一种大口径钢管弯折设备的制作方法
1.本实用新型涉及钢管加工领域,特别是涉及一种大口径钢管弯折设备。
背景技术:
2.蒸汽管道是汽轮机系统中的重要组成部分,而蒸汽管道在使用过程中有多处需要弯折的部位,蒸汽管道弯折过程中管道凸边的管壁容易受拉减薄、凹边管壁受压增厚造成的弯管壁厚不均匀,严重时甚至内凹位置会凹入过度,引起管径变小,严重影响蒸汽管道的整体质量,因此弯管的质量是制约蒸汽管道安全运行的一个关键点。
技术实现要素:
3.本实用新型主要解决的技术问题是提供一种大口径钢管弯折设备,能够提高蒸汽管道的弯管质量和使用寿命。
4.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种大口径钢管弯折设备,所述大口径钢管弯折设备包括:工作台、中频加热机构和弯折机构,所述工作台上设置有钢管推进机构、导引柱和前夹持端,所述导引柱共有两根,对称布设在所述工作台上,两根导引柱之间的位置构成钢管座,所述推进机构安装在工作台尾端,所述推进机构能够推动钢管沿钢管座缓慢移动;所述中频加热机构包括变频器和加热圈,所述变频器布设在所述前夹持端的一侧,所述加热圈的圈口对正所述前夹持端的出口位置;所述弯折机构包括钢管抱持机构、轨道小车和地轨,所述钢管抱持机构固定在所述轨道小车上,所述轨道小车能够沿铺设在地面上的地轨水平移动,所述地轨的轨迹为以前夹持端出口位置为圆心的圆弧,所述圆弧的对应角度为90
°
。
5.在本实用新型一个较佳实施例中,所述工作台上的导引柱的直径为10~20cm。
6.在本实用新型一个较佳实施例中,所述导引柱之间的最短距离为10~20cm。
7.在本实用新型一个较佳实施例中,所述推进机构包括油缸、推杆和推板,所述推板卡在两个导引柱上,能够在推杆的推动下沿导引柱水平直线移动。
8.在本实用新型一个较佳实施例中,所述推板面向钢管的一面安装有缓冲垫板。
9.在本实用新型一个较佳实施例中,所述推板上安装有压缩空气进口,所述推板面向钢管的中间位置安装有压缩空气出口。
10.在本实用新型一个较佳实施例中,所述加热圈前面放置有弯折防护柱,
11.在本实用新型一个较佳实施例中,所述弯折防护柱与加热圈之间的距离为3~8cm。
12.本实用新型的有益效果是:本实用新型通过中频加热装置对弯曲位置加热后再通过设置在加热装置外侧的轨道小车沿轨道通过管道整体弯折,通过控制小车的速度,可以尽量降低弯折过程中内凹位置的变形量,减少钢管弯折动作产生的应力和内面皴裂,提高蒸汽管件弯折的质量和使用寿命。
附图说明
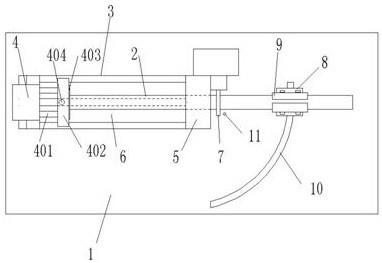
13.图1是本实用新型一较佳实施例的俯视结构示意图;
14.附图中各部件的标记如下:
15.1.底面、2.钢管、3.工作台、4.推进机构、5.前夹持端、6.导引柱、7.中频加热机构、8.轨道小车、9.钢管抱持机构、10.地轨、11.防护柱;
16.401.推杆、402.推板、403.垫板、404.压缩空气进口。
具体实施方式
17.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
18.请参阅图1,本实用新型实施例包括:
19.实施例1
20.一种大口径钢管弯折设备,其特征在于,所述大口径钢管弯折设备包括:工作台3、中频加热机构和弯折机构,所述工作台3上设置有钢管推进机构4、导引柱6和前夹持端5,所述导引柱6共有两根,对称布设在所述工作台3上,两根导引柱3之间的位置构成钢管座,所述推进机构4安装在工作台3尾端,所述推进机构3能够推动钢管2沿钢管座缓慢移动;所述中频加热机构7包括变频器和加热圈,所述变频器布设在所述前夹持端的一侧,所述加热圈的圈口对正所述前夹持端5的出口位置;所述弯折机构包括钢管抱持机构9、轨道小车8和地轨10,所述钢管抱持机构9固定在所述轨道小车8上,所述轨道小车8能够沿铺设在地面上的地轨10水平移动,所述地轨10的轨迹为以前夹持端5出口位置为圆心的圆弧,所述圆弧的对应角度为90
°
。
21.所述工作台3上的导引柱6的直径为10cm,所述导引柱6之间的最短距离为10cm。以两个导引柱6的柱面作为支点,可以将直径20~50cm的钢管放置在两根导引柱6形成的钢管座上。
22.所述推进机构4包括油缸、推杆401和推板402,所述推板402卡在两个导引柱6上,能够在2个推杆401的同时推动下沿导引柱6水平直线移动,所述推板402面向钢管1的一面安装有缓冲垫板403,所述缓冲垫板403可以防止推动钢管2时推板402表面划伤。
23.所述推板402上安装有压缩空气进口404,所述推板402面向钢管2的中间位置安装有压缩空气出口。在所述大口径钢管2弯折之后,可以通过压缩空气进口404接入冷空气,然后将冷空气从推板402前面的压缩空气出口吹出,对弯折位置进行快速冷却。
24.所述加热圈前面放置有弯折防护柱11,所述弯折防护柱11与加热圈之间的距离为3cm。可以防止弯折过程中发生意外导致加热圈受损。
25.实施例2
26.一种大口径钢管弯折设备,其特征在于,所述大口径钢管弯折设备包括:工作台3、中频加热机构和弯折机构,所述工作台3上设置有钢管推进机构4、导引柱6和前夹持端5,所述导引柱6共有两根,对称布设在所述工作台3上,两根导引柱3之间的位置构成钢管座,所述推进机构4安装在工作台3尾端,所述推进机构3能够推动钢管2沿钢管座缓慢移动;所述中频加热机构7包括变频器和加热圈,所述变频器布设在所述前夹持端的一侧,所述加热圈
的圈口对正所述前夹持端5的出口位置;所述弯折机构包括钢管抱持机构9、轨道小车8和地轨10,所述钢管抱持机构9固定在所述轨道小车8上,所述轨道小车8能够沿铺设在地面上的地轨10水平移动,所述地轨10的轨迹为以前夹持端5出口位置为圆心的圆弧,所述圆弧的对应角度为90
°
。
27.所述工作台3上的导引柱6的直径为20cm,所述导引柱6之间的最短距离为30cm。以两个导引柱6的柱面作为支点,可以将直径50~70cm的钢管1放置在两根导引柱6形成的钢管座上。
28.所述推进机构4包括油缸、推杆401和推板402,所述推板402卡在两个导引柱6上,能够在2个推杆401的同时推动下沿导引柱6水平直线移动,所述推板402面向钢管1的一面安装有缓冲垫板403,所述缓冲垫板403可以防止推动钢管2时推板402表面划伤。
29.所述推板402上安装有压缩空气进口404,所述推板402面向钢管2的中间位置安装有压缩空气出口。在所述大口径钢管2弯折之后,可以通过压缩空气进口404接入冷空气,然后将冷空气从推板402前面的压缩空气出口吹出,对弯折位置进行快速冷却。
30.所述加热圈前面放置有弯折防护柱11,所述弯折防护柱11与加热圈之间的距离为8cm。可以防止弯折过程中发生意外导致加热圈受损。
31.本实用新型的工作原理为:
32.在钢管2弯折时,首先标定弯折位置,然后将钢管2放置在两根导引柱6之间,利用两根导引柱6将钢管2架起,启动设置在工作台尾端的油缸,由推杆401推动推板402,然后推板402推动钢管2的弯折位置到达加热圈加热位置,由加热圈加热之后,前面的轨道小车8通过钢管抱持机构9抱住钢管2另一端缓慢的沿地轨10运动,实现对钢管的90
°
弯折。弯折完成后,压缩后的冷却气体从推板上的压缩气体接口进入钢管内快速冷却弯折部位。
33.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1