用于控制焊接参数命令限值的系统和方法与流程
用于控制焊接参数命令限值的系统和方法
1.相关申请的交叉引用
2.本技术特此要求于2020年3月30日提交的名称为“systems and methods for control of welding parameter command value limits[用于控制焊接参数命令限值的系统和方法]”的美国临时申请序列号63/002,000的优先权和权益。美国临时申请序列号63/002,000出于所有目的通过引用以其全文并入本文。
背景技术:
[0003]
常见的金属焊接技术利用电弧作用产生的热量将工件转变为熔化状态以促进焊接过程。采用这种电弧作用原理的一种技术是送丝焊接。如果适当调节焊接装置,则送丝进给和电弧作用循环将平稳地进行,从而提供良好的焊缝。
[0004]
传统上,在焊接操作期间,操作者选择提供给焊接位置的资源的级别和类型,这取决于焊接的细节和所焊接的材料。然而,不同种类的焊丝电极在焊接装置的不同操作设置下表现良好。
[0005]
常规上,焊接输出在焊接操作期间可能变化很大。如果操作者在操作期间未连续地监测和/或调节输出,则焊接质量可能会受到影响。
技术实现要素:
[0006]
提供了所公开的示例电力供应器、用户界面和方法,以用于对焊接参数命令限值进行控制。所公开的系统和方法提供了用于输入和/或接收与焊接电源和/或送丝器相关联的多个焊接参数的命令值上限和命令值下限的工具(例如,用户界面、焊接方案、网络接口等)。命令值上限和命令值下限对应于相应焊接参数的操作范围,使得在焊接操作期间,在锁定模式下由命令值上限和命令值下限来界定焊接参数命令值。
附图说明
[0007]
当参照附图阅读以下详细说明时,本公开内容的这些和其他特征、方面和优点将得到更好的理解,贯穿各个附图,类似的附图标记表示类似的零件,在附图中:
[0008]
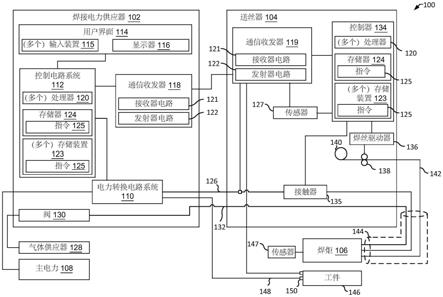
图1a是根据本公开内容的各方面的示例焊接系统的示意图,该示例焊接系统包括电力供应器,该电力供应器具有用于实施对焊接参数命令值范围的自动控制的用户界面。
[0009]
图1b是根据本公开内容的各方面的另一示例焊接系统的示意图,该另一示例焊接系统包括送丝器,该送丝器具有用于实施对焊接参数命令值范围的自动控制的用户界面。
[0010]
图1c是根据本公开内容的各方面的另一示例焊接系统的示意图,该另一示例焊接系统包括连接至焊接电力供应器和/或送丝器以实施对焊接参数命令值范围的自动控制的用户界面。
[0011]
图2提供了根据本公开内容的各方面的显示焊接参数命令限值的示例图形用户界面。
[0012]
图3提供了根据本公开内容的各方面的显示焊接参数命令限值的另一示例图形用
户界面。
[0013]
图4提供了根据本公开内容的各方面的表示示例机器可读指令的流程图,这些示例机器可读指令可以由图1a至图1c的示例系统执行以实施针对焊接过程的焊接参数的限值选择。
[0014]
图5提供了根据本公开内容的各方面的表示示例机器可读指令的另一流程图,这些示例机器可读指令可以由图1a至图1c的示例系统执行以实施针对焊接过程的焊接参数的限值选择。
[0015]
附图不一定按比例绘制。在适当情况下,相似或相同的附图标记用于表示相似或相同的部件。
具体实施方式
[0016]
提供了所公开的示例电力供应器、用户界面和方法,以用于输入和/或接收与焊接电源和/或送丝器相关联的多个焊接参数的命令值上限和命令值下限。在一些示例中,命令值上限和命令值下限对应于相应焊接参数的命令值范围,使得在焊接操作期间,在锁定模式下由命令值上限和命令值下限来界定命令的焊接值(例如,目标输出值或指定输出值)。设置命令值上限和命令值下限,使得在锁定模式激活时由命令值上限和命令值下限来界定命令的焊接参数值(例如,目标输出值)的任何变化。
[0017]
例如,当在锁定模式下操作时,焊接参数命令值被选择为命令值上限和命令值下限。因此,操作者不能手动地将焊接参数的目标值分别调节至超过或低于所选命令值上限或命令值下限,焊接方案也不能控制焊接参数命令值以使其高于或低于所选限值。
[0018]
在一些示例中,操作者可以使用用户界面来设置、激活或停用锁定模式。锁定模式可以被激活以锁定所有指定限值(例如,多个焊接参数的命令值上限和命令值下限两者),或者可以选择性地锁定一个或多个指定限值(例如,第一焊接参数或第二焊接参数中的一项或多项焊接参数的命令值上限和命令值下限中的一项或多项)。因此,在焊接操作期间,控制电路系统保持每个焊接命令参数值以根据一个或多个锁定后的限值进行操作。
[0019]
在一些示例中,用户界面包括可以用于设置、激活或停用限值的旋钮、触摸屏面板或拨盘中的一项或多项。在一些示例中,上限值和/或下限值可以由焊接方案(存储在存储器中和/或经由网络提供的焊接方案)和/或远程计算机装置提供。
[0020]
在一些示例中,除了对特定焊接参数值进行选择之外,还可以基于一个或多个输入来计算命令值上限和命令值下限。例如,控制电路系统可以基于一个或多个焊接参数来计算第一焊接参数或第二焊接参数的上限或下限,该一个或多个焊接参数例如但不限于电压、电流、电力、送丝速度、气体流速、脉冲速率、工件厚度、工件材料类型、工件几何形状、电极类型、焊接过程、行进速度、电弧长度、电弧控制、接头类型、采用的焊接工具类型、执行的焊接类型(可以基于送丝速度和/或送丝速度的上限和/或下限来计算电压上限和/或电压下限)。
[0021]
本文公开的系统和方法可以在焊接系统的一个或多个部件(例如,焊接型电力供应器)上实施。焊接系统的部件可以包括图形用户界面(gui),该图形用户界面包括表示第一焊接参数(例如,电压)的第一图形界面和表示第二焊接参数(例如,送丝速度)的第二图形界面。控制电路系统可以被配置为接收与第一焊接参数或第二焊接参数之一的命令值范
围相对应的数据,每个命令值范围都具有上限和/或下限。在一些示例中,每个图形界面可以包括图形带,该图形带既提供操作范围(例如,在命令值上限和命令值下限内)的视觉表示,也提供(例如,与特定焊接参数的可用命令值范围相对应的)操作范围之外的值或范围的视觉表示。
[0022]
有利地,本文公开的系统和方法提供用于命令值上限和命令值下限及其锁定的简易设置和识别工具和技术。图形用户界面可以采用各种指标,诸如颜色方案。进一步地,(例如,经由提供用户界面的焊接电力供应器和/或计算平台,从该用户界面可修改和/或选择菜单或菜单项)采用一个或多个菜单驱动的选择装置和方法来设置命令限值以提供可允许的调节范围。
[0023]
在所公开的示例中,一种焊接型系统包括:焊接型电力供应器;图形用户界面(gui),该图形用户界面包括表示焊接参数的图形界面;以及控制电路系统,该控制电路系统被配置为:接收与该焊接参数的命令值范围相对应的数据,该命令值范围具有上限或下限;生成表示该焊接参数的命令值范围的图形带;并且控制该焊接型电力供应器以在处于锁定模式时将命令值保持在命令值范围内。
[0024]
在一些示例中,用户界面用于设置、激活或停用与该焊接参数的图形带相关联的上限值或下限值。
[0025]
在一些示例中,用户界面用于设置、激活或停用该焊接参数的锁定模式。
[0026]
在一些示例中,该锁定模式对应于与该焊接参数相对应的命令值范围的上限或下限,其中,每个相应的上限值和下限值均被配置为独立地被激活或停用。
[0027]
在一些示例中,控制电路系统进一步被配置为:接收一个或多个特定焊接参数;并且基于这些特定焊接参数之一,计算该焊接参数的上限值或下限值。
[0028]
在一些示例中,控制电路系统进一步被配置为显示与该焊接参数的命令值范围的上限或下限相对应的值。在示例中,控制电路系统进一步被配置为当该命令值落在该焊接参数的上限或下限的阈值水平以内时产生警报。
[0029]
在一些示例中,用户界面用于调节该焊接参数的命令值范围。在示例中,用户界面是选择器旋钮或触摸屏。
[0030]
在一些示例中,用户界面用于设置、激活或停用与该焊接参数的命令值范围相关联的上限或下限。
[0031]
在所公开的示例中,一种焊接型系统包括:焊接型电力供应器;图形用户界面(gui),该图形用户界面包括表示第一焊接参数的第一图形界面和表示第二焊接参数的第二图形界面;以及控制电路系统,该控制电路系统被配置为:接收与命令值上限或命令值下限相对应的数据,该命令值上限或命令值下限与该第一焊接参数或该第二焊接参数相关联;经由用户界面接收用于激活或停用该第一焊接参数或该第二焊接参数的命令值上限或命令值下限的锁定模式的命令;生成第一图形带,该第一图形带表示在对应的命令值上限与命令值下限之间该第一焊接参数的命令值范围;生成第二图形带,该第二图形带表示在对应的命令值上限与命令值下限之间该第二焊接参数的命令值范围;并且控制该焊接型电力供应器以在处于锁定模式时将第一命令值或第二命令值保持在相应命令值范围内。
[0032]
在一些示例中,控制电路系统进一步被配置为:从一个或多个传感器分别接收与该第一焊接参数和该第二焊接参数中的每个焊接参数的第一命令值和第二命令值相对应
的数据;在该第一图形界面上显示表示第一命令值的第一标记;并且在该第二图形界面上显示表示该第二命令值的第二标记。
[0033]
在一些示例中,每个图形界面进一步包括与该第一命令值和该第二命令值相对应的数值。在示例中,该第一焊接参数是电压或电弧长度中的一项或多项。在示例中,该第二焊接参数是送丝速度或安培数中的一项或多项。
[0034]
在一些示例中,控制电路系统进一步被配置为在该第一图形带或该第二图形带上显示第一特性。在示例中,每个图形界面的各部分显示与相应焊接参数的操作范围相对应的图形操作范围,其中,在相应图形带之外的该图形操作范围的各部分以第二特性显示。在示例中,该第一特性或该第二特性包括颜色、亮度、形状、大小或图案之一。在一些示例中,该第一特性是第一颜色,并且该第二特性是第二颜色。
[0035]
在所公开的示例中,一种焊接型系统包括:焊接型电力供应器;图形用户界面(gui),该图形用户界面包括表示第一焊接参数的第一图形界面和表示第二焊接参数的第二图形界面;以及控制电路系统,该控制电路系统被配置为:经由菜单驱动的选择装置来接收与命令值上限或命令值下限相对应的数据,该命令值上限或命令值下限与该第一焊接参数或该第二焊接参数相关联;经由该菜单驱动的选择装置来接收用于激活或停用该第一焊接参数或该第二焊接参数的命令值上限或命令值下限的锁定模式的命令;生成第一图形带,该第一图形带表示在对应的命令值上限与命令值下限之间该第一焊接参数的命令值范围;生成第二图形带,该第二图形带表示在对应的命令值上限与命令值下限之间该第二焊接参数的命令值范围;并且控制该焊接型电力供应器以在处于锁定模式时将第一命令值或第二命令值保持在相应命令值范围内。
[0036]
如本文所使用的,“电力转换电路系统”和/或“电力转换电路”是指将电力从一种或多种第一形式(例如,由发电机输出的电力)转换为具有电压、电流、频率和/或响应特性的任意组合的一种或多种第二形式的电路系统和/或电气部件。电力转换电路系统可以包括安全电路系统、输出选择电路系统、测量和/或控制电路系统和/或用于提供适当特征的任何其他电路。
[0037]
如本文所使用的,术语“第一”和“第二”可以用于列举相同类型的不同部件或元件,并且不一定暗示任何特定顺序。
[0038]
如本文所使用的,术语“焊接型系统”包括能够供应适用于焊接、等离子切割、感应加热、空气碳弧切割(例如,cac
‑
a)和/或热丝焊接/预加热(包括激光焊接和激光熔覆)的电力的任何装置,该装置包括逆变器、转换器、斩波器、谐振电力供应器、准谐振电力供应器等,以及与其相关联的控制电路系统和其他辅助电路系统。
[0039]
如本文所使用的,术语“焊接型电力”是指适合于焊接、等离子切割、感应加热、cac
‑
a和/或热丝焊接/预加热(包括激光焊接和激光熔覆)的电力。如本文所使用的,术语“焊接型电力供应器”和/或“电力供应器”是指在向其施加电力时能够向焊接、等离子切割、感应加热、cac
‑
a和/或热丝焊接/预加热(包括激光焊接和激光熔覆)供电的任何装置,包括但不限于逆变器、转换器、谐振电力供应器、准谐振电力供应器等,以及与其相关联的控制电路系统和其他辅助电路系统。
[0040]
如本文所使用的,“电路”或“电路系统”包括任何模拟和/或数字部件、电力和/或控制元件(诸如微处理器、数字信号处理器(dsp)、软件等)、分立部件和/或集成部件,或其
多个部分和/或组合。
[0041]
如本文所使用的,术语“控制电路”、“控制电路系统”和/或“控制器”可以包括数字和/或模拟电路系统、分立和/或集成电路系统、微处理器、数字信号处理器(dsp)和/或其他逻辑电路系统和/或相关联的软件、硬件和/或固件。控制电路或控制电路系统可以位于一个或多个电路板上,这些电路板形成控制器的一部分或全部,并且用于控制焊接过程、诸如电源或送丝器等装置、和/或任何其他类型的焊接相关系统。
[0042]
如本文所使用的,术语“存储器”包括易失性和非易失性存储器装置和/或其他存储装置。
[0043]
如本文所使用的,术语“炬(torch)”、“焊炬(welding torch)”、“焊接工具”或“焊接型工具”是指被配置为能够操纵用于执行焊接相关任务的装置,并且可以包括手持焊炬、机器人焊炬、焊枪、熔刮工具、切割工具或用于实施焊接过程的其他装置。
[0044]
如本文所使用的,术语“焊接模式”、“焊接过程”、“焊接型过程”或“焊接操作”是指所使用的过程或输出的类型,如电流控制(cc)、电压控制(cv)、脉冲调制的气体保护熔化极电弧焊(gmaw)、药芯焊丝电弧焊(fcaw)、钨极气体保护焊(gtaw,例如,tig)、保护金属电弧焊(smaw)、喷涂、短路、cac
‑
a、熔刮过程、等离子切割、切割过程和/或任何其他类型的焊接过程。
[0045]
如本文所使用的,术语“焊接程序(welding program)”或“焊接程序(weld program)”包括用于控制焊接的至少一组焊接参数。焊接程序可以进一步包括用于控制一个或多个焊接型装置来执行焊接的其他软件、算法、过程或其他逻辑。
[0046]
现在转向附图,图1a是具有焊接型电力供应器102、送丝器104和焊炬106的示例焊接系统100的框图。焊接系统100根据对电力供应器102和/或送丝器104的可配置设置和/或默认设置的直观设置为焊接应用供电、控制焊接应用并向焊接应用供应消耗品。换言之,一个或多个输入装置(诸如用户界面、选择器开关、旋钮、触摸屏输入)从操作者接收与一个或多个焊接参数的值的期望变化有关的输入,以指定一个或多个焊接参数的上限值和/或下限值。一旦指定了限值,就可以启用另一个输入装置来设置、激活或停用锁定模式。在一些示例中,可以对先前使用的输入装置应用单独的技术,诸如双击手势,该双击手势指示针对锁定模式的指令。
[0047]
在一些示例中,电力供应器102直接向焊炬106供应输入电力。焊炬106可以是基于期望的焊接应用被配置用于保护金属电弧焊(smaw,或焊条焊接)、钨极气体保护焊(gtaw或钨极惰性气体(tig)焊)、气体保护熔化极电弧焊(gmaw)、药芯焊丝电弧焊(fcaw)的焊炬。在所展示的示例中,电力供应器102被配置为向送丝器104供应电力,并且送丝器104可以被配置为将输入电力传递到焊炬106。除了供应输入电力之外,送丝器104还可以向焊炬106供应填料金属,以用于各种焊接应用(例如,gmaw焊接、药芯焊丝电弧焊(fcaw))。虽然图1a的示例系统100包括送丝器104(例如,用于gmaw或fcaw焊接),但是送丝器104可以由任何其他类型的远程附件装置代替,诸如提供焊条焊接和/或gtaw焊接的焊条焊接和/或gtaw焊接远程控制接口。
[0048]
电力供应器102接收主电力108(例如,从ac电网、发动机/发电机组、电池、或其他能量产生或储存装置、或其组合),调节主电力,并根据系统100的需求向一个或多个焊接装置提供输出电力。主电力108可以从异地位置供应(例如,主电力可以源自电网)。电力供应
器102包括电力转换电路系统110,该电力转换电路系统可以包括能够将ac输入电力转换成如系统100的需求(例如,特定的焊接工艺和方案)所规定的ac和/或dc输出电力的变压器、整流器、开关等。电力转换电路系统110基于焊接电压设定值(例如,上限值和/或下限值)将输入电力(例如,主电力108)转换成焊接型电力,并经由焊接电路对焊接型电力进行命令输出。
[0049]
在一些示例中,电力转换电路系统110被配置为将主电力108转换成焊接型电力输出和辅助电力输出。然而,在其他示例中,电力转换电路系统110被适配成仅将主电力转换成焊接电力输出,并且提供单独的辅助转换器111来将主电力转换成辅助电力。在一些其他示例中,电力供应器102直接从壁装插座接收经转换辅助电力输出。电力供应器102可以采用任何合适的电力转换系统或机构来产生和供应焊接电力和辅助电力。
[0050]
电力供应器102包括控制电路系统112,该控制电路系统用于控制电力供应器102的操作。电力供应器102还包括用户界面114。控制电路系统112从用户界面114接收输入,通过该用户界面,用户可以指定上限值和/或下限值、启用锁定模式、选择工艺和/或输入期望的参数(例如,电压、电流、特定的脉冲或非脉冲焊接方案等)。用户界面114可以使用一个或多个输入装置115来接收输入,诸如经由小键盘、键盘、物理按钮、触摸屏(例如,软件按钮)、语音激活系统、无线装置等接收输入。此外,控制电路系统112基于用户的输入以及基于其他当前操作参数来控制操作参数。具体地,用户界面114可以包括显示器116,该显示器用于向操作者呈现、示出或指示信息。控制电路系统112还可以包括接口电路系统,该接口电路系统用于将数据传送到系统100中的其他装置,诸如送丝器104。例如,在一些情况下,电力供应器102与焊接系统100内的其他焊接装置无线通信。此外,在一些情况下,电力供应器102使用有线连接与其他焊接装置通信,诸如通过使用网络接口控制器(nic)经由网络(例如,以太网、10baset、10base100等)来传送数据。在图1a的示例中,控制电路系统112经由通信收发器118经由焊接电路与送丝器104通信,如下所述。
[0051]
在一些示例中,选择工具可以作为图形输入装置显示在彩色显示屏116上。例如,彩色显示屏116可以是触摸屏,该触摸屏被配置为经由显示在彩色显示屏116上的这种图形输入装置从用户接收输入。例如,在某些示例中,代替安置在用户界面114上的实际物理输入装置(或作为补充),可以使用经由彩色显示屏116显示的诸如图形按钮、滑动条、旋钮等其他类型的用户输入元件来从用户接收输入。图2所示的选择工具例如可以用作与单独的输入设备(例如,遥控器和/或物理选择器)相关联的显示器,以提供对选择的焊接参数和相关联限值的视觉指示。
[0052]
控制电路系统112包括控制电力供应器102的操作的至少一个控制器或处理器120。控制电路系统112接收和处理与系统100的性能和需求相关联的多个输入。处理器120可以包括一个或多个微处理器(诸如一个或多个“通用”微处理器、一个或多个专用微处理器、和/或asic)和/或任何其他类型的处理装置。例如,处理器120可以包括一个或多个数字信号处理器(dsp)。
[0053]
在一些示例中,控制电路系统112被配置为实施本文所公开的限值设置特征。例如,控制电路系统112接收与一个或多个焊接命令参数的上限和/或下限相关联的输入(例如,来自操作者的输入和/或与特定焊接程序、工具或类型相关联的数据)。基于输入,控制电路系统112可以使上限值和下限值作为指令125被存储在存储器124和/或存储装置123
中。在示例中,(例如,从操作者的输入和/或与特定焊接程序、工具或类型相关联的数据)选择焊接参数值,并且由控制电路系统112来计算限值内的范围。然后,控制电路系统112采用这些限值,基于计算出的限值和选择的焊接参数值来控制电源输送电力和/或控制送丝器使电极丝前进。
[0054]
在一些示例中,控制电路系统112计算在所计算出的范围内的阈值量(例如,百分比、数值等)。响应于命令值进入命令值上限和命令值下限中的一项或多项的阈值,可以向操作者提供警报。
[0055]
在一些示例中,一旦已经计算出(多个)特定焊接参数的一个或多个范围,则该(多个)范围以及对应的命令值上限值和命令值下限值可以(例如,通过操作者或焊接过程)被指定为与特定的焊接操作、工具、焊机等相关联的定制设置,并且可以用标识符来指定以便于查找。然后,可以将自定义设置存储在存储器中(例如,存储在(多个)存储装置123和/或存储器124中),该自定义设置可以经由界面114调用和/或被显示在显示器116上以供查看和选择。
[0056]
在一些示例中,控制电路系统112将诸如与焊接过程类型(例如,金属惰性气体(mig)或钨极气体保护焊(gtaw)焊接过程、等离子切割等)相关联的一个或多个焊接程序序列存储在存储器124中。如本文所公开的,每个焊接程序序列可以包含一个或多个焊接参数值和相关联的范围。在一些示例中,诸如来自用户的输入可以指示所选焊接程序序列的每个焊接参数值的期望上限和/或期望下限,如本文所公开的。控制电路系统112可以响应于输入(例如,来自焊接操作序列和/或操作者输入)来访问一个或多个焊接程序序列。输入可以经由用户界面114提供和/或经由网络接口117从远程控制器提供。
[0057]
锁定指示器233可以用于设置、激活或停用所选的命令值上限和命令值下限中的一项或多项的锁定模式。因此,操作者不能手动地将焊接参数分别调节为超过或低于所选的命令值上限或命令值下限,焊接方案也不能控制焊接参数变得超过所选限值。锁定模式可以被激活以锁定所有指定限值(例如,第一焊接参数和第二焊接参数两者的命令值上限和命令值下限两者),或者可以选择性地锁定一个或多个指定限值(例如,第一焊接参数或第二焊接参数中的一项或多项焊接参数的命令值上限和命令值下限中的一项或多项)。因此,在焊接操作期间,控制电路系统根据一个或多个锁定后的限值维持每个焊接参数命令值以进行操作。
[0058]
示例控制电路系统112包括一个或多个存储装置123和一个或多个存储器装置124。(多个)存储装置123(例如,非易失性存储装置)可以包括rom、闪速存储器、硬盘驱动器、和/或任何其他合适的光存储介质、磁存储介质和/或固态存储介质和/或其组合。存储装置123存储数据(例如,对应于焊接应用的数据)、指令(例如,用于执行焊接工艺的软件或固件)和/或任何其他适当的数据。焊接应用的所存储数据的示例包括焊炬的姿态(例如,取向)、接触焊嘴与工件之间的距离、电压、电流、焊接装置设置、沉积速率、送丝速度、熔池流动性等。
[0059]
存储器装置124可以包括易失性存储器(诸如随机存取存储器(ram))和/或非易失性存储器(诸如只读存储器(rom))。存储器装置124和/或(多个)存储装置123可以存储各种信息,并且可以用于各种目的。例如,存储器装置124和/或(多个)存储装置123可以存储供处理器120执行的处理器可执行指令125(例如,固件或软件)。另外,用于各种焊接过程的一
种或多种控制方案,连同相关联的设置和参数,可以与被配置为在操作期间提供特定输出(例如,开始送丝、允许气体流动、捕获焊接相关数据、检测短路参数、确定飞溅量)的代码一起存储在存储装置123和/或存储器装置124中。可以提供一个或多个列表或查找表,和/或至各种数据库的网络连接可供使用以通知决策作出,这些决策诸如访问优选焊接参数、存储更新后的焊接参数设置等。
[0060]
在一些示例中,焊接电力从电力转换电路系统110流过焊接缆线126到达送丝器104和焊炬106。示例焊接缆线126可与电力供应器102和送丝器104中的每一个处的焊接接线柱附接和分离(例如,以在磨损或损坏的情况下能够便于更换焊接缆线126)。此外,在一些示例中,焊接数据通过焊接缆线126提供,使得焊接电力和焊接数据通过焊接缆线126一起提供和传输。通信收发器118通信地耦接至焊接缆线126,以通过焊接缆线126传送(例如,发送/接收)数据。通信收发器118可以使用串行通信(例如,全双工rs
‑
232或rs
‑
422,或半双工rs
‑
485)、网络通信(例如,以太网、profibus、ieee 802.1x无线通信等)、并行通信和/或任何其他类型的通信技术来实施。在一些示例中,通信收发器118可以通过焊接缆线126实施通信。
[0061]
示例通信收发器118包括接收器电路121和发射器电路122。通常,接收器电路121经由焊接缆线126接收由送丝器104传输的数据,并且发射器电路122经由焊接缆线126将数据传输到送丝器104。通信收发器118能够从送丝器104的位置远程配置电力供应器102,和/或命令和/或控制由送丝器104输出的送丝速度和/或由电力供应器102输出的焊接电力(例如,电压、电流)。在一些示例中,经由部件和/或无线通信信道之间的专用缆线以及其他合适的通信装置和/或技术来传输通信。
[0062]
示例送丝器104还包括通信收发器119,该通信收发器在结构和/或功能上可以与通信收发器118类似或相同。虽然在图1a中展示了通过单独的通信缆线进行的通信,但是也可以使用其他通信介质,诸如无线介质、电力线通信和/或任何其他通信介质。
[0063]
在一些示例中,气体供应器128根据焊接应用提供保护气体,诸如氩气、氦气、二氧化碳等。保护气体流向阀130,该阀控制气体的流动,并且如果需要,可以选择该阀以允许调制或调节供应至焊接应用的气体的量。阀130可以由控制电路系统112打开、关闭或以其他方式操作,以允许、禁止或控制气体(例如,保护气体)流过阀130。保护气体离开阀130,并通过缆线132(在一些实施方式中,其可以与焊接电力输出一起封装)流向送丝器104,该送丝器为焊接应用提供保护气体。在一些示例中,焊接系统100不包括气体供应器128、阀130和/或缆线132。
[0064]
在一些示例中,送丝器104使用焊接电力为送丝器104中的各种部件供电,诸如为送丝器控制器134供电。如上所述,焊接缆线126可以被配置为提供或供应焊接电力。电力供应器102还可以使用焊接缆线126和布置在电力供应器102内的缆线通信收发器118与送丝器104的通信收发器119通信。在一些示例中,通信收发器119基本上类似于电力供应器102的通信收发器118。送丝器控制器134控制送丝器104的操作。在一些示例中,送丝器104使用送丝器控制器134来检测送丝器104是否与电力供应器102通信,并且如果送丝器104与电力供应器102通信,则检测电力供应器102的当前焊接工艺。
[0065]
在示例中,电力供应器102将电力输出直接输送到焊炬106,而无需采用任何接触器。在这种示例中,电力调节由控制电路系统112和/或电力转换电路系统110管理。在一些
示例中,接触器135(例如,高安培数继电器)被采用,并且由送丝器控制器134控制,并且被配置为允许或禁止焊接电力继续流到焊接缆线126用于焊接应用。
[0066]
在一些示例中,接触器135是机电装置。然而,接触器135可以是任何其他合适的装置,诸如固态装置。送丝器104包括焊丝驱动器136,该焊丝驱动器接收来自送丝器控制器134的控制信号以驱动辊138,该辊旋转以将焊丝拉离焊丝线轴140。焊丝通过焊炬缆线142提供至焊接应用。同样,送丝器104可以通过缆线142从缆线132提供保护气体。电极丝、保护气体和来自焊接缆线126的电力在单个焊炬缆线144中组合在一起和/或单独地提供至焊炬106。在一些示例中,接触器135被省去,并且输出或焊接型电力由电力供应器102启动和停止,而无需采用接触器135。在一些示例中,送丝器102中包括或连接有一个或多个传感器127,以在焊接过程期间监测一个或多个焊接参数(例如,电力、电压、电流、送丝速度等),从而通知送丝器控制器134。在一些示例中,焊接电力供应器102中包括一个或多个传感器。
[0067]
焊炬106为焊接应用输送焊丝、焊接电力和/或保护气体。焊炬106用于在焊炬106与工件146之间建立焊接电弧。工作缆线148将工件146耦接至电力供应器102(例如,耦接至电力转换电路系统110),以为焊接电流提供返回路径(例如,作为焊接电路的一部分)。示例工作缆线148可与电力供应器102附接和/或分离,以便于更换工作缆线148。工作缆线148可以用夹具150(或另一种电力连接装置)端接,该夹具将电力供应器102耦接至工件146。在一些示例中,焊炬106中包括或连接有一个或多个传感器147,以监测一个或多个焊接参数(例如,电力、电压、电流、送丝速度等),从而在焊接过程期间通知送丝器控制器134和/或112。尽管展示了焊炬106(例如,如本文所描述的焊接工具)通过送丝器104连接至焊接电力供应器102,但是在一些示例中,焊接工具可以直接连接至焊接电力供应器102。例如,熔刮和/或切割工具可以直接连接至焊接电力供应器102的接线柱或另一个电力出口。在一些示例中,送丝器与电力供应器整合在一起,并且在这种整合外壳的壳体上提供接线柱或其他电力出口。
[0068]
图1b是另一个示例焊接系统152的示意图,其中,送丝器104包括用户界面114,作为焊接电力供应器102上的用户界面的补充或者替代方案。在图1b的示例中,送丝器104的控制电路系统134实施参考图1a的控制电路系统112描述的焊接程序和焊接参数的确定。
[0069]
图1c是包括单独的用户界面156的另一个示例焊接系统154的示意图。用户界面156是单独的装置,并且可以连接到焊接电力供应器102和/或送丝器104以提供命令和/或控制信息。示例用户界面156包括输入装置115和显示器116,并且包括控制电路系统158。示例控制电路系统158包括(多个)处理器120和存储指令125的存储器124。示例用户界面156进一步包括通信收发器119,该通信收发器用于实现用户界面156与焊接电力供应器102和/或送丝器之间的通信。
[0070]
尽管图1a至图1c被展示为具有与特定系统结合的用户界面(114,156),但是该展示是示例性的,使得本文公开的一个或多个界面以及附加用户界面可以结合在本文公开的一个或多个示例焊接系统中。此外,尽管将电力供应器102和送丝器104展示为独立的单元,但是在一些示例中,电力供应器和送丝器可以被容纳在单个外壳中或以其他方式整合。附加地或可替代地,在一些示例中,单个控制器、控制电路系统和/或界面可以控制电力供应器和送丝器二者的操作。
[0071]
图2展示了示例图形用户界面200,该示例图形用户界面可以用于实施图1a至图1c
的(多个)图形用户界面114、156。图2的图形用户界面200包括一个或多个图形界面202和204、上限指示器230、下限指示器231、锁定指示器233、和/或一个或多个选择器232和234,以允许用户配置所选焊接过程的一个或多个焊接参数。图形用户界面200可以包括图2中展示的更多或更少的示例图形界面202、204。在一些示例中,上限指示器230、下限指示器231和/或锁定指示器233可作为选择装置(例如,按钮、薄膜面板开关、触摸启用的屏幕图标等)操作,使得它们可以分别用于设置、激活和/或停用上限、下限或锁定模式。在一些示例中,除了手动选择技术之外或作为其替代方案,可以采用一个或多个菜单驱动的选择装置(例如,经由提供用户界面的焊接电力供应器和/或计算平台,从该用户界面可修改和/或选择菜单或菜单项)。例如,计算平台可以经由有线或无线连接(例如,通过网络)连接到控制装置(例如,焊接电力供应器和/或辅助装置),从而可以通过使用菜单启用的装置和/或软件来修改和/或选择命令限值。
[0072]
在选择期间,装置可能需要与给定结果相关联的一个或多个动作。因此,为了对值进行设置,要将装置按下几秒钟;为了使锁激活,要将装置快速连续轻击两次;为了停用,要同时按压两个按钮;等。对应于正在被控制的焊接参数的图形界面可以在选择期间提供视觉或听觉指示(例如,颜色、动画等的变化)。一旦选择完成,例如,可以提供另一个指示,以指示选择成功、未成功或需要另一个动作。
[0073]
在一些示例中,上限指示器230可以反映为(例如,在一个或多个图形界面202和204中表示的)一个或多个参数设置的上限。类似地,下限指示器231可以反映下限值。锁定指示器233是提供关于锁定模式的视觉信息的界面。进一步地,锁定指示器233可以用作用于设置、激活或停用锁定模式的选择装置。
[0074]
当启用所选限值的锁定时,锁定指示器233可以显示特定特性以清楚地指示锁定状态(例如,显示红色,变亮,显示动画等)。当激活锁定和限值时,对应焊接参数的操作范围也可以显示特定特性以指示命令值范围被锁定(例如,显示红色)。在一些示例中,第一焊接参数是电压,并且可以在10
‑
45伏的范围内操作,并且第二焊接参数是焊丝速度范围,其在50
‑
700英寸每分钟(ipm)的范围内操作。附加地或可替代地,可以在每个图形显示器上以不同的特性(例如,绿色、不同亮度等)示出每个焊接参数的完整可用调节范围(例如,焊接部件输出能力的极限)。当激活锁定和限值时,可以在可允许的参数调节范围的顶部和底部附近示出实际参数限值。
[0075]
图形用户界面200包括表示第一焊接参数(诸如电压)的第一图形界面202。第二图形界面204表示第二焊接参数,诸如送丝速度。例如,控制器(诸如控制电路系统112、控制器134和/或控制器158)可以响应于选择器232和234来控制每个图形界面202和204。
[0076]
每个图形界面202和204包括表示与相应的焊接参数(例如,电压或送丝速度)相关联的输出值的标记206、209。在焊接过程期间,每个图形界面202和204可以显示与特定焊接参数的焊接系统输出相对应的诸如从一个或多个传感器测得的数值216、229。在一些示例中,数值216、229表示估计值或计算值。
[0077]
每个图形界面202和204包括图形操作范围208、222,该图形操作范围表示特定焊接参数的输出值的整个操作范围(例如,基于特定焊接电源)。在每个操作范围内是提供操作范围的视觉表示的图形带210、224,该操作范围由特定焊接参数的命令值上限212、226和命令值下限214、228界定。在一些示例中,可以显示上限212、226和下限214、228的数值。
[0078]
图形带210、224表示与特定材料特性和/或焊接过程参数(例如,电压、电流、电力、送丝速度、气体流速、脉冲速率、工件厚度、工件材料类型、电极类型、焊接过程、行进速度、电弧长度、电弧控制或接头类型)相关联的操作值范围。在图形界面202的示例中,图形带210表示跨对应于命令值上限212和命令值下限214的低电压值到高电压值的命令值范围。在图2的示例中,标记206(表示大约22.5伏,如中央框216所示)大致在图形带210上位于下限部214与上限部212之间的中央位置,然而,标记206(以及标记218)反映了输出值,这与所选的上限或下限无关。在图形界面204中示出了与中央框229中所示的送丝速度值相对应的标记218,该标记位于图形带224的相对中央稍微偏右的位置,因此,其位置更靠近图形带224的上限226(例如,与较高的送丝速度相关联),而不是更靠近下限228(例如,与较低的送丝速度相关联)。
[0079]
如图所示,部分214、228表示相应焊接参数的命令值下限。部分212、226表示相应焊接参数的命令值上限。附加地或可替代地,可以显示各个值以提供关于操作范围的命令限值的数字指示。进一步地,在每个图形带内,命令值范围可以由各种颜色表示,例如,较低或较冷的值对应于蓝色,而较高或较热的值对应于红色。
[0080]
在一些示例中,gui以不同的特性来显示图形带,使得关于哪个值和/或范围与上限和/或下限相关联的呈现内容较容易辨别。例如,可以以第一特性来显示与相应焊接参数的操作范围相对应的图形操作范围,其中,在相应图形带之外的该图形操作范围的各部分以第二特性显示。每个图形界面和/或图形带可以包含一个或多个特性,诸如颜色、强度、形状、大小或图案。
[0081]
一旦选择后,相应焊接参数的命令上限值和命令下限值以及对应的值范围就可以存储在存储器存储装置中。这些值可以存储在值列表中,可以访问这些值以供将来参考和/或分析。
[0082]
在一些示例中,控制电路系统可以控制焊接系统的部件以在锁定模式被激活时接受对应命令值范围内的相应命令值输入。附加地或可替代地,控制电路系统可以在命令值落在相应焊接参数的命令值上限或命令值下限的阈值水平以内(例如,某一百分比值和/或数值以内)时产生警报。在一些示例中,如果命令值在阈值以内或超过目标命令限值,则控制器可以控制相关装置(例如,焊接电力供应器、送丝器等)以将特定焊接参数的值调节为落入所选范围内。
[0083]
在一些示例中,可以(例如,诸如经由菜单选择从存储器和/或遥控装置)实施焊接程序或序列,其为控制电路系统提供一个或多个焊接参数的命令值上限和/或命令值下限的方案,该方案可以自动设置并呈现在gui上。在一些示例中,给定焊接程序可以提供每个焊接参数的上限和/或下限,使得控制电路系统基于所选的焊接参数命令限值来控制系统输出。基于给定的焊接程序,可以(例如,基于每个焊接参数的命令值上限值和命令值下限值,如本文所公开的)计算一个或多个适用的焊接参数的操作范围,并且控制电路系统控制电源基于对适用的焊接参数计算出的操作范围来输送电力(或者在某些焊接操作中,控制焊丝送丝器使电极丝进给)。
[0084]
在一些示例中,(多个)焊接系统100、152、154可以实施协同模式,在该协同模式下,控制电路系统112、控制器134和/或控制器158(例如,经由界面和/或从编程的焊接序列)接收对第一焊接参数值的值上限和值下限的选择,并且基于第一焊接参数与第二焊接
参数之间的预定关系来计算第二焊接参数值的命令值上限和命令值下限。在一些示例中,该预定关系与选择的焊接序列程序或用户确认的关系相对应。控制电路系统/控制器可以基于所选择的焊接序列程序(例如,基于选择了协同焊接过程或非协同焊接过程)来启用或禁用协同模式。
[0085]
在一些示例中,从焊接参数的列表中提供和/或可从该列表中选择更多或更少的适用焊接参数。
[0086]
图3展示了另一示例图形用户界面300,该另一示例图形用户界面可以用于实施图1a至图1c的(多个)图形用户界面114、156。在图3的示例中,除了手动选择技术之外或作为其替代方案,可以采用一个或多个菜单驱动的选择装置(例如,经由提供用户界面的焊接电力供应器和/或计算平台,从该用户界面可修改和/或选择菜单或菜单项)。例如,计算平台可以经由有线或无线连接(例如,通过网络)连接到控制装置(例如,焊接电力供应器和/或辅助装置),从而可以通过使用菜单启用的装置和/或软件来修改和/或选择命令限值。提供了用于滚动、选择和/或以其他方式调节菜单项和/或值的多个选择装置,包括选择装置318、存储器预设选择器320、锁定指示器333和/或一个或多个选择器332和334,以允许用户滚动浏览在屏幕或显示器314上提供的一个或多个菜单和/或菜单选项,并选择和/或调节焊接参数和/或其值。
[0087]
如图3所示,图形用户界面300包括一个或多个菜单,诸如管理员菜单302和/或参数限值菜单304,然而,可以提供与焊接系统和/或辅助装置相关联的各种菜单,这些菜单未明确展示。在所展示的示例中,从存储器预设选择器320中选择存储器图标322,该存储器图标体现为图形用户界面300的图标323。
[0088]
管理员菜单302可以包括多个选择装置,例如包括参数限值306和/或系统锁定308。选择器332可以用于滚动浏览和/或选择管理员菜单302中列出的项,诸如参数限值306。一旦选择后,参数限值菜单304提供可用于设置限值的参数清单(例如,电压、送丝速度等的上限和下限)。选择器334可以用于滚动浏览和/或选择参数限值菜单304中列出的项。如图所示,选择表示焊丝速度上限312的菜单项,使得可以对值进行调节。
[0089]
在一些示例中,锁定指示器333可作为选择装置(例如,按钮、薄膜面板开关、触摸启用的屏幕图标等)操作,使得其可以用于设置、激活和/或停用锁定模式。在示例中,在选择之后,屏幕314可以转换到一种或多种不同的屏幕显示,诸如示例图2的gui 200所示。
[0090]
图4提供了表示示例机器可读指令300的流程图,这些示例机器可读指令可以由图1a的示例焊接系统100、图1b的示例焊接系统152、和/或图1c的示例焊接系统154执行以输入和/或接收多个焊接参数的命令值上限和命令值下限。示例指令300可以存储在(多个)存储装置123和/或存储器124中,并由控制电路系统112的(多个)处理器120执行。以下参考图1a至图2的系统描述示例指令300。
[0091]
在框302中,控制电路系统(例如,控制电路系统112、152、154)(例如,经由一个或多个选择工具,诸如图1a至图2的用户界面114、存储器124、经由网络接口117的远程计算机)接收与一个或多个焊接参数(例如,电压、电流、电力、送丝速度、气体流速、脉冲速率、工件厚度、工件材料类型、电极类型、焊接过程、行进速度、电弧长度、电弧控制或接头类型)中的第一焊接参数或第二焊接参数之一的命令值范围相对应的数据。在示例中,每个命令值范围都具有上限或下限。
[0092]
在框304中,控制电路系统在图形用户界面(gui)(例如,gui 200)上生成表示第一焊接参数的命令值范围的第一图形带。在框306中,控制电路系统生成表示第二焊接参数的命令值范围的第二图形带。
[0093]
在框308中,控制电路系统(例如,经由一个或多个选择工具)接收与第一焊接参数或第二焊接参数的上限值或下限值的锁定模式的设置、激活或停用相对应的命令。
[0094]
在框310中,控制电路系统可以可选地将限值存储在存储器中。在一些示例中,在框312中用标识符来指定限值,例如,指定为命令值上限和命令值下限的列表,可以根据限值的标识符对其进行访问、滚动浏览和选择,从而易于(例如,经由接口和/或选择工具)调用和使用所存储的限值。
[0095]
在框314中,控制电路系统确定第一焊接参数或第二焊接参数的所选上限和/或下限是否处于锁定模式。例如,每个上限和下限都被配置为独立被激活或停用。
[0096]
在框316中,如果这些限值处于锁定模式,则控制电路系统采用这些限值,以在锁定模式时基于计算出的限值和所选焊接参数值来控制电源输送电力和/或控制送丝器使电极丝进给。然而,如果这些限值不处于锁定模式,则过程返回到框308以接收附加命令。
[0097]
图5提供了表示示例机器可读指令350的流程图,这些示例机器可读指令可以由图1a的示例焊接系统100、图1b的示例焊接系统152、和/或图1c的示例焊接系统154执行以输入和/或接收多个焊接参数的命令值上限和命令值下限。示例指令300可以存储在(多个)存储装置123和/或存储器124中,并由控制电路系统112的(多个)处理器120执行。以下参考图1a至图2的系统描述示例指令300。
[0098]
在框352中,控制电路系统(例如,控制电路系统112、152、154)(例如,经由图1a至图2的一个或多个选择工具,诸如用户界面114、存储器124、经由网络接口117的远程计算机)接收与一个或多个焊接参数(例如,电压、电流、电力、送丝速度、气体流速、脉冲速率、工件厚度、工件材料类型、电极类型、焊接过程、行进速度、电弧长度、电弧控制或接头类型)中的第一焊接参数或第二焊接参数之一的命令值范围相对应的数据。在示例中,每个命令值范围都具有上限或下限。
[0099]
在框354中,控制电路系统(例如,经由一个或多个选择工具)接收与第一焊接参数或第二焊接参数的上限值或下限值的锁定模式的设置、激活或停用相对应的命令。
[0100]
在框356中,控制电路系统生成表示第一焊接参数的命令值范围的第一图形带。例如,控制电路系统在第一图形带或第二图形带上显示第一特性。
[0101]
在框358中,控制电路系统生成表示第二焊接参数的命令值范围的第二图形带。例如,控制电路系统显示与相应焊接参数的操作范围相对应的图形操作范围,其中,在相应图形带之外的该图形操作范围的各部分以第二特性显示。
[0102]
在框360中,控制电路系统确定第一焊接参数或第二焊接参数的所选上限和/或下限是否处于锁定模式。例如,每个上限和下限都被配置为独立被激活或停用。
[0103]
在框362中,然后在处于锁定模式时控制电路系统采用这些限值,以基于计算出的限值和所选焊接参数值来控制电源输送电力和/或控制送丝器使电极丝进给。
[0104]
可以用硬件、软件或硬件和软件的组合来实现所给出的装置和/或方法。所给出的方法和/或系统可以以集中方式在至少一个计算系统、处理器和/或其他逻辑电路中被实现,或者以不同的要素散布在若干互连计算系统、处理器和/或其他逻辑电路上的分布式方
式被实现。适用于执行本文所描述的方法的任何种类的计算系统或其他设备都是适合的。硬件和软件的典型组合可以是具有程序或其他代码、被整合在焊接电力供应器中的处理系统,该程序或其他代码当被加载和执行时控制该焊接电力供应器,使得其实施本文中所描述的方法。另一个典型的实施方式可以包括专用集成电路或芯片,诸如现场可编程门阵列(fpga)、可编程逻辑器件(pld)或复杂可编程逻辑器件(cpld)和/或片上系统(soc)。一些实施方式可以包括非暂时性机器可读(例如,计算机可读)介质(例如,闪速存储器、光盘、磁性存储盘等),该非暂时性机器可读介质上存储有可由机器执行的一个或多个代码行,由此使机器进行本文中所描述的过程。如本文所使用的,术语“非暂时性机器可读介质”被定义为包括所有类型的机器可读存储介质并且不包括传播信号。
[0105]
控制电路系统可以识别给定焊缝的焊接状况,并针对焊接状况自动寻找一个或多个焊接参数的最佳值。示例控制电路实施方式可以是atmel mega16微控制器、stm32f407微控制器、现场可编程逻辑电路、和/或任何其他能够执行运行焊接控制软件的指令的控制或逻辑电路。控制电路也可以以模拟电路和/或数字电路系统和模拟电路系统的组合来实施。本文参考各种类型的焊机描述了一些示例,但是这些示例可以用于或被改型以用于任何类型的高频开关电源中。
[0106]
尽管已经参考某些实施方式描述了本方法和/或系统,但是本领域技术人员将理解,在不脱离本方法和/或系统的范围的情况下,可以进行各种改变并且可以用等效物替换。另外,在不脱离本公开内容范围的情况下,可以做出许多修改以使特定情况或材料适应于本公开内容的教导。例如,所公开的示例的框图和/或部件可以被组合、分割、重新布置和/或以其他方式被修改。因此,本方法和/或系统不限于所公开的特定实施方式。替代地,本方法和/或系统将包括无论是从字面上还是依据等同原则都落入所附权利要求的范围内的所有实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1