一种基于激光能场辅助轧制极薄带的方法
1.本发明属于极薄带轧制技术领域,具体涉及一种基于激光能场辅助轧制极薄带的方法。
背景技术:
2.近年来随着微制造、微机电系统等行业的兴起,市场对极薄带产品的需求迅速增长,尤其是机器人、智能制造等高新技术领域对优质极薄带有了更高要求,如用于血管微创伤诊断和手术的血管机器人,以直径为1mm的微马达为驱动器,机身总长度在6mm左右,即将投入试验。重量不到100g、整体结构尺寸小于15.24cm的微型飞行器等。这些尖端领域所需要的微材料、微器件尺寸更小、精度要求更高。
3.极薄带产品生产水平是推动产品微型化、加速产品智能化的关键,但在极薄带冷轧生产过程中,当箔材的厚度减小到一定程度,即使继续增大轧制力轧件厚度不再继续减小,即极薄带存在一个最小可轧厚度。并且冷轧极薄带容易导致轧制辊系发生较大的弹性变形,相关研究表明,当极薄带达到最小可轧厚度时,通常需要轧制数十道次甚至上百道次,这将会导致十分严重的加工硬化现象,从而导致极薄带边裂、边浪等缺陷的出现,降低成材率以及造成原材料与能源的浪费。因此,如何获得厚度极薄、尺寸精度较高、性能稳定的极薄带已成为塑性加工领域的难点问题。
4.热轧可以显著提高金属的塑性,降低金属变形抗力,从而大大减少了金属变形的能量消耗,降低能耗,节约成本。而传统板带加热方式由于升温慢,氧化程度严重等问题不适用于极薄带的生产。
技术实现要素:
5.针对冷轧加工硬化严重和热轧加工加热方式升温慢,氧化程度严重等问题,本发明提供了一种基于激光能场辅助轧制极薄带的方法。
6.为了达到上述目的,本发明采用了下列技术方案:
7.一种基于激光能场辅助轧制极薄带的方法,包括以下步骤:
8.步骤1,准备极薄带,在极薄带轧制生产线上进行穿带,穿带完成后对极薄带的出口和入口施加张力;施加张力的目的是轧制过程中减少泡泡浪、边浪、中浪等板形缺陷的出现;
9.步骤2,在接近多辊轧机入口处设置激光发射器对极薄带施加激光能场,并通过聚焦模组调整激光入射的角度同时提高激光能量,矩形光斑位置调整完毕后固定,打开激光发射器对极薄带进行加热,在收卷器的作用下匀速进入辊缝,实现均匀加热和稳定轧制;
10.步骤3,在多辊轧机入口处设置超声辅助打磨装置,去除由于激光能场的瞬时高温而产生的表面氧化层;
11.步骤4,在多辊轧机出口处设置极薄带清洁装置,冲洗掉极薄带表面的不溶性污染物;
12.步骤5,然后在极薄带清洁装置后设置氮气吹扫装置,对冲洗过的极薄带进行二次清理,以提高轧后极薄带的表面质量;
13.步骤6,然后在极薄带清洁装置后设置烘干装置对极薄带进行烘干;
14.步骤7,通过收卷器对极薄带进行卷取。
15.进一步,所述张力为极薄带材料屈服强度的0.4倍。
16.进一步,所述极薄带的宽度为10
‑
50mm,厚度小于1mm。
17.进一步,所述激光发射器功率为60
‑
6000w连续可调;激光中心波长为1064nm;激光系统的频率范围为0.05
‑
50khz;所述激光系统的焦距为300mm;所产生的激光光斑为1.5mm
×
50mm矩形光斑。
18.进一步,所述极薄带的材质为金属材料材质。
19.进一步,所述极薄带清洁装置为超声振动辅助清洗装置。
20.进一步,所述极薄带宽度不大于激光光斑宽度。
21.进一步,所述烘干的装置还设置有循环风机,在加热管内部实现热风循环。
22.与现有技术相比本发明具有以下优点:
23.激光能场辅助加热具有加热效率高、抗氧化、操作便捷等优点,通过激光器发射激光产生的瞬时能量能在短时间内将常温的极薄带温度提升至几百摄氏度。经激光加热后的极薄带大大降低了金属流变应力,轧制时能有效减小辊系的弹性变形,从而改善板形,此外,更有利于发生再结晶现象从而细化晶粒。
24.本发明在轧制极薄带过程中引入激光能场加热极薄带,提高材料的塑性变形能力,获得厚度更薄的极薄带,当通过激光能场辅助将极薄带加热至再结晶温度以上,热轧过程中发生的动态再结晶现象减轻了轧制过程中产生的加工硬化,抑制了极薄带的边裂与其他缺陷的形成,提高了成材率并改善了极薄带的质量。在轧制极薄带过程中通过激光能场引起极薄带在轧制过程中的热效应,提高金属原子的扩散能力,克服能量壁垒,实现晶粒细化,得到晶粒细小、残余应力微小的极薄带,可用于工业上极薄带的批量生产。
附图说明
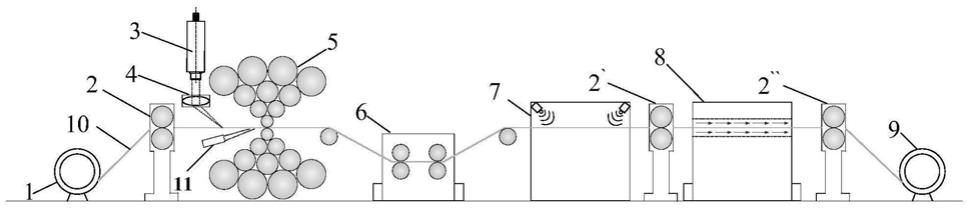
25.图1为激光能场辅助轧制极薄带装置结构示意图;
26.图2为6kw光纤传输激光辅助加热系统细节示意图。
27.图中:1—开卷机,2,2’,2”—导向辊,3—激光发射器,4—聚焦模组,5—多辊轧机,6—极薄带清洁装置,7—氮气吹扫装置,8—烘干装置,9—卷取机,10—极薄带,11—超声辅助打磨装置,12—控制柜,13—电线,14—稳压电源,15—激光器,16—冷水机,17—机械臂,18—机械臂工作台,19—光纤。
具体实施方式
28.实施例1
29.如图1所示,本发明的激光能场辅助轧制极薄带装置包括两部分,极薄带轧制生产线与激光能场辅助系统,其中激光能场辅助系统处于极薄带轧制生产线的多辊轧机入口侧上方。
30.极薄带轧制生产线包括开卷机1,导向辊2,2’,2”(导向辊用于调整极薄带的前进
方向并起到传送的作用),激光发射器3,聚焦模组4(聚焦模组主要作用为提高激光能量、调整激光入射角度),多辊轧机5,极薄带清洁装置6,氮气吹扫装置7,烘干装置8,收卷器9,超声辅助打磨装置11。
31.激光发射器上设置有激光能场辅助系统包括控制柜11,电线12,稳压电源13,激光器14,冷水机15,机械臂16,机械臂工作台17,光纤18。
32.多辊轧机也可采用十二辊轧机、二十辊轧机、三十辊轧机、三十二辊轧机等多辊轧机;
33.实施例2
34.本实施例采用宽度为50mm,厚度为0.05mm的304不锈钢作为极薄带,屈服强度为276mpa,烘干装置为烘干烤箱,多辊轧机采用二十辊轧机;
35.通过实施例1的装置以及一种基于激光能场辅助轧制极薄带的方法,包括以下步骤:
36.步骤1,将极薄带在极薄带轧制生产线上进行穿带,穿带完成后对极薄带的出口和入口施加张力;开卷机施加后张力,收卷器施加前张力,合适的张力可以减少边浪、泡泡浪等表面缺陷并提高极薄带的塑性成形能力,促进金属沿轧向的流动;根据材料的屈服强度,最终确定施加的张力大小为70mpa;
37.步骤2,在接近多辊轧机入口处设置激光发射器对极薄带施加激光能场,激光发射器的功率调整至6kw,激光中心波长为1064nm;激光系统的频率为50khz;所述激光系统的焦距为300mm;所产生的激光光斑为1.5mm
×
50mm矩形光斑;并通过聚焦模组调整激光入射的角度同时提高激光能量,待矩形光斑位置稳定打在304不锈钢带表面后进行固定,打开激光器对极薄带进行快速加热,加热温度为600℃,同时被加热的304不锈钢极薄带在收卷器的作用下匀速进入辊缝,实现均匀加热;轧制完成后测量304不锈钢极薄带厚度,厚度为0.03mm;
38.步骤3,在多辊轧机入口处设置超声辅助打磨装置,去除由于激光能场的瞬时高温而产生的表面氧化层;
39.步骤4,去除表明氧化层后在设置极薄带清洁装置,向304不锈钢极薄带表面喷射清洁液,流速不小于1.5m/s,冲洗掉极薄带表面的不溶性污染物;向极薄带表面喷射清洁液,初步冲洗掉附着在极薄带表面的金属颗粒物并去除极薄带表面不溶性污物;
40.步骤5,然后在极薄带清洁装置后设置氮气吹扫装置,氮气吹扫装置以氮气为介质,经过空压机加压至0.7mpa后,对极薄带表面进行吹扫。并保证足够的进气量,吹扫气体的流动速率最小不低于20m/s,对冲洗过的极薄带进行二次清理;
41.步骤6,然后在极薄带清洁装置后设置烘干装置对极薄带进行烘干;极薄带在导向辊的引导下进入烤箱的加热管中,并通过循环风机产生的热气流在烤箱内部实现热风循环,热气流平均流速大于20m/s,平均温度为100℃左右,对极薄带进行烘干;
42.步骤7,烘干的同时在卷取机的作用下将轧后304不锈钢极薄带卷取打捆进行卷取。
43.最终在激光辅助能场的有效作用下,304不锈钢极薄带成功由0.05mm轧制到0.02mm,与未施加激光辅助能场的普通冷轧相比,该轧制技术提高了304不锈钢极薄带的塑性变形能力,热轧过程中发生的动态再结晶现象有效减轻了304不锈钢极薄带轧制过程中
产生的加工硬化,抑制了304不锈钢极薄带的边裂与其他缺陷的形成,提高了304不锈钢极薄带的成材率并明显改善了该种极薄带的质量。
44.本发明说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。尽管上面对本发明说明性的具体实施方式进行了描述,以便于本技术领的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1