拧紧装置的制作方法
1.本发明涉及一种拧紧装置。
背景技术:
2.在使用多关节机器人等将螺杆等被拧紧构件自动拧紧于形成有螺孔等的工件(work)的情况下,利用磁铁的磁力等将被拧紧构件暂且保持于末端执行器等所保持的插口(socket)等拧紧装置,通过图像处理等来侦测螺孔等的位置后,进行拧紧作业。
3.专利文献1中公开了下述技术:根据作为末端执行器的螺帽拧紧机(nut runner)的插口对螺杆的接触状态的变化、具体而言接触力及其力矩的变化,来推定螺杆相对于插口的位置偏移量。
4.但是,在拧紧螺杆等时,通常为了容许少许的位置偏移而在插口与螺杆之间设置间隙(裕度)。但是,此间隙虽然在拧紧螺杆时有用,但如所述专利文献1所公开的技术那样,在由传感器来侦测接触状态的变化的情况下,难以准确地掌握接触状态的变化。
5.现有技术文献
6.专利文献
7.专利文献1:国际公开第2019/150726号
技术实现要素:
8.发明所要解决的问题
9.鉴于以上方面,本发明的目的在于提供一种拧紧装置,容易掌握螺杆等被拧紧构件的接触状态的变化,并且也能可靠地进行紧固。
10.解决问题的技术手段
11.本发明的拧紧装置在拧紧构件卡合被拧紧构件的状态下进行所述被拧紧构件对工件的拧紧作业,具有:保持构件,将所述被拧紧构件保持于所述拧紧构件;以及固定构件,能以对所述被拧紧构件的限制力大于所述保持构件的保持状态的固定状态固定于拧紧构件,并且所述固定构件可在进行对所述工件拧紧所述被拧紧构件的拧紧作业前维持所述固定状态,且在开始所述拧紧作业后解除所述固定状态。
12.根据本发明的拧紧装置,在进行拧紧作业前维持被拧紧构件经固定于拧紧构件的固定状态,因而可利用传感器等来准确地侦测被拧紧构件对工件的接触状态的变化。而且,在开始拧紧作业后,可解除固定状态,因而可使被拧紧构件追随工件而拧紧,因此能可靠地紧固。
13.本发明的拧紧装置中,优选所述固定构件与所述拧紧构件的旋转联动地解除所述固定状态。
14.此时,与可赋予和对工件拧紧被拧紧构件时相同的动力源的拧紧构件的旋转动力联动地解除固定状态,因而无需另外的动力源。
附图说明
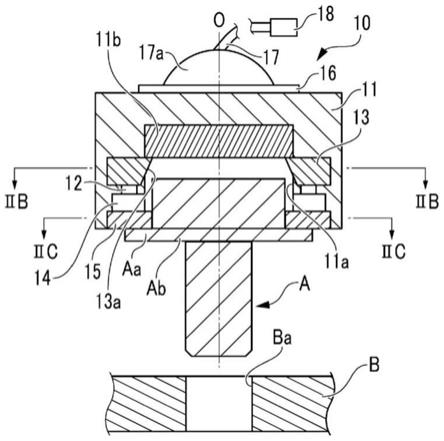
15.图1a为表示本发明的第一实施方式的拧紧装置的拧紧作业前的状态的示意概念性纵截面图。
16.图1b为图1a的b
‑
b线截面图。
17.图1c为图1a的c
‑
c线截面图。
18.图2a为表示本发明的第一实施方式的拧紧装置的固定状态的示意概念性纵截面图。
19.图2b为图2a的b
‑
b线截面图。
20.图2c为图2a的c
‑
c线截面图。
21.图3为表示本发明的第二实施方式的拧紧装置的拧紧作业前的状态的示意概念图。
22.图4为表示本发明的第二实施方式的拧紧装置的固定状态的示意概念图。
23.符号的说明
24.10:拧紧装置
25.11:本体(拧紧构件)
26.11a:螺杆插入孔
27.11b:磁铁(保持构件)
28.12:旋转轴
29.13:上凸轮构件
30.13a:下表面
31.14:单向离合器
32.15:下凸轮构件(固定构件)
33.16:传感器
34.17:移动机构
35.17a:末端执行器
36.18:控制装置/控制部
37.19:弹簧/施压构件
38.20:拧紧装置
39.21:第一本体(拧紧构件)
40.21a:轴承
41.21b:螺杆插入孔
42.21c:磁铁(保持构件)
43.22:第二本体
44.23:第一上下移动体
45.23a:销
46.24:第二上下移动体
47.24a:销
48.25:连杆体
49.25a:夹持部
50.25b:第一连杆
51.25c:第二连杆
52.26:直动体
53.27:传感器
54.28:移动机构
55.28a:末端执行器
56.29:控制部
57.31:凸轮
58.31a、31b:凸轮孔
59.32:单向离合器
60.33:弹性构件
61.a:螺杆(被拧紧构件)
62.aa:垫圈
63.ab:螺杆头
64.b:工件
65.ba:螺孔
66.o:中心轴
具体实施方式
67.以下,参照图1a~图1c及图2a~图2c对本发明的第一实施方式的拧紧装置10进行说明。此处,以下述情况为例进行说明:使用拧紧装置10,使相当于本技术发明的被拧紧构件的螺杆a螺合于形成于工件b的上表面的螺孔ba并拧紧。螺杆a具有垫圈aa,且具有六棱柱状的螺杆头ab。
68.拧紧装置10包括:本体11,相当于本技术发明的拧紧构件;多个旋转轴12,旋转自如地安装于本体11;上凸轮构件13,安装于多个旋转轴12各自的上部;下凸轮构件15,经由单向离合器(one
‑
way clutch)14而安装于多个旋转轴12各自的下部,相当于本发明的固定构件;传感器16,侦测拧紧装置10以固定状态保持的螺杆a的接触状态;移动机构17;以及控制装置18。
69.本体11虽未详细图示,但安装于位于多关节机器人、手动工具(hand tool)等移动机构17的前端的把手(握持部)等的末端执行器17a。另外,在本体11,在下表面形成有螺杆插入孔11a,所述螺杆插入孔11a可具有间隙地使螺杆a的大致六棱柱状的螺杆头ab插入。而且,在本体11,形成有收容旋转轴12、上凸轮构件13、单向离合器14及下凸轮构件15的部分。而且,在本体11的螺杆插入孔11a的上方,配置有相当于本发明的保持构件的磁铁11b。
70.六根旋转轴12以绕本体11的中心轴o而在螺杆插入孔11a的外方周围均等的方式,分别相对于本体11旋转自如地配置。
71.上凸轮构件13安装于各旋转轴12的上部。各上凸轮构件13为相同形状,且成为一个方向突出的凸轮形状。此凸轮形状以相对于中心轴o而位于相同角度位置的方式配置成点对称。另外,各上凸轮构件13的下表面13a以自中心轴o向外方且向下方倾斜的方式形成。
72.各上凸轮构件13由形成于本体11的孔中配置的施压构件(弹簧)19以从上方观看
而向顺时针方向旋转的方式施压。
73.单向离合器14安装于各旋转轴12的下部。
74.下凸轮构件15安装于各单向离合器14的下部。各下凸轮构件15为相同形状,且成为一个方向突出的凸轮形状。该凸轮形状以相对于中心轴o为位于相同角度位置的方式配置成点对称。而且,由于单向离合器14的作用,各下凸轮构件15相对于上凸轮构件13及旋转轴12,从上方观看而向顺时针方向旋转自如,但无法向逆时针方向旋转。
75.在各上凸轮构件13由弹簧19施压的状态下,各下凸轮构件15成为相对于螺杆插入孔11a而自中心轴o向外周方向退避的状态。若各上凸轮构件13抵抗弹簧19的施压而从上方观看逆时针旋转,则各下凸轮构件15也同样地逆时针旋转,成为相对于螺杆插入孔11a而朝向中心轴o向内方进入的状态。
76.传感器16设于末端执行器17a与本体11之间。此处,传感器16为可侦测三方向的力及三方向的力矩的六轴触觉传感器。传感器16将所侦测到的六轴成分的侦测结果发送至控制部18。
77.控制部18基于传感器16所侦测到的、拧紧装置10对工件b的接触状态的变化,推定拧紧装置10相对于工件b的偏移量。更具体而言,在利用下凸轮构件15将螺杆a以固定状态保持于拧紧装置10的状态下控制移动机构17,利用传感器16来侦测使螺杆a与工件b的接触状态变化时的、接触状态的时间变化,基于由传感器16所侦测到的接触状态的时间变化及事先通过机器学习等所学习的结果,来推定偏移量。另外,通过控制移动机构17从而调整拧紧装置10的位置偏移,在此调整后进行拧紧于工件b的作业。此外,关于机器学习的方法,只要使用国际公开第2019/150726号等所公开的方法即可,省略详细说明。
78.以下,对使用所述拧紧装置10使螺杆a螺合于形成于工件b的上表面的螺孔ba并拧紧的方法加以说明。此方法的拧紧装置10的各部的控制及移动机构17的各部的控制是由控制部18进行。
79.在利用拧紧装置10保持螺杆a前的初始状态下,由于弹簧19的施压力而各上凸轮构件13成为突出的部分向螺杆插入孔11a内突出的突出状态。另外,伴随于此,各下凸轮构件15成为突出的部分从螺杆插入孔11a退避的退避状态。
80.此初始状态下,首先控制移动机构17,使拧紧装置10从螺杆a的螺杆头ab的上方朝向下方下降,使螺杆头ab插入至螺杆插入孔11a内。插入开始时,螺杆头ab不接触下凸轮构件15。
81.接着,若进一步使螺杆头ab向螺杆插入孔11a内深深地插入,则螺杆头ab接触上凸轮构件13的下表面13a,伴随螺杆头ab的插入,上凸轮构件13从上方观看而向逆时针方向慢慢旋转。此时,伴随上凸轮构件13的旋转而下凸轮构件15也同样地旋转,下凸轮构件15的突出的部分进入螺杆插入孔11a内而与螺杆头ab的外周面抵接,由于此抵接而成为螺杆头ab经固定的固定状态。而且,此时螺杆头ab也通过磁铁11b的磁力而保持于本体11。
82.接着,在螺杆头ab固定于本体11的状态下,通过移动机构17使拧紧装置10移动而与工件b接触。然后,利用传感器16来侦测拧紧装置10对工件b的接触状态的变化,基于传感器16所侦测到的接触状态的变化来推定拧紧装置10相对于工件b的偏移量,通过控制移动机构17从而进行此偏移量的修正。
83.接下来,在修正了偏移量的状态下,进行使螺杆a螺合于工件b的螺孔ba并拧紧的
作业。此拧紧作业中,从上方观看而使拧紧装置10顺时针旋转。此时,下凸轮构件15由于单向离合器14的作用而不妨碍螺杆a的旋转。由此,螺杆a为通过仅磁铁11b的作用而保持于本体11的保持状态,因而可使螺杆a良好地追随螺孔ba而进行拧紧作业。
84.接下来,完成螺杆a对螺孔ba的拧紧作业后,磁铁11b的保持力小,因而通过利用移动机构17使拧紧装置10向上方移动,从而解除拧紧装置10对螺杆a的保持。由此,拧紧作业完成。
85.以下,参照图3及图4对本发明的第二实施方式的拧紧装置20进行说明。此处,以下述情况为例进行说明,即:使用拧紧装置20,使螺杆a螺合于形成于工件b的上表面的螺孔ba并拧紧。螺杆a具有垫圈aa,且具有六棱柱状的螺杆头ab。
86.拧紧装置20包括:第一本体21;第二本体22,经由轴承21a而安装于第一本体21;第一上下移动体23,在第一本体21的一侧方,伴随第一本体21的旋转而相对于第二本体22上下移动;第二上下移动体24,在第一本体21的另一侧方,伴随第一本体21的旋转而相对于第二本体22上下移动;连杆体25,将第一上下移动体23的下部与第一本体21连结,在下部具有相当于本发明的固定构件的夹持部(爪部)25a;直动体26,将第二上下移动体24的下部与连杆体25连结;传感器27;移动机构28;以及控制部29。
87.在第一本体21,在下表面形成有螺杆a的大致六棱柱状的螺杆头ab可具有间隙地插入的螺杆插入孔21b。而且,在第一本体21的螺杆插入孔21b的上方,配置有相当于本发明的保持构件的磁铁21c。
88.第二本体22固定于轴承21a的外圈,所述轴承21a在内圈固定有第一本体21。由此,即便第一本体21旋转,第二本体22也不旋转。另外,在第一本体21经由单向离合器32而安装有凸轮31。由于单向离合器32的作用,在使第一本体21从上方观看而向顺时针方向旋转时,即便第一本体21旋转,凸轮31也不旋转。
89.在使第一本体21从上方观看而向逆时针方向旋转时,凸轮31伴随第一本体21的旋转而旋转。在凸轮31的两个侧壁形成有凸轮孔31a、凸轮孔31b。这些凸轮孔31a、31b成为不同形状(凸轮分布)。而且,以将凸轮31的侧面与第二本体22连结的方式安装有弹性构件33。由此,在逆时针旋转时必须抵抗弹性力而移动,若旋转力消失则回到原本的位置。
90.第一上下移动体23设有销23a,以伴随第一本体21的旋转而相对于第一本体21上下移动的方式构成,所述销23a插入至形成于凸轮31的其中一个侧壁的凸轮孔31a。
91.第二上下移动体24设有销24a,以伴随第一本体21的旋转而相对于第一本体21上下移动的方式构成,所述销24a插入至形成于凸轮31的另一个侧壁的凸轮孔31b。此外,在第一本体21以相同角度旋转的情况下,以第一上下移动体23相较于第二上下移动体24而行程变长的方式规定凸轮孔31a、凸轮孔31b的形状。
92.连杆体25包含:第一连杆25b,一端部旋转自如地支撑于第一上下移动体23的下部;以及第二连杆25c,一端部旋转自如地支撑于第一连杆25b的另一端部,并且中间部旋转自如地支撑于第一本体21。
93.另外,第二连杆25c在其另一端部,形成有可与螺杆a的垫圈aa的下表面抵接而固定螺杆a的夹持部25a。此外,本实施方式中,夹持部25a与垫圈aa的下表面抵接而固定螺杆a,但在不存在垫圈aa的情况下,夹持部25a也可与螺杆a的凸缘面抵接而固定螺杆a。
94.直动体26的一端部固定于第二上下移动部24的下部,并且另一端部与第二连杆
25c的中间部一起旋转自如地支撑于第一本体21的下部。
95.传感器27设于末端执行器28a与第一本体21之间。此处,传感器27为可侦测三方向的力及三方向的力矩的六轴触觉传感器。传感器27将所侦测到的六轴成分的侦测结果发送至控制部29。
96.控制部29基于传感器27所侦测到的、拧紧装置20对工件b的接触状态的变化,来推定拧紧装置20相对于工件b的偏移量。更具体而言,在利用夹头25a将螺杆a以固定状态保持于拧紧装置20的状态下控制移动机构28,利用传感器27来侦测使螺杆a与工件b的接触状态变化时的、接触状态的时间变化,基于由传感器27所侦测到的接触状态的时间变化、及事先通过机器学习等所学习的结果,来推定偏移量。接着,通过控制移动机构28从而调整拧紧装置20的位置偏移,在此调整后进行拧紧于工件b的作业。此外,机器学习的方法只要使用第一实施方式所列举的文献中记载的方法等即可,省略详细的说明。
97.以下,对使用所述拧紧装置20使螺杆a螺合于形成于工件b的上表面的螺孔ba并拧紧的方法加以说明。此方法的拧紧装置20的各部的控制是由控制部29进行。
98.在利用拧紧装置20保持螺杆a前的初始状态下,第一上下移动体23及第二上下移动体24位于上侧,夹持部25a成为从螺杆插入孔21b向侧方退避的退避状态。
99.此初始状态下,首先控制移动机构28,使拧紧装置20从螺杆a的螺杆头ab的上方朝向下方下降,使螺杆头ab插入至第一本体21的螺杆插入孔21b内。而且,此时螺杆头ab也由磁铁21c的磁力保持于第一本体21。
100.接着,使螺杆头ab插入至螺杆插入孔21b的深部后,控制第一本体21,使第一本体21向逆时针方向旋转,例如旋转半圈。此时,伴随第一本体21的旋转而凸轮31也旋转。由此,凸轮31抵抗弹性构件33的弹性力而旋转,销23a、销24a分别在凸轮孔31a、凸轮孔31b内移动,连杆体25及直动体26在这些的连结部以转动自如的状态变化,夹持部25a从侧方下侧挤压插入至螺杆插入孔21b的螺杆a的垫圈aa。由此,成为螺杆a经固定于螺杆插入孔21b内的固定状态。
101.接着,在螺杆头ab固定于第一本体21的状态下,通过移动机构28使拧紧装置20移动而与工件b接触。然后,通过传感器27来侦测拧紧装置20对工件b的接触状态的变化,基于传感器27所侦测到的接触状态的变化来推定拧紧装置20相对于工件b的偏移量,通过控制移动机构28从而进行所述偏移量的修正。
102.接下来,在修正了偏移量的状态下,进行使螺杆a螺合于工件b的螺孔ba并拧紧的作业。此拧紧作业中,从上方观看而使第一本体21顺时针旋转。此时,首先由于弹性构件33的弹性力而仅凸轮31旋转,解除夹持部25a对螺杆a的固定。进而,若使第一本体21从上方观看而顺时针旋转,则第一本体21相对于第二本体22而旋转。由此,螺杆a为由磁铁21c保持于第一本体21的保持状态,因而可使螺杆a良好地追随螺孔ba而进行拧紧作业。
103.接着,完成螺杆a对螺孔ba的拧紧作业后,磁铁21c的保持力小,因而通过利用移动机构28使拧紧装置20向上方移动,从而解除拧紧装置20对螺杆a的保持。由此,拧紧作业完成。
104.如以上所说明,在进行拧紧作业前,维持螺杆a经固定于本体11或第一本体21的固定状态,因而可利用传感器16、传感器27来准确地侦测螺杆a对工件b的接触状态的变化。而且,开始拧紧作业后,固定状态解除,因而可使螺杆a追随工件b而拧紧,因此能可靠地紧固。
105.以上,对本发明的实施方式进行了说明,但本发明不限定于此,拧紧装置10、拧紧装置20及进行拧紧作业的螺杆a及工件b的结构或形态等可适当变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1