焊块的制作方法
1.本技术涉及连接固定技术领域,具体而言,涉及一种焊块。
背景技术:
2.在风力发电机中,塔筒内设有附件和操作平台,附件和操作平台通过焊块与筒体连接。例如,焊块与筒体焊接,固定在筒体的内壁上,然后将附件及操作平台通过螺栓连接于焊块,实现塔筒内附件及平台的固定。
3.由于焊块的焊接面的几何截面变化、开孔等其他几何不连续性,在外载荷作用下,焊块的焊接面与塔筒内壁连接处容易产生应力集中现象,局部应力的增加,会对塔筒的疲劳强度造成不利影响,限制塔筒整体的设计寿命。
技术实现要素:
4.本技术提供一种改进的焊块。
5.本技术提供一种焊块,包括:
6.焊接端,包括焊接端端面;
7.连接端,包括连接端端面,所述焊接端端面与所述连接端端面背向彼此;
8.凹槽,开设于所述焊接端端面,且沿垂直于所述焊接端端面的方向延伸;及
9.螺纹孔,所述螺纹孔的轴线与所述焊接端端面垂直,所述螺纹孔的一端与所述凹槽连通,另一端贯穿所述连接端端面,所述凹槽的开口面积大于所述螺纹孔的开口面积。
10.可选的,所述螺纹孔的轴向长度大于所述凹槽的深度。
11.可选的,所述凹槽的深度小于或等于所述焊块在此方向尺寸的1/5。
12.可选的,所述焊块为圆柱形焊块,所述焊块的轴线与所述螺纹孔的轴线重合,所述焊块的直径大于或等于所述螺纹孔大径的2.5倍。
13.可选的,所述焊块的轴向长度与所述焊块的直径相等。
14.可选的,所述凹槽包括锥形凹槽,所述锥形凹槽的大端形成于所述焊接端端面,所述锥形凹槽的小端与所述螺纹孔相接。
15.可选的,沿通过所述螺纹孔的中心线的纵向截面中,所述锥形凹槽的轮廓线为等腰梯形,所述等腰梯形的腰与下底的夹角为30
°
~45
°
。
16.可选的,所述焊接端端面与所述焊块的外表面相接的棱边处设有倒角,所述倒角沿所述焊块的周向延伸,形成环形结构的倒角。
17.可选的,所述焊块包括多个止焊口,所述多个止焊口设于所述倒角处,相邻的两个所述止焊口之间间隔预设距离。
18.可选的,相邻两个所述止焊口之间的距离小于或等于50mm。
19.本技术提供的技术方案至少可以达到以下有益效果:
20.本技术提供了一种焊块,其中,焊接端端面设有凹槽,凹槽使焊块在焊接端的厚度减薄,焊接时产生的热应力的范围减小,残余应力降低。另一方面,焊接端端面上设置凹槽,
可以在适当减小焊块的刚度的同时,适当增加焊块的变形能力,在相同载荷作用下,由于焊块的变形量增大,则焊块与固定主体例如塔筒的连接处的应变能减小,应变能减小意味着应力分布状态改变,焊接端的焊缝处的应力集中现象得到缓解。
附图说明
21.图1是本技术一示例性实施例示出的焊块的剖视图;
22.图2是本技术一示例性实施例示出的焊块的示意图;
23.图3是本技术一示例性实施例示出的焊块的又一剖视图;
24.图4是本技术一示例性实施例示出的焊块的又一示意图;
25.图5是本技术中焊块的受力示意图;
26.图6是本技术中焊块焊缝处的应力分布图;
27.图7是现有焊块焊缝处的应力分布图。
具体实施方式
28.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本技术相一致的所有实施方式。相反,它们仅是与本技术的一些方面相一致的装置和方法的例子。
29.在本技术使用的术语是仅仅出于描述特定实施例的目的,而非旨在限制本技术。除非另作定义,本技术使用的技术术语或者科学术语应当为本技术所属领域内具有一般技能的人士所理解的通常意义。本技术中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。同样,“一个”或者“一”等类似词语也不表示数量限制,而是表示存在至少一个,若仅指代“一个”时会再单独说明。“多个”或者“若干”表示两个及两个以上。除非另行指出,“前部”、“后部”、“下部”和/或“上部”、“顶部”、“底部”等类似词语只是为了便于说明,而并非限于一个位置或者一种空间定向。“包括”或者“包含”等类似词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“连接”或者“相连”等类似的词语并非限定于物理的或者机械的连接,而且可以包括电性的连接,不管是直接的还是间接的。
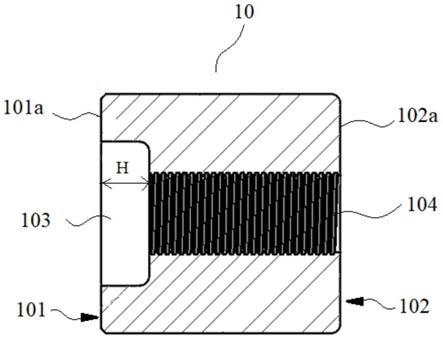
30.请参考图1和图2,图1所示为本技术一实施例示出的焊块10的示意图。图2是图1中示出的焊块10的剖视图。
31.本技术提供的焊块10可以用作连接件,例如可以应用于塔筒与内部附件相连接的场景中,内部附件可以是爬梯、接线盒、操作平台等。当然,焊块10的应用场景不仅限于此。焊块10的形状不限,可以是圆柱体、长方体、正方体等。
32.焊块10包括焊接端101和连接端102,焊接端101用于与固定主体20例如塔筒焊接,连接端102用于与被连接对象例如爬梯、接线盒、操作平台等连接。焊接端101包括焊接端端面101a,连接端102包括连接端端面102a,其中,焊接端端面101a与连接端端面102a背向彼此。
33.焊块10还包括凹槽103和螺纹孔104,凹槽103开设于焊接端端面101a,且沿垂直于
所述焊接端端面101a的方向延伸,凹槽103可以是圆柱形凹槽,但不仅限于此。螺纹孔104的轴线与所述焊接端端面101a垂直,所述螺纹孔104的一端与所述凹槽103连通,另一端贯穿所述连接端端面102a,所述凹槽103的开口面积大于所述螺纹孔104的开口面积。根据以上描述可知,凹槽103设于焊接端端面101a,可以使焊块10的焊接端101的厚度减薄,焊接时产生的热应力的范围减小,残余应力降低。另一方面,在焊接端端面101a上设置凹槽103,可以在适当减小焊块10的刚度的同时增加焊块10的变形能力,在相同载荷作用下,由于焊块10的变形量增大,则焊缝处的应力减小,焊缝处的应力集中现象得到缓解。例如,在风力发电机这一应用场景中,塔筒振动引起内部附件的周期摆动,周期性的载荷通过连接端102传递到焊块10上,载荷作用在焊块10及焊缝上是一个外力做功的过程,外力所做的功一部分转化为焊块10内部的应变能,一部分转为焊块10由于变形产生的势能,由于焊块10的变形能力增大,则焊块10与固定主体20例如塔筒的焊缝处的应变能减小,应变能减小意味着应力分布状态改变,相应的,塔筒的应力分布状态改变,筒体抗疲劳能力提高。并且,焊缝处的集中应力值减小,塔筒的厚度能够减薄,可以减少钢制塔筒的成本。
34.在一个实施例中,所述螺纹孔104的轴向长度大于所述凹槽103的深度h,螺纹孔104的轴向长度越长,与螺杆接合的长度越长,则连接越可靠。
35.在一个实施例中,所述凹槽103的深度h小于或等于所述焊块10在此方向尺寸的1/5。设置凹槽103的目的在于减薄焊接端101的厚度,因此,凹槽103的深度h不宜过大,以避免焊块10自身强度的过度削弱。
36.请参考图3和图4,图3所示为焊块10又一实施例的示意图。图4所示为图3中示出的焊块10的剖视图。
37.在一个实施例中,所述焊块10为圆柱形焊块,所述焊块10的轴线与所述螺纹孔104的轴线重合,所述焊块10的直径大于d或等于所述螺纹孔大径d的2.5倍。如此,螺纹孔104位于焊块10的中心位置处,也就是说,焊块10在螺纹孔104处的壁厚均匀,以保证焊块10各个部位均具有足够的强度,降低焊块10在螺纹联接力的作用下发生破坏和断裂的风险。
38.进一步,焊块10的轴向长度l与所述焊块10的直径d可以相等,这使得焊块10的轴径比为1,连接端102的悬臂状况有所改善,连接端102承受弯曲变形的能力有所提升。
39.请参考图4,在一个实施例中,所述凹槽103包括锥形凹槽1030,所述锥形凹槽1030的大端形成于所述焊接端端面101a,所述锥形凹槽1030的小端与所述螺纹孔104相接。锥形凹槽1030一方面可以减小焊接端101的壁厚,减小焊块10的刚度以及增加焊块10的变形能力,另一方面,锥形凹槽1030的开口面积逐渐减小,还可以避免焊块10本身的结构强度过度被削弱。
40.在一个实施例中,沿通过所述螺纹孔104的中心线的纵向截面中,所述锥形凹槽1030的轮廓线为等腰梯形,所述等腰梯形的腰与下底的夹角α为30
°
~45
°
。其中,等腰梯形的腰与下底的夹角α可以是30
°
、35
°
、40
°
45
°
,但不仅限于此。
41.在一个实施例中,所述焊接端端面102a与焊块10的外表面106相接的棱边处设有倒角105,倒角105沿着焊块10的周向延伸,形成环形结构的倒角105。倒角105使得焊接端101与固定主体20例如塔筒之间形成缝隙,该缝隙可以用于填充熔化后的焊料,确保焊料充足的填充于焊接端101与固定主体20例如塔筒之间,提升焊缝质量。倒角105相对于焊接端端面101a的倾斜角度不限,可以是30
°
、45
°
或60
°
。
42.请再次参考图3,在一个实施例中,所述焊块10包括多个止焊口107,多个所述止焊口107设于所述倒角105,且相邻的两个止焊口107之间间隔预设距离。止焊口107的作用在于使焊缝在止焊口107处断开,避免焊缝过长造成焊接质量低,保证焊缝设计疲劳等级。焊缝设计疲劳等级与焊缝长度相关,对于非直接承载的钢材基体焊缝,长度50mm以下焊缝的设计疲劳等级为80,长度50mm以上的钢材基体焊缝,设计疲劳等级则降至50~70。在一个实施例中,止焊口107可以每隔50mm设置,或者小于50mm设置。此外,止焊口107的棱边可以设置倒圆。
43.请参考图5至图7,图5所示为焊块10的受力示意图。图6为本技术的焊块10的焊缝的应力分布图。图7为现有焊块的焊缝的应力分布图。
44.从图6和图7可知,本技术的焊块10在焊缝处的最大应力为19996n,现有焊块在焊缝处的最大应力为20249n,通过开设凹槽103,本技术中焊块10在焊缝处的最大应力较现有焊块的焊缝处的最大应力下降了1.2%,应力集中现象得到缓解。
45.以上所述仅为本技术的较佳实施例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1