一种切槽插片式散热器制作设备的刀轮式挤槽机构的制作方法
1.本实用新型涉及用于切槽插片式散热器制作设备的挤槽器具领域,具体涉及一种切槽插片式散热器制作设备的刀轮式挤槽机构。
背景技术:
2.如附图13所示,散热器包括用于与需要散热的器件接触的散热器基板98及用于增加散热面积的散热片99。散热器的材料通常是铝。一些大功率装置或器件需要体积较大且总散热面积大的散热器,于是散热器的散热片需要设置得较为窄长。为了形成图13所示的结构的散热器,目前将散热器基板98和散热片99设为相互装配结构。
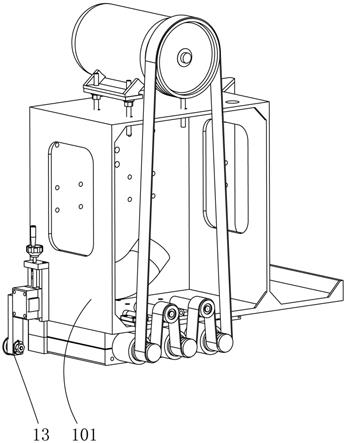
3.如图1所示,现有的切槽插片式散热器制作设备设有切槽插片装置1,切槽插片装置1能够通过伺服电机带动而左右移动,如图3所示,切槽插片装置1上设有锯片1111及负压吸盘121,锯片1111用于在散热器基板98上加工形成夹槽981,负压吸盘121用于吸持作为装配原料的散热片99,图3中的箭头方向代表切槽插片装置1的进给方向(需要注意的是,由于图3是后视图,所以在图3的视觉下,进给方向为向右),由于锯片1111设置在负压吸盘121的沿切槽插片装置1的进给方向的前方位置,如图10所示,切槽插片装置1向左移动进给时,锯片1111先切割散热器基板98形成夹槽981,夹槽981的位置如图14所示,如图11所示,当锯片1111加工一条夹槽981完毕,切槽插片装置1继续保持向左移动进给,负压吸盘121就将一块散热片99插入对应的夹槽981内,负压吸盘121释放散热片99,切槽插片装置1离开工作位置,然后切槽插片式散热器制作设备将散热器基板98移动至下一个切割夹槽981的工位,如图14所示,于是散热器基板98上就插上了一排散热片99。但是由于散热片99与散热器基板98结合得不够可靠牢固,目前是再通过人手结合手工工具在夹槽981的旁边凿击散热器基板98的上侧面,使夹槽981的槽壁材料受到挤压,从而使夹槽981塑性变形缩窄而夹紧固定对应插入的散热片99的下端部,但是这样操作效率很低,而且劳动强度很大。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种切槽插片式散热器制作设备的刀轮式挤槽机构,它有利于提高工作效率,有利于降低劳动强度。
5.本实用新型的目的是通过下述技术方案实现的。
6.本实用新型公开的切槽插片式散热器制作设备的刀轮式挤槽机构,包括刀轮、连接臂、调位座、用于与切槽插片装置安装连接的基座及用于调节所述刀轮的加工深度的调位螺杆,所述刀轮设有用于使散热器基板的夹槽塑性变形夹持固定散热片的刃口,所述调位座与所述基座滑动连接,所述调位螺杆与所述基座转动连接,所述调位螺杆与所述调位座螺接,所述刀轮转动连接在所述连接臂的一端,所述连接臂相对应的另一端与所述调位座安装连接。
7.优选地,所述调位座包括压板及连接板,所述压板与所述连接板之间形成有插孔,所述连接臂适配插装在所述插孔内,所述插孔的延伸方向平行于所述刀轮的轴线,所述压
板与所述连接板通过螺钉固定连接,所述压板夹持固定所述连接臂。
8.优选地,所述连接板形成有燕尾榫,所述基座形成有燕尾槽,所述燕尾榫与所述燕尾槽适配连接。
9.优选地,还包括转轴,所述转轴包括压盘部、连接轴颈部及外螺纹部,所述连接轴颈部设于所述外螺纹部与所述压盘部之间,所述连接轴颈部通过轴承与所述连接臂转动连接,所述刀轮与所述转轴同轴线地适配连接,所述外螺纹部螺接有轴承内圈压盖,所述轴承内圈压盖与所述轴承的内圈端面贴靠连接,所述轴承设于所述刀轮与所述轴承内圈压盖之间,所述压盘部的端面与所述刀轮贴靠连接,所述压盘部将所述刀轮压在所述轴承的内圈端面上。
10.优选地,所述连接臂包括横臂部及竖臂部,所述横臂部垂直于所述竖臂部,所述竖臂部设于所述横臂部的下侧,所述横臂部与所述调位座安装连接,所述刀轮与所述竖臂部转动连接。
11.优选地,所述调位螺杆的上端部固定连接有手轮。
12.本实用新型与现有技术相比较,其有益效果是:由于刀轮设有用于使散热器基板的夹槽塑性变形夹持固定散热片的刃口,调位座与基座滑动连接,调位螺杆与基座转动连接,调位螺杆与调位座螺接,刀轮转动连接在连接臂的一端,连接臂相对应的另一端与调位座安装连接,基座用于与切槽插片装置安装连接,于是刀轮的刃口可以在靠近夹槽的位置挤压散热器基板的上侧面,使夹槽的槽壁的材料被挤迫,从而使夹槽塑性变形缩窄夹持固定散热片,所以本实用新型的挤槽机构有利于提高工作效率,有利于降低劳动强度。
附图说明
13.图1 为切槽插片式散热器制作设备的立体结构示意图。
14.图2为切槽插片装置的立体结构示意图。
15.图3为切槽插片装置的后视结构示意图。
16.图4为本实用新型的挤槽机构的左视结构示意图。
17.图5为本实用新型的挤槽机构的连接臂与刀轮组合的正视结构示意图。
18.图6为图4的a
‑
a向剖视结构示意图。
19.图7为图4的b
‑
b向剖视结构示意图。
20.图8为本实用新型的连接臂与调位座的分离状态立体示意图。
21.图9为本实用新型的转轴的结构示意图。
22.图10为锯片在散热器基板上加工夹槽的状态示意简图。
23.图11为负压吸盘将散热片插入散热器基板的夹槽的状态示意简图。
24.图12为本实用新型的刀轮加工散热器基板的左视方向的状态示意简图。
25.图13为散热器的结构示意图。
26.图14为在切槽插片工序进行中的散热器的示意图。
27.标号说明:1
‑
切槽插片装置;101
‑
箱座;1111
‑
锯片;121
‑
负压吸盘;13
‑
挤槽机构;131
‑
刀轮;1311
‑
刃口;132
‑
连接臂;1321
‑
横臂部;1322
‑
竖臂部;133
‑
调位座;1331
‑
插孔;1332
‑
压板;1333
‑
连接板;1334
‑
燕尾榫;1335
‑
燕尾槽;134
‑
基座;135
‑
调位螺杆;136
‑
手轮;137
‑
限位套;2
‑
转轴;21
‑
压盘部;22
‑
连接轴颈部;23
‑
外螺纹部;3
‑
轴承外圈压盖;4
‑
轴承内
圈压盖;5
‑
轴承;98
‑
散热器基板;981
‑
夹槽;99
‑
散热片。
具体实施方式
28.下面结合附图对本实用新型作进一步的描述。
29.本实用新型的挤槽机构,如图4至图9所示,包括刀轮131、连接臂132、调位座133、用于与切槽插片装置1安装连接的基座134及用于调节刀轮131的加工深度的调位螺杆135,刀轮131设有用于使散热器基板98的夹槽981塑性变形夹持固定散热片99的刃口1311,具体地,如图2和图3所示,基座134可以相对固定安装在切槽插片装置1的箱座101的左侧面上;由于在散热器的制作过程中,散热片99位于散热器基板98的上侧位置,于是刀轮131的加工深度方向为沿上下方向,换句话说,调位螺杆135设为沿上下方向延伸布置。调位座133与基座134滑动连接。调位螺杆135与基座134转动连接,换句话说,调位螺杆135只能相对基座134转动,调位螺杆135不能相对基座134作轴向移动,具体地,如图4所示,调位螺杆135的上部可以适配套设有限位套137(需要注意的是,只有图4画出了上述限位套137),限位套137可以通过紧定螺钉与调位螺杆135固定,调位螺杆135形成有与基座134贴靠连接的轴肩,上述轴肩与限位套137分别贴靠夹着基座134的对应的部位的上下两侧,于是调位螺杆135就不能沿调位螺杆135的轴线方向移动了;在一些实施例中,调位螺杆135的上部与基座134的对应的部位可以通过轴承连接,此情况中,上述轴肩转变为与对应的轴承的内圈的下端面贴靠连接。如图6和图8所示,调位螺杆135与调位座133螺接,刀轮131转动连接在连接臂132的一端,连接臂132相对应的另一端与调位座133安装连接。
30.以下简要说明本实用新型的挤槽机构的工作原理:图12示意地展示了刀轮131加工散热器基板98的上侧面的工作状态,图12为左视图,散热器基板98的工位进给方向为图12中的箭头方向。图12中的一块散热片99是在散热器基板98的上一个工位中,通过负压吸盘121插入在散热器基板98的对应的夹槽981内。图12示意地展示了锯片1111的位置。如图1和图2所示,由于本实用新型的挤槽机构的基座134与切槽插片装置1安装连接,使得在切槽插片装置1向左移动进给的过程中,刀轮131被切槽插片装置1带动而向左移动进给,如图12所示,于是刀轮131能够压在散热器基板98的上侧面上,并通过旋动调位螺杆135以调节刀轮131的加工深度,使刀轮131挤压散热器基板98的上侧面而使散热器基板98上形成坑槽(需要注意的是,刃口1311并非切削散热器基板98,所以上述坑槽不是使散热器基板98的材料脱离而形成的),由于刃口1311靠近夹槽981,所以夹槽981的槽壁的材料被挤迫而使夹槽981塑性变形缩窄,从而使夹槽981将散热片99夹持固定并形成良好的接触。通过设置调位螺杆135结合调位座133的升降机构,还有利于使刀轮131能够调节高度位置以适应不同厚度规格的散热器基板98。如图12所示,为了使刀轮131不会碰到散热片99,刀轮131的刃口1311与锯片1111的沿图12中的箭头方向的距离应该小于插入散热器基板98的散热片99的间距,并且,为了使刀轮131能够在对应的夹槽981旁边挤压散热器基板98的上侧面,刀轮131的刃口1311应该设置在锯片1111的沿散热器基板98的工位进给方向的前方位置。从上述可知,由于本实用新型的挤槽机构能够在切槽插片装置1的进给过程中加工挤压散热器基板98的上侧面,所以在切槽插片式散热器制作设备原有的移动机构的基础上,简易地实现了使散热器基板98的夹槽981塑性变形夹持固定散热片99,与现有技术的通过人手结合手工工具在夹槽981的旁边凿击散热器基板98的上侧面的方式相比,本实用新型的挤槽机
构有利于提高工作效率,有利于降低劳动强度。为了保证刃口1311挤迫夹槽981的效果,如图7所示,刃口1311的夹角“x”可以设为30
°
至40
°
。为了使刀轮131在进给加工过程中平稳,刃口1311最好是整周设置。
31.进一步地,如图6和图8所示,调位座133包括压板1332及连接板1333,压板1332与连接板1333之间形成有插孔1331,连接臂132适配插装在插孔1331内,插孔1331的延伸方向平行于刀轮131的轴线,换句话说,连接臂132沿水平方向插入插孔1331,压板1332与连接板1333通过螺钉固定连接,压板1332夹持固定连接臂132,具体地,上述与压板1332连接的螺钉产生的拉力使压板1332压紧固定连接臂132。通过上述设置,如图8所示,使连接臂132及刀轮131可以方便地装拆。
32.进一步地,如图6所示,连接板1333形成有燕尾榫1334,基座134形成有燕尾槽1335,燕尾榫1334与燕尾槽1335适配连接。上述燕尾榫1334与燕尾槽1335的连接结构是在机械行业中常用的滑动连接结构,在低速相对滑动应用中,燕尾槽式滑动连接结构由于接触面积相对较大,所以承载力可以相对较大,稳定性也较高,从而适应刀轮131在加工散热器基板98时所受到的反作用力。
33.进一步地,如图7所示,还包括转轴2,如图9所示,转轴2包括压盘部21、连接轴颈部22及外螺纹部23,连接轴颈部22设于外螺纹部23与压盘部21之间,如图7所示,连接轴颈部22通过轴承5与连接臂132转动连接,当轴承5设为深沟球轴承时,为了减小转轴2的摆动角度,轴承5的数量可以设为两个或以上,在图7所示的实施例中,连接臂132的与轴承5的外圈配合的孔可以设为台阶孔,即轴承5的外圈的端面可以贴靠在连接臂132的内部,可以设置轴承外圈压盖3,如图5所示,轴承外圈压盖3可以通过螺钉与连接臂132固定连接,在图7的视觉下,轴承外圈压盖3的左端面与位于右侧的一个轴承5的外圈的右端面接触,由于轴承外圈压盖3的限位作用,于是轴承5的外圈在轴承5的轴线方向上与连接臂132相对固定。如图7所示,刀轮131与转轴2同轴线地适配连接,外螺纹部23螺接有轴承内圈压盖4,轴承内圈压盖4与轴承5的内圈端面贴靠连接,轴承5设于刀轮131与轴承内圈压盖4之间,压盘部21的端面与刀轮131贴靠连接,压盘部21将刀轮131压在轴承5的内圈端面上,换句话说,刀轮131通过轴承内圈压盖4的内螺纹的拉力作用而在轴承5的轴线方向上与轴承5的内圈相对固定。由于刀轮131需要采用高硬度的材料制作,例如高速钢或模具钢,且刀轮131在使用一段时间后会磨损而需要更换,刀轮131设置为上述的与转轴2的装配结构,避免刀轮131直接与轴承5配合连接,有利于降低刀轮131的制作成本,也有利于在更换刀轮131时降低成本。
34.进一步地,如图8所示,连接臂132包括横臂部1321及竖臂部1322,横臂部1321垂直于竖臂部1322,竖臂部1322设于横臂部1321的下侧,换句话说,即竖臂部1322相对横臂部1321向下弯折,横臂部1321与调位座133安装连接,刀轮131与竖臂部1322转动连接。如图4所示,通过上述设置,有利于使刀轮131设置在基座134的下方位置,避免基座134碰撞散热器基板98。当连接臂132设为如图8所示的曲折形状时,为了避免连接臂132在刀轮131加工散热器基板98的过程中受力矩而摆动,横臂部1321的截面可以设为呈长方形或正方形,即插孔1331相应地设为长方形孔或正方形孔。
35.进一步地,如图8所示,调位螺杆135的上端部固定连接有手轮136,于是可以方便地旋动手轮136而使调位螺杆135转动,调位螺杆135转动而带动调位座133移动调位。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1