用于定位激光加工设备的加工头的方法以及相关的激光加工设备和计算机程序产品与流程
1.本发明涉及一种用于在加工工件时定位激光加工设备的加工头的方法。本发明还涉及一种适合于执行该方法的激光加工设备以及一种相关的计算机程序产品。
2.该方法借助可运动的、尤其可旋转的工件更换器来实现,通过该工件更换器使工件相继地运动到加工位置中,其中,通过工件更换器的运动,经加工的工件由加工位置离开运动,而待加工的下一个工件运动到该加工位置中。加工头的定位具有以下步骤中的至少一个步骤:
3.a)使加工头从经加工的工件运动离开,
4.b)使加工头相对于待加工的工件定向,
5.c)使加工头朝向待加工的工件运动。
背景技术:
6.这种方法和相关的激光加工设备是充分已知的,该激光加工设备具有:可运动的加工头,用于加工工件的激光束从该加工头射出;可运动的、尤其是可旋转的工件更换器,用于使工件运动到加工位置中;以及机器控制装置,用于控制工件更换器和加工头的运动。加工头和工件更换器的运动在此按顺序进行,其中,机器要求总是更高的动态性。这对机械装置(齿条、小齿轮、传动机构)和结构(能量链保持器中的缺口)的寿命产生很大影响。
7.将约5.2s(旋转更换器)和5.5s(旋转分度台)的更换时间(定义为从在加工一个工件之后关断激光束直至在待加工的下一个工件处接通激光束)加到例如40s的绝对加工时间或工件运行时间中。在旋转更换器的情况下,在从一个工件过渡到下一个工件时的纯更换运动例如为2.1s。在3.1s的剩余时间内,执行按顺序的步骤链(轴向同步化、加工头从工件移开、加工头枢转、加工头向工件移动等),这能够与旋转分度台/旋转更换器的旋转运动至少部分地同时执行。
技术实现要素:
8.本发明的任务是提供一种用于在工件加工时定位激光加工设备的加工头的方法,在该方法中,减少了在加工工件之间的时长,并且激光加工设备的机械部件不进一步受负载。本发明的任务还在于提供一种适合于执行这种方法的激光加工设备。
9.该任务根据本发明通过一种方法来解决,在该方法中,步骤a)至c)中的至少一个步骤与工件更换器的运动同步或部分同步地进行。特别优选地,所有步骤a)至c)与工件更换器的运动同步地执行。
10.加工头和工件更换器的运动不按顺序地相继进行,由此可以使两个工件的加工之间的更换时间最小化。提高了激光加工设备的生产率。与由现有技术已知的方法相比,通过加工头与工件更换器旋转同时的定位能够节约1.5s至2s的时间。
11.优选地根据工件、工件更换器和加工头的尺寸控制工件更换器和加工头的同步运
动,以便防止加工头与工件更换器或工件的碰撞。
12.在本发明的优选实施方式中,通过激光加工设备的机器控制装置控制工件更换器与加工头的同步运动。通过机器控制装置能够使工件更换器和加工头的运动序列自动化。尤其,工件更换器或者确定工件更换器的旋转或移位运动的轴线能够作为轴线(nc轴线)被包含在用于机器控制装置的程序中。由此可以通过机器控制装置监控工件、工件更换器和加工头可能碰撞的碰撞区域。工件更换器和加工头的运动匹配对工件更换器的调设(尤其顺时针旋转和逆时针旋转)并且被优化。为此,典型地存在两个数字控制程序(nc程序)用于加工工件,这些程序由激光加工设备根据工件更换器的调设来选择。工件、加工头和工件更换器及其用于工件的夹紧装置的尺寸以及工件更换器的调设可以作为参数被接收到数字控制程序中。
13.根据本发明的激光加工设备包括可运动的加工头,从该加工头射出用于加工工件的激光束;可运动的、尤其是可旋转的工件更换器,用于使工件运动到加工位置中;以及机器控制装置,用于控制工件更换器和加工头的运动,其中,该机器控制装置编程为用于执行根据本发明的方法。
14.在激光加工设备的一个实施方式中,工件更换器包括旋转分度台和/或旋转更换器。这能够实现激光加工设备的相对节省空间的构型。
附图说明
15.本发明内容的其它优点和有利构型能够从说明书、附图和权利要求中得出。同样,前面提到的和还进一步列举的特征可以单独地或以任意的组合一起使用。所示的和描述的实施方式不应被理解为穷举,而是具有用于描述本发明的示例性特征。
16.附图示出了:
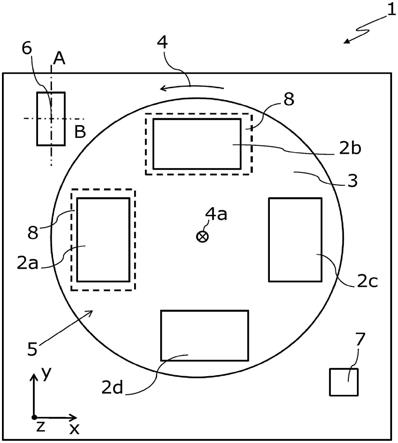
17.图1根据本发明的激光加工设备的示意性示图;和
18.图2根据本发明的用于在工件加工时定位激光加工设备的加工头的方法的示意性示图。
具体实施方式
19.图1示意性地示出用于对夹紧在工件更换器3中的工件2a-2d进行加工的激光加工设备1。工件2a-2d通过工件更换器3沿着运动方向(在此沿着绕着旋转轴线4a的旋转方向4)运动到加工位置5中。在该加工位置5中,工件2a-2d分别被激光束(未示出)加工,尤其在切割过程中,该激光束从加工头6射出。在工件加工之前,加工头6沿着x轴、y轴和z轴朝向待加工的工件2a运动,并且必要时绕着两个水平的枢转轴线a、b枢转,以便将激光束对准加工位置5或对准待加工的工件2a。在工件加工之后,加工头6沿着x轴、y轴和z轴离开待加工的工件2a运动,以便排除与工件更换器3或与工件2a-2d的碰撞。
20.通过工件更换器3沿旋转方向4旋转90
°
,经加工的工件2a从加工位置5离开运动到卸载位置中,并且待加工的下一个工件2b运动到加工位置5中。与工件更换器3旋转90
°
同时(同步)或并行于主时间或者部分地同时或部分地并行于主时间地进行加工头6沿着x轴、y轴和z轴和必要时绕着a轴线和b轴线的运动,以便因此减少两个工件的加工之间的时长并提高激光加工设备的生产率。与非同时运动相比,与工件更换器3旋转同时的加工头6的运
动能够对于每个工件节省约1.5s至2s的时间。
21.为了控制和同步工件更换器3和加工头6的运动,激光加工设备1具有机器控制装置7。该控制如此进行,使得避免相应的工件2a-2d和工件更换器3与加工头6的碰撞。为此,工件更换器3与加工头6在工件2a-2d周围的潜在碰撞区域8中的运动必须彼此精确地协调。
22.在图2中示意性地示出在从经加工的工件2a更换成待加工的下一个工件2b时用于定位加工头6的方法100。对加工头6的定位包括三个步骤101-103,在从经加工的工件2a更换成待加工的下一个工件2b时,这些步骤中的至少一个步骤(然而优选地如图2所示,这些步骤中的所有步骤)与工件更换器3的运动(步骤104)同步或平行于主时间地进行。
23.在第一步骤101中,使加工头6从经加工的工件2a运动离开。
24.在随后的第二步骤102中,将加工头6定向到待加工的下一个工件2b的加工位置上。
25.在接下来的第三步骤103中,使加工头6朝向待加工的工件2b运动,并且然后借助激光束进行工件加工。
26.在未示出的方法变型中,与图2所示的不同,在定位加工头6时,并不执行所有三个步骤101-103,而是仅执行步骤101-103中的一个或两个步骤。因此,在定位加工头6时可以例如仅执行第一步骤101和第二步骤102,即不包括步骤103。
技术特征:
1.一种用于在加工工件(2a-2d)时定位激光加工设备(1)的加工头(6)的方法(100),所述工件借助能运动的、尤其能旋转的工件更换器(3)相继地运动到加工位置(5)中,其中,通过所述工件更换器(3)的运动,经加工的工件(2a)由所述加工位置(5)运动离开,而待加工的下一个工件(2b)运动到所述加工位置(5)中,并且其中,所述加工头(6)的定位包括以下步骤中的至少一个步骤:a)使所述加工头(6)从所述经加工的工件(2a)运动离开,b)使所述加工头(6)运动,以便使激光束定向到所述待加工的下一个工件(2b)上,c)使所述加工头(6)朝向所述待加工的下一个工件(2b)运动,其特征在于,步骤a)至c)中的至少一个步骤与所述工件更换器(3)的运动同步或部分同步地执行。2.根据权利要求1所述的方法,其特征在于,所有步骤a)至c)与所述工件更换器(3)的运动同步或部分同步地执行。3.根据权利要求1或2所述的方法,其特征在于,根据所述工件(2a-2d)、所述工件更换器(3)和所述加工头(6)的尺寸来控制所述工件更换器(3)和所述加工头(6)的同步运动。4.根据前述权利要求中任一项所述的方法,其特征在于,通过所述激光加工设备(1)的机器控制装置(7)来控制所述工件更换器(3)与所述加工头(6)的同步运动。5.一种激光加工设备(1),其具有:能运动的加工头(6),用于加工工件(2a-2d)的激光束从所述加工头射出;能运动的、尤其能旋转的工件更换器(3),用于使工件(2a-2d)运动到加工位置(5)中;和机器控制装置(7),用于控制所述工件更换器(3)和所述加工头(6)的运动,其特征在于,所述机器控制装置(7)编程为用于执行根据前述权利要求中任一项所述的方法。6.根据权利要求5所述的激光加工设备,其特征在于,所述工件更换器(3)包括旋转分度台和/或旋转更换器。7.一种计算机程序产品,该计算机程序产品具有代码单元,当程序在激光加工设备(1)的机器控制装置(7)上运行时,该代码单元适配用于执行根据权利要求1至4中任一项所述的方法的所有步骤。
技术总结
本发明涉及一种用于在加工工件(2a-2d)时定位激光加工设备(1)的加工头(6)的方法(100),所述工件借助可运动的、尤其可旋转的工件更换器(3)相继地运动到加工位置(5)中,其中,通过所述工件更换器(3)的运动,经加工的工件(2a)由所述加工位置(5)运动离开,而待加工的下一个工件(2b)运动到所述加工位置(5)中,根据本发明,步骤a)至c)中的至少一个步骤与所述工件更换器(3)的运动同步或部分同步地执行:a)使所述加工头(6)从所述经加工的工件(2a)运动离开,b)使所述加工头(6)运动,以便使激光束定向到所述待加工的下一个工件(2b)上,c)使所述加工头(6)朝向所述待加工的下一个工件(2b)运动。件(2b)运动。件(2b)运动。
技术研发人员:T
受保护的技术使用者:通快激光与系统工程有限公司
技术研发日:2020.07.28
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1