钢管组装加工的控制系统的制作方法
1.本发明涉及钢管加工领域,尤其是钢管组装加工的控制系统。
背景技术:
2.钢管的端头处设有外螺纹,管套内设有内螺纹,在进行钢管与管套组装加工的时候,需要将管套预拧在钢管端头。但是现有的钢管与管套的安装效率较低。
技术实现要素:
3.本发明要解决的技术问题是:为了解决背景技术中描述的技术问题,本发明提供了一种钢管组装加工的控制系统。通过管套水平输送机构将管套传送至取件工位。通过管套打标机构对管套打标,通过标记检测机构检测管套上是否已经打标。通过钢管放置箱配合可升降的卡紧板来锁紧钢管。通过管套抓取安装机构抓取管套来拧在钢管端头。本申请提高了钢管组装管套的效率。
4.本发明解决其技术问题所采用的技术方案是:
5.一种钢管组装加工的控制系统,包括管套水平输送机构、管套治具、管套打标机构、标记检测机构、管套抓取安装机构、钢管放置箱、放置箱水平移动机构、卡紧板、卡紧板升降气缸、钢管支撑层板,所述管套打标机构、标记检测机构、管套抓取安装机构位于管套水平输送机构上方,管套水平输送机构的滑座上固定有管套治具,管套水平输送机构一端设有放置箱水平移动机构,放置箱水平移动机构的滑座上固定有钢管放置箱,钢管放置箱内由上到下固定有数个钢管支撑层板,卡紧板升降气缸的缸体固定在钢管放置箱顶端,卡紧板升降气缸的活塞杆上固定有卡紧板,卡紧板滑配连接在钢管放置箱内,卡紧板与钢管支撑层板相互垂直,钢管支撑层板上设有钢管定位槽,卡紧板上设有数个由上到下排列的腰形孔,卡紧板底端设有u形槽。
6.具体地,所述管套水平输送机构由水平滑台、水平线性模组一组成,水平线性模组一的缸体固定在水平滑台内,水平线性模组一的滑座固定在管套治具底部,管套治具滑配连接在水平滑台的台面上。
7.具体地,所述管套打标机构为激光打标机。
8.具体地,所述标记检测机构为ccd相机。
9.具体地,所述管套抓取安装机构由升降线性模组、旋转气缸、单杆电缸、电机、夹爪组成,旋转气缸的缸体固定在升降线性模组的滑座上,旋转气缸的输出轴固定在单杆电缸的缸体上,单杆电缸活塞杆上固定有电机,电机的输出轴上固定有夹爪。
10.具体地,所述单杆电缸的缸体上固定有ccd相机一。
11.具体地,所述钢管放置箱的背板上固定有数个由上到下依次排列的传感器。
12.具体地,所述放置箱水平移动机构为水平线性模组。
13.本发明的有益效果是:本发明提供了一种钢管组装加工的控制系统。通过管套水平输送机构将管套传送至取件工位。通过管套打标机构对管套打标,通过标记检测机构检
测管套上是否已经打标。通过钢管放置箱配合可升降的卡紧板来锁紧钢管。通过管套抓取安装机构抓取管套来拧在钢管端头。本申请提高了钢管组装管套的效率。
附图说明
14.下面结合附图和实施例对本发明进一步说明。
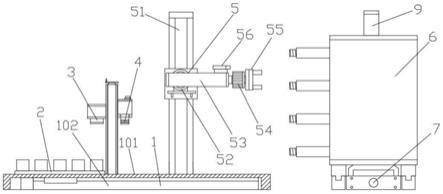
15.图1是本发明的结构示意图;
16.图2是本发明的钢管放置箱内部的结构示意图;
17.图3是本发明的卡紧板的结构示意图;
18.图中1.管套水平输送机构,2.管套治具,3.管套打标机构,4.标记检测机构,5.管套抓取安装机构,6.钢管放置箱,7.放置箱水平移动机构,8.
19.卡紧板,9.卡紧板升降气缸,10.钢管支撑层板,11.腰形孔,12.u形槽,13.传感器,51.升降线性模组,52.旋转气缸,53.单杆电缸,54.电机,
20.55.夹爪,56.ccd相机一,101.水平滑台,102.水平线性模组一。
具体实施方式
21.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
22.图1是本发明的结构示意图,图2是本发明的钢管放置箱内部的结构示意图,
23.图3是本发明的卡紧板的结构示意图。
24.一种钢管组装加工的控制系统,包括管套水平输送机构1、管套治具2、管套打标机构3、标记检测机构4、管套抓取安装机构5、钢管放置箱6、放置箱水平移动机构7、卡紧板8、卡紧板升降气缸9、钢管支撑层板10,所述管套打标机构3、标记检测机构4、管套抓取安装机构5位于管套水平输送机构1上方,管套水平输送机构1的滑座上固定有管套治具2,管套水平输送机构1一端设有放置箱水平移动机构7,放置箱水平移动机构7的滑座上固定有钢管放置箱6,钢管放置箱6内由上到下固定有数个钢管支撑层板10,卡紧板升降气缸9的缸体固定在钢管放置箱6顶端,卡紧板升降气缸9的活塞杆上固定有卡紧板8,卡紧板8滑配连接在钢管放置箱6内,卡紧板8与钢管支撑层板10相互垂直,钢管支撑层板10上设有钢管定位槽,卡紧板8上设有数个由上到下排列的腰形孔11,卡紧板8底端设有u形槽12。
25.管套水平输送机构1由水平滑台101、水平线性模组一102组成,水平线性模组一102的缸体固定在水平滑台101内,水平线性模组一102的滑座固定在管套治具2底部,管套治具2滑配连接在水平滑台101的台面上。
26.管套打标机构3为激光打标机。
27.标记检测机构4为ccd相机。
28.管套抓取安装机构5由升降线性模组51、旋转气缸52、单杆电缸53、电机54、夹爪55组成,旋转气缸52的缸体固定在升降线性模组51的滑座上,旋转气缸52的输出轴固定在单杆电缸53的缸体上,单杆电缸53活塞杆上固定有电机54,电机54的输出轴上固定有夹爪55。
29.升降线性模组51可以驱使夹爪55上下直线移动,旋转气缸52可以驱使夹爪55摆动,单杆电缸53可以驱使夹爪55直线移动,电机54可以驱使夹爪55旋转,从而实现夹爪55夹住管套后旋拧在钢管端头。
30.单杆电缸53的缸体上固定有ccd相机一56。ccd相机一56可以帮助夹爪55对准不同的钢管,使得旋拧管套更加精准。
31.钢管放置箱6的背板上固定有数个由上到下依次排列的传感器13。
32.放置箱水平移动机构7为水平线性模组。
33.接合附图1、附图2和附图3所示,首先管套水平输送机构1的水平线性模组一102驱使管套治具2移动至上料工位,将数个管套放入管套治具2内。然后将管套治具2往前水平移动至管套打标机构3下方,逐一在管套端面打标。接着再移动至标记检测机构4下方,逐一检测管套是否已经打标,标记检测机构4将管套的打标图像信息传输给控制机,由控制机判断该管套是否达标。
34.放置箱水平移动机构7将钢管放置箱6移动至上料工位,然后将钢管放入钢管放置箱6内,钢管置于钢管支撑层板10上往内水平移动,钢管穿过卡紧板8的腰形孔11后,钢管端头接触到钢管放置箱6的背板上,背板上的传感器13接触到钢管端头之后,就将信号传送给控制机,控制机判断钢管放置到位。接着卡紧板升降气缸9驱使卡紧板8下移,直到卡紧板8上的腰形孔11将穿过腰型孔11的钢管压紧定位,而u形槽12则压紧最底部的钢管。放置箱水平移动机构7将装载了钢管的钢管放置箱6往前水平移动至安装工位,接着管套抓取安装机构5将管套治具2上的管套逐一抓起后,逐一拧紧在钢管放置箱6内的钢管的螺纹端头处。
35.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1