一种通过热成形工艺生产汽车轮毂的产线的制作方法
1.本实用新型涉及汽车轮毂生产设备技术领域,尤其涉及一种通过热成形工艺生产汽车轮毂的产线。
背景技术:
2.轮毂(car rim)是车轮中心安装车轴的部位,也就是人们常说的“轮圈”或“钢圈”,其是由轮辐和轮辋构成。现有技术中生产汽车轮毂的方法是使用转流工艺,转流工艺是将生产汽车轮毂的原材料熔融后倒入压铸模具内压铸成轮毂毛坯,然后依次经过磨、铣、钻、抛光和涂油工艺制造出汽车轮毂,通过这种生产线生产汽车轮毂主要存在以下几个方面的缺陷:一是生产汽车轮毂所需的时间较长,生产效率低;二是生产汽车轮毂过程中需要打磨,打磨时容易在生产车间内形成铝合金粉尘,粉尘爆炸是非常危险的事情;三是转流工艺生产出的汽车轮毂抗拉强度不够高,仅为300
‑
700mpa。
技术实现要素:
3.本实用新型目的在于提供一种通过热成形工艺生产汽车轮毂的产线,以解决上述背景技术部分提出的问题。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种通过热成形工艺生产汽车轮毂的产线,包括安装场地,所述安装场地的顶部左侧安装有总控台,所述总控台的右侧安装有第一移动式上料台和第二移动式上料台,所述第一移动式上料台和第二移动式上料台的上方活动安装有拆垛机械手,所述第一移动式上料台和第二移动式上料台的右侧依次安装有第一预留加热炉、第二预留加热炉、第一加热炉、第二加热炉、上料机械手、压机、旋压机、下料机械手和出料输送机,所述第一预留加热炉和第二预留加热炉的顶部均安装有穿梭机械手和穿梭机械手轨道。
6.进一步的,所述第一移动式上料台和第二移动式上料台、第一预留加热炉和第二预留加热炉、第一加热炉和第二加热炉、压机和旋压机均为平行安装。
7.进一步的,所述第一移动式上料台和第二移动式上料台相互远离的一侧分别设置有第一拆垛端拾器辅助更换车和第二拆垛端拾器辅助更换车。
8.进一步的,所述上料机械手和下料机械手的下方均设置有废料箱。
9.进一步的,所述第一预留加热炉、第二预留加热炉、第一加热炉、第二加热炉为多层厢式加热炉或辊底炉。
10.与现有技术相比,本实用新型的有益效果为:
11.本实用新型通过先加热轮辐毛坯和轮辋毛坯,然后将加热后的轮辐毛坯和轮辋毛坯分别通过压机热冲压成形、旋压机热旋压成形,再通过焊接和抛丸涂油工艺即可制造出完整的汽车轮毂,相较于现有技术中需要将汽车轮毂的原材料熔融后倒入压铸模具内压铸成轮毂毛坯,然后依次经过磨、铣、钻、抛光和涂油工艺制造出汽车轮毂,本实用新型可以大大缩减生产加工时间,提高了生产效率;生产过程中没有涉及到打磨工艺,因此车间内不会
有粉尘产生,杜绝粉尘爆炸的风险,安全性得到很大提升;轮辐毛坯和轮辋毛坯通过热成形工艺得到的汽车轮毂,相较于现有技术中的融化后的熔融液经过压铸模具压铸得到的汽车轮毂,具有更高的抗拉强度,经检测可达到1500
‑
2000mpa,是传统铸造或锻造加工轮毂的强度的3倍到5倍。
附图说明
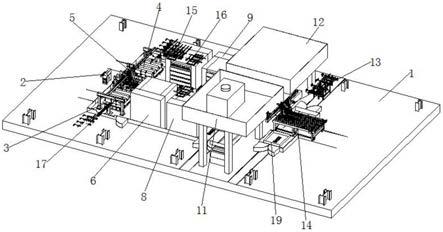
12.图1为本实用新型提出的一种通过热成形工艺生产汽车轮毂的设备的整体结构示意图;
13.图2为本实用新型提出的一种通过热成形工艺生产汽车轮毂的设备的俯视结构示意图;
14.图3为本实用新型提出的一种通过热成形工艺生产汽车轮毂的设备的前视结构示意图;
15.图4为本实用新型提出的一种通过热成形工艺生产汽车轮毂的设备的右视结构示意图。
16.图中:1安装场地、2总控台、3第一移动式上料台、4第二移动式上料台、 5拆垛机械手、6第一预留加热炉、7第二预留加热炉、8第一加热炉、9第二加热炉、10上料机械手、11压机、12旋压机、13下料机械手、14出料输送机、15穿梭机械手、16穿梭机械手轨道、17第一拆垛端拾器辅助更换车、18第二拆垛端拾器辅助更换车、19废料箱。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
18.参照图1
‑
4,一种通过热成形工艺生产汽车轮毂的产线,包括安装场地1,安装场地1的顶部左侧安装有总控台2,总控台2的右侧安装有第一移动式上料台3和第二移动式上料台4,第一移动式上料台3和第二移动式上料台4的上方活动安装有拆垛机械手5,第一移动式上料台3和第二移动式上料台4的右侧依次安装有第一预留加热炉6、第二预留加热炉7、第一加热炉8、第二加热炉9、上料机械手10、压机11、旋压机12、下料机械手13和出料输送机14,第一预留加热炉6和第二预留加热炉7的顶部均安装有穿梭机械手15和穿梭机械手轨道16。
19.在上述实施例中,通过先加热轮辐毛坯和轮辋毛坯,然后将加热后的轮辐毛坯和轮辋毛坯分别通过压机11热冲压成形、旋压机12热旋压成形,再通过焊接和抛丸涂油工艺即可制造出完整的汽车轮毂,相较于现有技术中需要将汽车轮毂的原材料熔融后倒入压铸模具内压铸成轮毂毛坯,然后依次经过磨、铣、钻、抛光和涂油工艺制造出汽车轮毂,本实用新型可以大大缩减生产加工时间,提高了生产效率;生产过程中没有涉及到打磨工艺,因此车间内不会有粉尘产生,杜绝粉尘爆炸的风险,安全性得到很大提升;轮辐毛坯和轮辋毛坯通过热成形工艺得到的汽车轮毂,相较于现有技术中的融化后的熔融液经过压铸模具压铸得到的汽车轮毂,具有更高的抗拉强度,经检测可达到1500
‑
2000mpa,是传统铸造或锻造加工轮毂的强度的3倍到5倍。
20.具体的,第一移动式上料台3和第二移动式上料台4、第一预留加热炉6和第二预留加热炉7、第一加热炉8和第二加热炉9、压机11和旋压机12均为平行安装。
21.在上述实施例中,平行安装的第一移动式上料台3和第二移动式上料台4、第一预留加热炉6和第二预留加热炉7、第一加热炉8和第二加热炉9、压机11 和旋压机12便于生产加工。
22.具体的,第一移动式上料台3和第二移动式上料台4相互远离的一侧分别设置有第一拆垛端拾器辅助更换车17和第二拆垛端拾器辅助更换车18。
23.在上述实施例中,通过设置的第一拆垛端拾器辅助更换车17和第二拆垛端拾器辅助更换车18便于轮辐毛坯和轮辋毛坯进行上料。
24.具体的,上料机械手10和下料机械手13的下方均设置有废料箱19。
25.在上述实施例中,通过在上料机械手10和下料机械手13的下方均设置废料箱19,从而便于上料机械手10和下料机械手13在生产线上直接将废料放入到废料箱19中。
26.具体的,第一预留加热炉6、第二预留加热炉7、第一加热炉8、第二加热炉9为多层厢式加热炉或辊底炉。
27.在上述实施例中,多层厢式加热炉具有不需要水冷,低能耗,维护成本低等特点。
28.工作原理:实际生产时,将轮辐毛坯和轮辋毛坯分别放置到第一移动式上料台3和第二移动式上料台4上进行堆垛,然后通过拆垛机械手5将轮辐毛坯和轮辋毛坯拆垛后再通过穿梭机械手15将其分别放入到第一加热炉8和第二加热炉 9中,在第一加热炉8和第二加热炉9中加热到预定温度后打开炉门,再通过穿梭机械手15将第一加热炉8内加热后的轮辐毛坯和第二加热炉9内加热后的轮辋毛坯取出并送到上料机械手10上,再由上料机械手同时10将轮辐毛坯送入到压机11内热冲压成形、轮辋毛坯送入到旋压机12内热旋压成形,然后通过下料机械手13将热冲压成形的轮辐毛坯和热旋压成形的轮辋毛坯依次取出送到出料输送机11上,在进行后续的焊接和抛丸涂油工艺最后形成汽车轮毂。
29.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1