组件次品输出机构;其中,所述泵体组件正品输出机构输出泵体组件正品,所述泵体组件次品输出机构输出泵体组件次品;
[0020]
控制器,分别连接泵体进料装置、泵珠进料装置、弹套进料装置、第一缺料检测装置、泵芯分拣装置、抹油装置、弹簧进料装置、活塞进料装置、连接盖进料装置、外盖进料装置、第二缺料检测装置和泵体组件输出装置。
[0021]
改进地,在所述泵芯组件组装机中,各物料固定点沿转盘的边缘均匀布置。
[0022]
进一步地,在所述泵芯组件组装机中,所述泵体进料装置、泵珠进料装置、弹套进料装置、弹簧进料装置、活塞进料装置、连接盖进料装置和外盖进料装置均包括:
[0023]
振动盘,具有部件输出口,振动盘的上端开口设置有降噪装置;
[0024]
输送轨道,该输送轨道的一端连接振动盘的部件输出口,输送轨道的另一端紧邻转盘设置且位于转盘的上方。
[0025]
改进地,在所述泵芯组件组装机中,所述泵珠进料装置包括:
[0026]
气缸,连接控制器,已受控制器的控制;
[0027]
推杆,受气缸驱动,以将泵珠推入到泵体内。
[0028]
再改进,在所述泵芯组件组装机中,所述弹套进料装置包括:
[0029]
驱动电机,连接控制器;
[0030]
弹套取放爪,受驱动电机驱动,以抓取弹套和将弹套放入泵体内。
[0031]
与现有技术相比,本实用新型的优点在于:该实用新型的泵芯组件组装机通过控制器对泵体进料装置、泵珠进料装置、弹套进料装置、第一缺料检测装置、泵芯分拣装置、抹油装置、弹簧进料装置、活塞进料装置、连接盖进料装置、外盖进料装置、第二缺料检测装置和泵体组件输出装置分别进行准确控制,以实现针对泵芯组装过程的自动化和智能化,避免了人工组装带来的组装效率低以及组装精度不高的问题,提高了泵芯组件组装效率和正品率;另外,通过在振动盘上设置降噪装置,可以有效消除装置在运行过程中的噪音。
附图说明
[0032]
图1为泵体组件的结构示意图;
[0033]
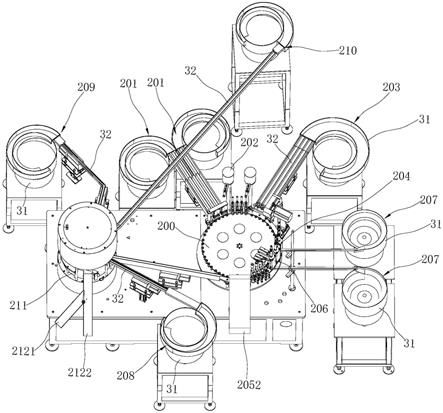
图2为本实施例中的泵芯组件组装机结构示意图;
[0034]
图3为图2所示泵芯组件组装机在另一视角时的示意图;
[0035]
图4为图3所示泵芯组件组装机在另一视角去掉围板后的示意图;
[0036]
图5为图4中的a部放大示意图;
[0037]
图6为图4中的b部放大示意图;
[0038]
图7为图4所示泵芯组件组装机的俯视图。
具体实施方式
[0039]
以下结合附图实施例对本实用新型作进一步详细描述。
[0040]
如图2~4所示,该实施例提供一种泵芯组件组装机,适用在对图1中的泵芯组件进行组装。具体地,该泵芯组件组装机包括转盘200,转盘200上具有若干物料固定点,各物料固定点沿转盘200的边缘均匀布置;其中,转盘200的外围还设置有:
[0041]
泵体进料装置201,包括有盛放泵体121的振动盘31和输送泵体121到转盘200上去的输送轨道32,振动盘31的上端开口设置有降噪装置(图中未示出),输送轨道32的一端连接该振动盘31的部件输出口310,输送轨道32的另一端紧邻转盘200设置且位于转盘200的上方;该泵体进料装置201用于输送泵体121到转盘200上的物料固定点;
[0042]
泵珠进料装置202,位于泵体进料装置201的下一工位,即由泵体进料装置201将泵体121输送到转盘上后,该泵珠进料装置202才会再输送泵珠128到转盘200上的泵体121内;泵珠进料装置202包括有盛放泵珠128的振动盘31和输送泵珠128到转盘200上去的输送轨道32;其中,该泵珠进料装置202包括气缸2021和推杆2022,气缸2021连接控制器213,推杆2022受气缸2021驱动,以将泵珠128推入到泵体121内;
[0043]
弹套进料装置203,位于泵珠进料装置202的下一工位,输送具有腔体的弹套127到已执行完毕上一工位的泵体121内,使得泵珠128位于弹套127的腔体内;弹套进料装置203包括驱动电机2031和弹套取放爪2032,驱动电机2031连接控制器213;弹套取放爪2032受驱动电机2031驱动,以抓取弹套和将弹套放入泵体内;
[0044]
第一缺料检测装置204,位于弹套进料装置203的下一工位,检测已执行完毕上一工位的泵体121内的弹套127的缺失状态;
[0045]
泵芯分拣装置,具有泵芯正品输出机构2051和泵芯次品输出机构2052;其中,泵芯正品输出机构2051输出没有缺失弹套的泵体,泵芯次品输出机构2052输出缺失弹套的泵体;其中,泵芯包括泵体121、泵珠128和弹套127;
[0046]
抹油装置206,对经泵芯正品输出机构输出的泵芯的泵体执行抹油操作,以增强泵芯组件在被摁压时的光滑性;
[0047]
弹簧进料装置207,位于抹油装置206的下一工位,输送弹簧124到已执行完毕上一工位的泵芯的泵体内,使得弹簧124固定在弹套127上;
[0048]
活塞进料装置208,位于弹簧进料装置207的下一工位,输送活塞123到已执行完毕上一工位的泵芯的泵体内弹簧124的内侧;
[0049]
连接盖进料装置209,位于活塞进料装置208的下一工位,输送连接盖122到已执行完毕上一工位的泵芯的泵体的端部;
[0050]
外盖进料装置210,位于连接盖进料装置209的下一工位,输送外盖125到已执行完毕上一工位的泵芯的泵体的外侧;
[0051]
第二缺料检测装置211,位于外盖进料装置210的下一工位,检测已执行完毕上一工位的泵芯的部件缺失状态;
[0052]
泵体组件输出装置,位于第二缺料检测装置211的下一工位,具有泵体组件正品输出机构2121和泵体组件次品输出机构2122;其中,此处的泵体组件正品输出机构2121输出泵体组件正品,泵体组件次品输出机构2122输出泵体组件次品;
[0053]
控制器213,分别连接泵体进料装置201、泵珠进料装置202、弹套进料装置203、第一缺料检测装置204、泵芯分拣装置、抹油装置206、弹簧进料装置207、活塞进料装置208、连接盖进料装置209、外盖进料装置210、第二缺料检测装置211和泵体组件输出装置212。控制器213上设置有方便人工操作的操作屏幕。其中,在该实施例的泵芯组件组装机中,泵体进料装置201、泵珠进料装置202、弹套进料装置203、弹簧进料装置207、活塞进料装置208、连接盖进料装置209和外盖进料装置210均包括:
[0054]
振动盘31,具有部件输出口310,振动盘31的上端开口设置有降噪装置;
[0055]
输送轨道32,该输送轨道32的一端连接振动盘31的部件输出口310,输送轨道32的另一端紧邻转盘200设置且位于转盘200的上方。
[0056]
以下结合图2~7,对该实施例中泵芯组件组装机针对泵芯组件的组装过程做出说明:
[0057]
泵体进料装置201将位于其振动盘上的泵体212输送到转盘200上的物料固定点处,然后随着转盘的转动;
[0058]
泵珠进料装置202在其气缸和推杆的配合作用下,将泵珠128输入到转盘200的上方,并将泵珠128置入到转盘的泵体121内;
[0059]
置入有泵珠128的泵体继续随转盘转动,由弹套进料装置203在其驱动电机和弹套取放爪的配合作用下,将弹套127放入到转盘的泵体121内;
[0060]
泵体随转盘移动至第一缺料检测装置204处后,第一缺料检测装置204对转盘上泵体是否缺少有弹套127做出检测,然后发送弹套缺失检测结果给控制器213,并且泵芯分拣装置205根据控制器基于针对第一缺料检测装置的缺料检测判定结果合指令,将缺失有弹套的泵芯次品经泵芯次品输出机构2052输出,而未缺失弹套的泵芯正品则继续随转盘移动至抹油装置206处;
[0061]
抹油装置206向泵芯正品上抹油,而后使得抹油后的泵芯正品随转盘移动至弹簧进料装置207处;
[0062]
弹簧进料装置207将位于其振动盘上的弹簧124输送到转盘上的当前泵芯正品处,使得弹簧124固定在弹套127上,然后此时的泵芯正品再次随转盘移动至活塞进料装置208处;
[0063]
活塞进料装置208将位于其振动盘上的活塞123输送到转盘上的当前泵芯正品处,使得活塞123位于泵体内弹簧的内侧,然后此时的泵芯正品再次随转盘移动至连接盖进料装置209处;
[0064]
连接盖进料装置209将位于其振动盘上的连接盖122输送到转盘上的当前泵芯正品处,使得连接盖122位于泵体的端部,然后此时的泵芯正品再次随转盘移动至外盖进料装置210处;
[0065]
外盖进料装置210将位于其振动盘上的外盖125输送到转盘上的当前泵芯正品处,使得外盖125位于泵体的外侧,然后此时的泵芯正品再次随转盘移动至第二缺料检测装置211处;
[0066]
第二缺料检测装置211检测当前转盘上的泵芯的部件缺失状态,并将部件缺失检测结果发送给控制器213;
[0067]
泵体组件输出装置根据控制器213的指令,利用其泵体组件正品输出机构2121将组装好的泵芯组件正品输出,并且由泵体组件次品输出机构2122将组装的泵芯组件次品输出。
[0068]
尽管以上详细地描述了本实用新型的优选实施例,但是应该清楚地理解,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1