一种摇臂焊接系统及方法与流程
1.本发明涉及焊接设备技术领域,特别是涉及一种摇臂焊接系统及方法。
背景技术:
2.在日常生活中,随处可见带有摆动或旋转功能的电风扇、灯光、显示器等,因其支架配置有多个自由度,使得设备在使用过程中能够更加灵活,焊接领域中的摇臂焊接设备也具备这一特点,因此在使用过程中,摇臂焊接设备能够更加灵活的对工件进行焊接。
3.现今市面上常见的摇臂焊接设备,大多采用一对一的焊接方式,即一台摇臂焊接设备对应一台转台设备,在转台设备上的待焊接工件进行替换时,摇臂焊接设备便会处于等待状态,此时设备空置,降低了工件的焊接效率;且一般情况下,每台摇臂焊接设备都有独立、对应的控制器实现控制,也造成了相应的资源浪费。
4.综上,现有技术中的摇臂焊接设备存在焊接效率低,资源浪费大的技术问题。
技术实现要素:
5.鉴于以上现有技术的缺点,本发明的目的在于提供一种摇臂焊接系统及方法,用于解决现有技术存在的摇臂焊接设备焊接效率低,资源浪费大的技术问题。
6.为实现上述目的及其他相关目的,本发明提供一种摇臂焊接系统,其中,包括:
7.多个焊接装置,沿水平方向间隔设置;
8.多个转台装置,均匀设置于所述焊接装置的两侧,且与所述焊接装置呈交错设置,分别用于固定一待焊接工件;
9.第一控制器,与所述转台装置通讯连接,用于生成第一控制指令以控制所述转台装置的转动;
10.第二控制器,与所述第一控制器和所述焊接装置通讯连接,用于根据所述第一控制指令生成第二控制指令,以控制所述焊接装置焊接所述转台装置上的待焊接工件。
11.于本发明的一实施方式中,所述转台装置包括:
12.底座;
13.转盘,与所述底座转动连接;
14.工件托盘,固定设置在所述托盘远离所述底座的一侧的中心处;
15.收紧装置,设置在所述转盘远离所述底座的一侧,并与所述转盘相连接;
16.电机,与所述第一控制器通讯连接,相邻设置于所述底座边,并连接至所述转盘。
17.于本发明的一实施方式中,所述第一控制指令控制所述电机的转速。
18.于本发明的一实施方式中,所述收紧装置包括:
19.定位装置,呈管状,环绕所述工件托盘并与所述转盘相连接,均匀穿设有多个定位孔;
20.多个伸缩装置,均匀设置在所述转盘上,分别安装有可伸缩的固定杆,多个所述固定杆分别穿过所述定位孔以固定所述待焊接工件。
21.于本发明的一实施方式中,所述焊接装置包括:
22.滑动底板;
23.立柱,固定设置在所述滑动底板上;
24.位置控制装置,设置在所述立柱远离所述滑动底板的一端,并于所述立柱转动连接;
25.焊接机头,设置在所述位置控制装置上,并与所述位置控制装置相连接。
26.于本发明的一实施方式中,所述位置控制装置包括:
27.旋转组件,套设在所述立柱远离所述滑动底板的一端,并与所述立柱转动连接;
28.第一滑动组件,设置在所述旋转组件上,并随着所述旋转组件转动;
29.第二滑动组件,设置在所述第一滑动组件上,并随着所述第一滑动组件在第一方向上滑动;
30.所述焊接机头设置在所述第二滑动组件上,并随着所述第二滑动组件在第二方向上滑动;
31.多个驱动器,与所述第二控制器通讯连接,分别与所述旋转组件、所述第一滑动组件和所述第二滑动组件相连接,用于根据所述第二控制指令驱动所述旋转组件、所述第一滑动组件和所述第二滑动组件,以控制所述焊接机头的位置。
32.于本发明的一实施方式中,所述第二滑动组件上设置有:
33.夹持器,用于夹持所述焊接机头;
34.夹持控制器,与所述第二控制器通讯连接,并与所述夹持器连接,用于根据所述第二控制指令控制对所述焊接机头的夹紧或放松。
35.于本发明的一实施方式中,所述第二控制指令控制多个所述驱动器的驱动状态和所述夹持控制器的控制状态。
36.于本发明的一实施方式中,还包括:
37.显示器,与所述第一控制器和所述第二控制器通讯连接,用于通过人机交互界面接收来自操作人员向所述第一控制器、所述第二控制器的输入,以及向操作人员显示来自所述第一控制器、所述第二控制器的反馈。
38.本发明还公开了一种摇臂焊接方法,包括:
39.将多个待焊接工件分别固定在转台装置上;
40.通过第一控制器生成第一控制指令,控制固定有所述待焊接工件的所述转台装置转动;
41.通过第二控制器生成第二控制指令,多个焊机装置根据接收到的第二控制指令分别焊接对应的所述待焊接工件。
42.如上所述,本发明提供的一种摇臂焊接系统及方法,具有以下有益效果:
43.本发明提供的一种摇臂焊接系统及方法能够通过一个第一控制器同时控制多个转台装置,通过一个第二控制器同时控制多个焊接装置,多个焊接装置可以同时对一个转台装置上的待焊接工件进行焊接,也可以同时对多个转台装置上的待焊接工件分别进行焊接,大大提高了摇臂焊接设备的焊接效率,节约了工件焊接的时间,同时也节省了人工成本,降低了车间工人的劳动强度。
附图说明
44.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
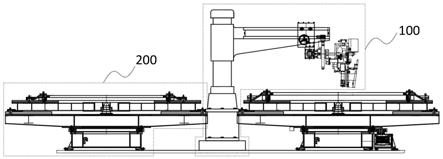
45.图1显示为本发明的摇臂焊接系统于一实施例中的实施示意图。
46.图2显示为本发明的摇臂焊接系统于一实施例中的俯视示意图。
47.图3显示为本发明的摇臂焊接系统于一实施例中的侧视示意图。
48.图4显示为本发明的摇臂焊接方法的流程示意图。
49.元件标号说明
50.100焊接装置;
51.200转台装置;
52.110液压升降件;
53.120立柱;
54.130位置控制装置;
55.140焊接机头;
56.131旋转组件;
57.132第一滑动组件;
58.133第二滑动组件;
59.210底座;
60.220转盘;
61.230工件托盘;
62.240收紧装置;
63.250电机;
64.241定位装置;
65.242定位孔;
66.243伸缩装置;
67.244固定杆。
具体实施方式
68.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
69.请参阅图1至图4。须知,本说明书所附图式所绘示的结构,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
70.当实施例给出数值范围时,应理解,除非本发明另有说明,每个数值范围的两个端点以及两个端点之间任何一个数值均可选用。除非另外定义,本发明中使用的所有技术和科学术语与本技术领域的技术人员对现有技术的掌握及本发明的记载,还可以使用与本发明实施例中所述的方法、设备、材料相似或等同的现有技术的任何方法、设备和材料来实现本发明。
71.请参阅图1,显示为本发明一实施例中摇臂焊接系统的实施示意图。如图1所示,该实施例中的一种摇臂焊接系统包括相互独立的两个焊接装置100和相互独立的两个转台装置200,其中,两个焊接装置100之间存在有一间隙,两个转台装置200设置在上述间隙内,且相对两个焊接装置100为对称设置,待焊接工件能够固定在任一转台装置200上,并能够随时进行更换,焊接装置100能够对任一转台装置200上的待焊接装置进行焊接,当转台装置200旋转时,固定在转台装置200上的待焊接工件被带动旋转;第一控制器(图中未标出)与转台装置200通讯连接,通过生成第一控制指令控制装载有待焊接工件的转台装置200转动;第二控制器(图中未标出)与第一控制器和焊接装置100通讯连接,第二控制器能够根据第一控制指令生成第二控制指令,并发送给焊接装置100,以控制焊接装置100对转台装置200上的待焊接工件进行焊接;当两个转台装置200均装载有待焊接工件时,第一控制器生成两个第一控制指令,并分别发送给两个转台装置200,以分别控制两个转台装置200的转动,第二控制器根据两个第一控制指令生成两个第二控制指令,并分别发送给两个焊接装置100,两个焊接装置100根据接收到的第二控制指令,对相应的转台装置200上的待焊接工件进行焊接,此时可能出现两个焊接装置100对一个转台装置200上的待焊接工件进行焊接,或是两个焊接装置100对两个转台装置200上的待焊接工件分别进行焊接;第一控制器、第二控制器和焊接装置100、转台装置200所需的线路均隐藏设置于一配电箱内。
72.优选的,本实施例中的第一控制器和第二控制器可以为可编程控制器,例如西门子1500系统可编程控制器。
73.请参阅图2、图3,转台装置200包括:
74.底座210;
75.转盘220,与底座210转动连接;
76.工件托盘230,固定设置在托盘220远离底座210的一侧的中心处;
77.收紧装置240,设置在转盘220远离底座210的一侧,并与转盘220相连接;
78.电机250,与第一控制器通讯连接,相邻设置于底座210边,并连接至转盘220。
79.优选的,本实施例中的转盘220和工件托盘230的形状为圆形,且工件托盘230的直径小于转盘220的直径;待焊接工件置于工件托盘230的中心处;收紧装置240通过夹紧待焊接工件的方式实现待焊接工件的固定;电极250可以为直流电机,通过控制自身的转速,能够控制为转盘220转动提供的动力,以控制转盘220的转动速度。
80.具体的,第一控制指令控制电机250的转速。
81.优选的,第一控制器与电机250通过网络通讯连接,第一控制器向电机250发送生成的第一控制指令,电机250根据第一控制指令控制自身转速,从而控制转盘220的转速,进而达到控制待焊接工件的转速的目的。
82.请参阅图2、图3,收紧装置240包括:
83.定位装置241,呈管状,环绕工件托盘230并与转盘220相连接,均匀穿设有多个定
位孔242;
84.多个伸缩装置243,均匀设置在转盘220上,分别安装有可伸缩的固定杆244,多个固定杆244分别穿过定位孔242以固定待焊接工件。
85.优选的,本实施例中的定位装置241以转盘220的中心为管体内直径的圆心,且内直径大于工件托盘230的直径,当定位装置241固定在转盘220上时,工件托盘230被定位装置241的管体环绕,当待焊接工件置于工件托盘230上时,同时也置于定位装置241的管内;多个定位孔242均匀开设在定位装置241的管壁上,定位孔242的位置与伸缩装置243的位置相对应;伸缩装置243呈长条状,且一端固定在转盘220的边缘处,另一端安装有固定杆244,并朝向转盘220的中心;在本实施例中,在转盘220上均匀设置有八个伸缩装置243,每根伸缩装置243的夹角呈45
°
,八根固定杆244从八个方向分别穿过多个定位孔242抵紧待焊接工件。
86.请参阅图2、图3,焊接装置100包括:
87.滑动底板110;
88.立柱120,固定设置在滑动底板110上;
89.位置控制装置130,设置在立柱120远离滑动底板110的一端,并于立柱120转动连接;
90.焊接机头140,设置在位置控制装置130上,并与位置控制装置130相连接。
91.优选的,在本实施例中,滑动底板110为一扁平的长方体;每个焊接装置100中的立柱120都固定在远离另一焊接装置100的一端,立柱120可以通过添加增高柱的方式进行增高,以适应不同种类的待焊接工件,例如锥法兰、转子基座等,优选的,立柱120的高度范围可以处于200mm~2100mm之间;两个立柱120距离两个转盘220的中心的距离相等;位置控制装置130能够带动焊接机头140移动,以调整焊接机头140的位置。
92.优选的,本实施例中的滑动底板110和立柱120可以通过将z3080摇臂钻床进行改造得到,这样既可以减少本发明中的焊接装置100的制作成本,又缩短了设备制造时间;在此基础上,在z3080摇臂钻床的滑动底板的下导轨处增加两个滚轮,用于将原来的滑动摩擦变为滚动摩擦,以防止因为位置控制装置130和焊接机头140过重,而造成机头偏载。
93.请参阅图2、图3,位置控制装置130包括:
94.旋转组件131,套设在立柱120远离滑动底板110的一端,并与立柱120转动连接;
95.第一滑动组件132,设置在旋转组件131上,并随着旋转组件131转动;
96.第二滑动组件133,设置在第一滑动组件132上,并随着第一滑动组件132在第一方向上滑动;
97.焊接机头140设置在第二滑动组件133上,并随着第二滑动组件133在第二方向上滑动;
98.多个驱动器(图中未标出),与第二控制器通讯连接,分别与旋转组件131、第一滑动组件132和第二滑动组件133相连接,用于根据第二控制指令驱动旋转组件131、第一滑动组件132和第二滑动组件133,以控制焊接机头140的位置。
99.优选的,在本实施例中,立柱120上远离滑动底板110的一侧可以设置一段直径较小的柱体,旋转组件131套设在该柱体上,该柱体的长度即为旋转组件131相对立柱120上下移动的移动范围;旋转组件131可以通过液压系统来控制和立柱120的夹紧放松,以此实现
位置控制装置130的转动和固定;第一滑动组件132固定在筒状的旋转组件131上,具有平行转盘220所在平面的长条形的轨道,第二滑动组件133滑动设置在该轨道上,可以随着第一滑动组件132远离或接近立柱120,第二滑动组件133具有垂直转盘220所在平面的长条形轨道,焊接机头140滑动设置在该轨道上,可以随着第一滑动组件133远离或接近转盘220。
100.优选的,第二滑动组件133上设置有:
101.夹持器(图中未标出),用于夹持焊接机头140;
102.夹持控制器(图中未标出),与第二控制器通讯连接,并与夹持器连接,用于根据第二控制指令控制对焊接机头140的夹紧或放松。
103.在本实施例中,第二滑动组件133和焊接机头140还可以通过卡扣卡接,铆接等方式实现连接,本发明对第二滑动组件133和焊接机头140的连接方式不做限定,但均应包含在保护范围内。
104.具体的,第二控制指令控制多个驱动器的驱动状态和夹持控制器的控制状态。
105.第二控制器与多个驱动器、夹持控制器网络通讯连接,并分别输出多个第二控制指令,驱动器根据接收到的第二控制指令分别驱动旋转组件131、第一滑动组件132和第二滑动组件133,以最终控制焊接机头140的位置,驱动器的驱动状态即对旋转组件131、第一滑动组件132和第二滑动组件133的驱动情况;当工作人员想要替换焊接机头140时,可以通过第二控制器输出第二控制指令至夹持控制器,夹持控制器松开焊接机头140,工作人员从而能够将焊接机头140轻松取下,夹持控制器的控制状态即对夹持器夹紧、放松的控制情况。
106.优选的,本实施例中的摇臂焊接系统还包括:
107.显示器(图中未标出),与第一控制器和第二控制器通讯连接,用于通过人机交互界面接收来自操作人员向第一控制器、第二控制器的输入,以及向操作人员显示来自第一控制器、第二控制器的反馈。
108.优选的,本实施例中的显示屏可以为触摸屏,例如西门子触摸屏,能够根据工艺要求显示各种图形及数据信息,电机250的转速可以通过plc编程转化为线速度,并显示在显示屏上;另外,工作人员也能够在人机交互界面输入需要的线速度,该线速度通过程序转换为电机250的转速,随后该转速由第二控制器生成相应的第二控制指令并发送给电机250,电机250根据第二控制指令控制转速直到达到该线速度对应的转速。
109.优选的,本实施例中的显示屏还可以在人机交互界面设置加减速按键,速度显示为加速度,工作人员通过该加减速按键可以实现对电机250的无级调速。
110.请参阅图4,在本发明中,还提供了一种摇臂焊接方法,适用于上述摇臂焊接系统,则该摇臂焊接方法包括:
111.步骤s10、将多个待焊接工件分别固定在转台装置200上;
112.步骤s20、通过第一控制器生成第一控制指令,控制固定有待焊接工件的转台装置200转动;
113.步骤s30、通过第二控制器生成第二控制指令,多个焊机装置100根据接收到的第二控制指令分别焊接对应的待焊接工件。
114.如上所述,本发明提供的一种摇臂焊接系统及方法,具有以下有益效果:
115.本发明提供的一种摇臂焊接系统及方法能够通过一个第一控制器同时控制多个
转台装置,通过一个第二控制器同时控制多个焊接装置,多个焊接装置可以同时对一个转台装置上的待焊接工件进行焊接,也可以同时对多个转台装置上的待焊接工件分别进行焊接,大大提高了摇臂焊接设备的焊接效率,节约了工件焊接的时间,同时也节省了人工成本,降低了车间工人的劳动强度。
116.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1