金属保温杯真空焊接封接工艺的制作方法
1.本发明涉及一种金属保温杯真空焊接封接工艺。
背景技术:
2.目前金属真空保温杯,包活不锈钢真空保温杯、钛真空保温杯等,抽真空和最后的排气口封接步骤都是在真空炉中一同完成的,一般均为使用玻基钎焊剂作为封接材料对排气口进行封接,视情况将真空炉的炉温一直升温至500
‑
700度,并保温数个小时,完成封接后冷却炉温,最终完成整个生产过程。现有的这种生产工艺所用的玻基钎焊剂需要专门配置及购买,成本较高,包含的重金属对环境不太友好。另外,玻基钎焊剂的导电性差,目前保温杯表面的喷涂工艺,会有大部分使用静电喷塑工艺,玻基钎焊剂的位置因导电性问题,不能吸附塑粉,导致露底,需要使用钢片或硅胶垫8等对黑色的玻基钎焊剂进行遮挡(如图4所示),增加了材料成本和人工成本。
3.申请号为201410323899.0的发明申请公开了一种《保温杯真空焊接工艺》:其首先将含有真空夹层的保温杯上端口焊接好,之后将上述上端口焊接好的保温杯,将其底部朝上放入真空容器中,利用真空容器抽真空,再用激光焊机透过光学玻璃将保温杯下端口焊接好,再利用真空容器排真空,最后取出真空容器内的保温杯。其主要成果是取消了封口材料的使用,直接在真空环境中焊接杯底的下端口(也即排气口);由于需要焊接的下端口边缘之间存在空间的间断,因而该技术方案对焊接工艺要求很高,成品率低。
4.申请号为201980010797.4的发明申请公开了一种《用于形成真空绝热容器的方法和系统》:其在所述容器的任何表面中形成一个或多个开口,在真空环境中将上述的“一个或多个开口”进行焊接后封闭,最终形成真空杯体;该技术方案需要对杯体进行另外的开口处理,且需要焊接的开口处边缘仍然存在空间的间断,对焊接工艺、对位等要求很高,普及难度大。
技术实现要素:
5.本发明的目的是提供一种金属保温杯真空焊接封接工艺,不仅大大降低了成本、确保了焊接质量、对环境没有重金属污染,而且大大降低了焊接难度、提高了产品合格率和加工效率。
6.为实现上述目的,本发明采用如下技术方案:一种金属保温杯真空焊接封接工艺,包括如下步骤:步骤一:将杯内壳和杯外壳在杯口处焊接,形成杯体,所述杯内壳和杯外壳之间具有空间;步骤二:将杯体倒置,将一金属块放置于杯外壳底部的排气口处,所述金属块的材质与杯外壳相同且与所述排气口的大小相适配;步骤三:将倒置且放置有金属块的杯体放入真空容器中;步骤四:将真空容器内抽真空;
步骤五:采用电子束焊机进行焊接,将电子束焊机的电子枪设置于真空容器顶部的上方,电子枪发射的电子束透过真空容器顶部的光学玻璃垂直发射至金属块上,当金属块熔化便停止发射电子束,金属块的熔液凝固后封闭排气口;步骤六:将真空容器排真空;步骤七:取出真空容器内的杯体。
7.所述排气口为倒锥形排气口或半圆形排气口,所述金属块为圆球形金属块、或倒锥形金属块、或半圆形金属块。
8.所述排气口为倒锥形排气口,倒锥形排气口的高度为3
±
0.1mm,底部排气孔的直径为0.8
±
0.02mm;所述金属块为圆球形金属块,半径为3
±
0.1mm,倒锥形排气口内部空间容积与圆球形金属块的体积相同。
9.所述步骤四的抽真空包括:第一阶段:a.进行常温抽气,耗时10
‑
15min,此时压强达到1.0
×
10pa;b.将真空容器内的温度加热至200℃,耗时10
‑
20min,此时进行抽气使压强达到1.0
×
10
‑1pa;c.在温度200℃,压强1.0
×
10
‑1pa的条件下保持60min,将杯内壳、杯外壳和金属块材料中吸附、溶解的气体进行释放;第二阶段:d.真空容器内温度加热至390
‑
410℃,耗时10
‑
30min,此时进行抽气使压强达到6.0
×
10
‑3pa;e.在温度390
‑
410℃,压强6.0
×
10
‑3pa的条件下保持10
‑
30min,将置于杯内壳和杯外壳之间所述空间内的吸气剂激活;f.将真空容器内温度加热至520
‑
530℃,耗时10
‑
30min,此时压强达到6.0
×
10
‑3pa。
10.步骤五的所述电子束焊机,其功率为1000w,电子束点射圆球形金属块的时间为2秒。
11.步骤f在温度520
‑
530℃,压强6.0
×
10
‑3pa的条件下保持50
‑
70min,将杯内壳、杯外壳和金属块材料中吸附、溶解的气体进一步释放,释放的气体由已经激活的吸气剂吸收。
12.步骤六的所述排真空包括:g.断电降温,耗时35
‑
55min,将真空容器内温度降至300℃;h.使用空气或风冷的方式将真空容器内的温度将至室温,耗时8
‑
15min。
13.所述光学玻璃为钢化玻璃,该钢化玻璃密封盖设于真空容器的顶部。
14.所述真空容器的顶部设有纵向导轨,横梁可滑动的设置于该纵向导轨上,所述电子枪可滑动的设置于该横梁上。
15.杯体夹具设于真空容器内的固定位置,多个杯体固定在杯体夹具的相应位置,相邻的杯体前后间隔l距离、左右间隔w距离,电子枪的初始位置在第一杯体金属块的正上方,通过控制装置控制电子枪沿横梁每次左右移动距离为w,控制横梁沿纵向导轨每次前后移动距离为l,以实现对不同杯体的焊接定位。
16.一种使用上述的金属保温杯真空焊接封接工艺制成的金属保温杯杯体。
17.与现有技术相比本发明的有益效果是:本发明在真空环境中采用电子束对放置于杯外壳底部排气口处的金属块进行熔焊,使用与杯外壳相同且与所述排气口的大小相适配的熔焊材料,相对于玻基钎焊剂来说:本发明不仅大大降低了焊料成本,而且能够确保焊接质量,尤其是对环境没有重金属污染,焊接处不影响静电喷塑,省去了遮挡露底处的材料成本和人工成本。相对于不使用玻基钎焊剂而直接采用激光焊接来说:本发明采用电子束对放置于杯外壳底部排气口处的金属块进行熔焊,而非对下端口(开口)处边缘进行熔合对接,大大降低了焊接难度,大大提高了产品合格率和加工效率。
18.进一步的有益效果是:焊接定位简单,只要电子束射在金属块上即可(不一定是正中,稍有一些偏离也影响不大),焊接装置可以是滑轨式(也可以是机械手等方式),不用因杯子的大小或高度而频繁调整焊接装置的初始位置,也不需要采用视觉识别等昂贵的技术设备。优选圆球形金属块与倒锥形排气口进行适配,球形封接材料在倒锥形排气口上也可以很好固定,正常生产环境不剧烈震荡也不易溜走,圆球形金属块熔化后的流动性较好,封接性能更好;倒锥形排气口内部空间容积与圆球形金属块的体积相同,使封接后的杯底能够基本平齐。使用空气代替氮气进行冷却降温,可进一步降低成本。
附图说明
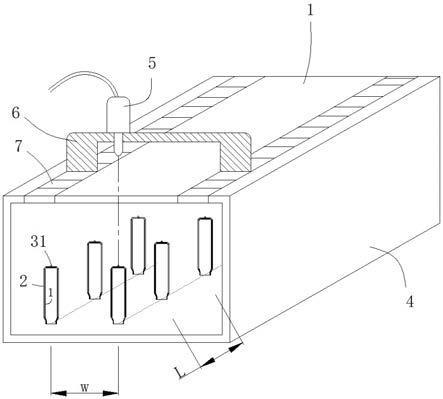
19.图1是本发明的结构示意图;图2是图1中待封接排气口的杯体的结构示意图;图3是倒锥形排气口的一个具体结构示意图;图4是现有技术的杯体的结构示意图。
具体实施方式
20.为了使本发明的技术方案更加清晰,以下结合附图1至4,对本发明进行详细说明。应当理解的是,本说明书中描述的具体实施方式仅仅是为了解释本发明,并不是为了限定本发明的保护范围。
21.本发明是一种金属保温杯真空焊接封接工艺,包括如下步骤:步骤一:将杯内壳1和杯外壳2在杯口处焊接,形成杯体,所述杯内壳1和杯外壳2之间具有空间;步骤二:将杯体倒置,将一金属块放置于杯外壳2底部的排气口处,所述金属块的材质与杯外壳2相同且与所述排气口的大小相适配;步骤三:将倒置且放置有金属块的杯体放入真空容器4中;步骤四:将真空容器4内抽真空;步骤五:采用电子束焊机进行焊接,将电子束焊机的电子枪5设置于真空容器4顶部的上方,电子枪5发射的电子束透过真空容器4顶部的光学玻璃垂直发射至金属块上,当金属块熔化便停止发射电子束,金属块的熔液凝固后封闭排气口,从而在所述杯内壳与所述杯外壳之间形成真空空间;步骤六:将真空容器4排真空;步骤七:取出真空容器4内的杯体。
22.上述步骤中,真空容器4的抽真空及加热均属于现有技术,不再赘述。
23.作为优选,所述排气口为倒锥形排气口3
‑
1或半圆形排气口,所述金属块为圆球形金属块31、或倒锥形金属块、或半圆形金属块。
24.进一步的优选:所述排气口为倒锥形排气口3
‑
1,倒锥形排气口3
‑
1的高度为3
±
0.1mm,底部排气孔的直径为0.8
±
0.02mm;所述金属块为圆球形金属块31,半径为3
±
0.1mm,倒锥形排气口3
‑
1内部空间容积与圆球形金属块31的体积相同。例如,选倒锥形排气口3
‑
1的高度为3mm,底部排气孔的直径为0.8mm,底面处直径为11mm,圆球形金属块31的直径为3mm,此时锥形排气口3
‑
1容积和圆球形金属块31体积均为100mm3左右;熔焊后填充于排气口内的金属块凝块其顶面与杯外壳2的底面平齐或基本平齐。以上尺寸在保证方便生产的同时,也能保证经济性。
25.上述步骤四的抽真空包括:第一阶段:a. 进行常温抽气,耗时10
‑
15min,此时压强达到1.0
×
10pa;b. 将真空容器4内的温度加热至200℃,耗时10
‑
20min,此时进行抽气使压强达到1.0
×
10
‑1pa;c. 在温度200℃,压强1.0
×
10
‑1pa的条件下保持60min,将杯内壳1、杯外壳2和金属块材料中吸附、溶解的气体进行释放;第二阶段:d. 真空容器4内温度加热至390
‑
410℃,耗时10
‑
30min,此时进行抽气使压强达到6.0
×
10
‑3pa;e. 在温度390
‑
410℃,压强6.0
×
10
‑3pa的条件下保持10
‑
30min,将置于杯内壳1和杯外壳2之间所述空间内的吸气剂激活;f. 将真空容器4内温度加热至520
‑
530℃,耗时10
‑
30min,此时压强达到6.0
×
10
‑3pa。
26.作为优选,步骤五的所述电子束焊机,其功率为1000w,电子束点射圆球形金属块31的时间为2秒。
27.作为优选,步骤f在温度520
‑
530℃,压强6.0
×
10
‑3pa的条件下保持50
‑
70min,将杯内壳1、杯外壳2和金属块材料中吸附、溶解的气体进一步释放,释放的气体由已经激活的吸气剂吸收。
28.作为优选,步骤六的所述排真空包括:g. 断电降温,耗时35
‑
55min,将真空容器4内温度降至300℃;h. 使用空气或风冷的方式将真空容器4内的温度将至室温,耗时8
‑
15min。
29.8. 根据权利要求1所述的金属保温杯真空焊接封接工艺,其特征在于:所述光学玻璃为钢化玻璃,该钢化玻璃密封盖设于真空容器4的顶部。
30.作为优选,所述真空容器4的顶部设有纵向导轨7,横梁6可滑动的设置于该纵向导轨7上,所述电子枪5可滑动的设置于该横梁6上。
31.作为优选,杯体夹具设于真空容器4内的固定位置,多个杯体固定在杯体夹具的相应位置,相邻的杯体前后间隔l距离、左右间隔w距离,电子枪5的初始位置在第一杯体金属块的正上方,通过控制装置控制电子枪5沿横梁6每次左右移动距离为w,控制横梁6沿纵向导轨7每次前后移动距离为l,以实现对不同杯体的焊接定位。
32.使用上述金属保温杯真空焊接封接工艺制成的金属保温杯杯体。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1