一种模锻压力机的曲轴锻件翻转装置的制作方法
1.本发明涉及机械领域,具体是一种曲轴的定位装置。
背景技术:
2.大型模锻压力机生产效率较高,生产的锻件质量和尺寸精度较高,一致性较好;随着国内外主机市场对曲轴质量要求日益严格,机车曲轴模锻成型逐渐被大型热模锻压力机生产线代替。大型模锻压力机锻件的生产节拍较快仅为85
‑
130秒/件,切边后热态锻件温度大于1000℃以上,切边和校正工序间的热锻件运输,靠各自配备的机器人快速抓取热锻件;同时,一方面,为了避免热锻件变形发生弯曲,实现校正后采用悬挂曲轴法兰端进行空冷,曲轴校正型腔采用与切边模具型腔方向成180
°
排布特定曲拐朝上的结构;另一方面,切边后锻件需要打印流水号等标识,因此,需要在切边和校正工序之间将曲轴热锻件翻转到特定曲拐朝上的位置;现有技术采用人工借助工具翻转,由于锻件热态下温度较高,操作者需使用夹持工具夹紧轴颈进行翻转,安全系数低,翻转方向一致性较差,且人工速度较慢,影响校正工序的机器人的精准抓取锻件放入校正模具型腔中,使得热锻件和校正模具型腔不符,影响锻件的整形;同时因人工翻转位置的不准确,也影响打号的质量。
技术实现要素:
3.为解决上述技术问题,本发明的目的是提供一种翻转装置,用于将中大型六缸曲轴热锻件由机器人放入校正模具型腔前以及为便于打印流水号而需将曲轴进行翻转时;具体技术方案如下:
4.一种模锻压力机的曲轴锻件翻转装置,包括机架,所述机架的上台板上设置滑道一,滑道一上设置连接座,连接座上固定连接v型支撑块;下台板上设置气缸,气缸的活塞杆与顶板连接;顶板上设置滑道二,顶出v型块设置在所述滑道二上;
5.气缸的两侧对称设置夹套,夹套的上端与顶板连接,夹套套装在导柱的上端;导柱与导套配合,导套固定在下台板上;上台板的下端设置行程开关支架、感应开关支架;行程开关为两个,分别设置在行程开关支架的上方和下方;感应开关设置在感应开关支架上;所述感应开关、行程开关及气缸进气管、气缸出气管上的电磁换向阀均与操作台连接;v型支撑块支撑在曲轴的两端,顶出v型块与特定曲拐处对应;根据曲轴的长度设置v型支撑块在上台板的位置;根据特定曲拐处的半径来确定顶出v型块的顶出高度。
6.所述导套外设置套筒;顶板与夹套固定连接,所述套筒与夹套间设置防护套;气缸的上端设置支撑架,所述支撑架的上端设置通孔,气缸的活塞杆穿过所述通孔;支撑架的两侧与套筒固定。
7.气缸的活塞杆与连接器连接,连接器和与接头下方连接,接头的上方与顶板连接。
8.所述上台板为矩形框型,顶板设置在中间矩形孔内。
9.本发明的优点是:采用翻转热态曲轴锻件的装置,可高效地、精准地实现曲轴进行翻转到所需位置,避免人工翻转操作的低效率,提高了操作安全性,降低了操作者的劳动强
度,提高了工作效率,保证了机器人从翻转架上稳定、精准地抓取热锻件,放入校正型腔进行整形,提高了锻件整形的质量和尺寸精度。
附图说明
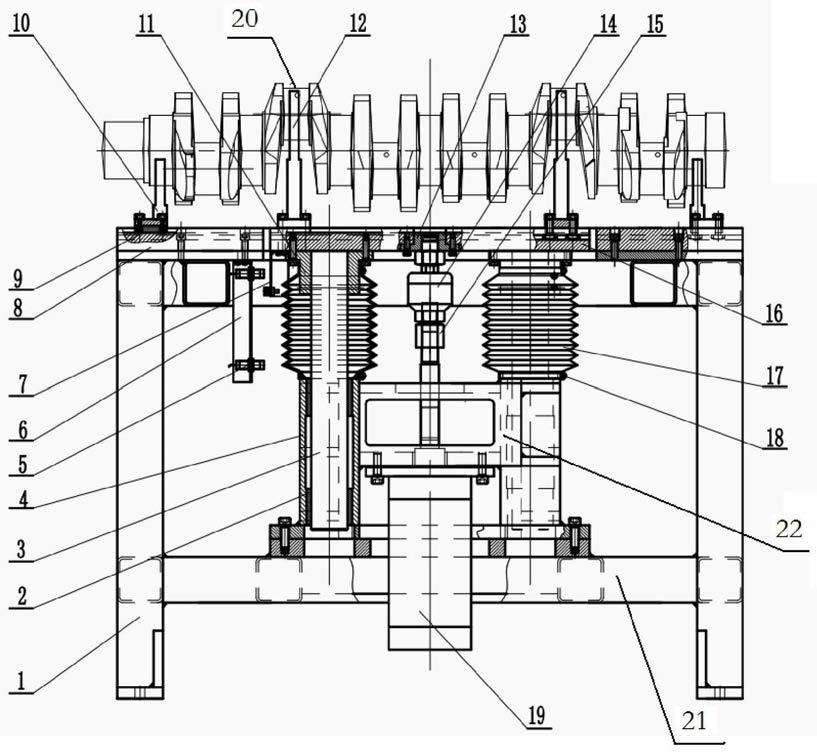
10.图1为本发明的结构示意图;
11.图2为图1去掉曲拐后的俯视图。
具体实施方式
12.下面结合附图具体说明本发明,如图所示,1本发明包括机架1,
13.所述机架1的上台板8上设置滑道一,滑道一上设置连接座9,连接座9上固定连接v型支撑块10;所述滑道一为沿图1的左右方向的燕尾槽,连接座9的下端设置梯形凸部,所述梯形凸部插入燕尾槽中,并且用螺栓固定,进而可根据曲轴的长度来调整连接座的位置;
14.下台板21上设置气缸19,气缸的活塞杆与顶板16连接;所述上台板8为矩形框型,左右两边的长度较大,上面设置滑道一;顶板16设置在矩形框的中间矩形孔内。
15.顶板上设置滑道二,顶出v型块12设置在所述滑道二上;滑道二的结构与滑道一相同;
16.为防止倾斜及导向,气缸的两侧对称设置夹套11,夹套11的上端与顶板16通过螺栓连接,夹套11套装在导柱3的上端;导柱3与导套2配合,导套2固定在下台板21上;为防止失稳,气缸的上端设置支撑架22,所述支撑架22为框架结构,上端端部上设置通孔,通孔的内径与气缸的活塞杆配合,活塞杆穿过所述通孔,利用该通孔避免活塞杆失稳;支撑架的两侧与套筒固定,也保证了导套的稳定。支撑架通过螺栓固定在气缸的缸体上;气缸则嵌入下台板的通孔内,且由螺栓固定。
17.为控制顶板的升起高度,上台板的下端设置行程开关支架6、感应开关支架7;行程开关5为两个,分别设置在行程开关支架的上方和下方;感应开关设置在感应开关支架上;所述感应开关、行程开关及气缸进气管、气缸出气管上的电磁换向阀均与操作台连接;通过感应开关实时检测顶板的升起高度,并通过行程开关来控制顶板的最终升降高度;
18.v型支撑块支撑在曲轴的两端,顶出v型块与特定曲拐处对应;
19.根据曲轴的长度设置v型支撑块在上台板的位置;根据特定曲拐处的半径来确定顶出v型块的顶出高度,进而可调整行程开关的位置,以便与顶板的升降高度契合。
20.为增加强度,所述导套2外设置套筒4,套筒4为圆柱形,焊接固定在下台板21上;顶板与夹套通过螺栓固定连接;防止锻件的热渣掉入,所述套筒与夹套间设置防护套17,防护套通过喉箍18固定在套筒4的上部外侧。
21.优选的一种气缸与顶板的连接方式是:气缸的活塞杆与连接器15连接,连接器15和与接头14下方连接,接头14的上方与顶板16连接。
22.生产曲轴产品时,需先根据曲轴两端主轴和特定曲拐20位置来调整支撑v型块10和顶出v型块12位置,根据特定曲拐处的曲柄半径调整顶出v型块的行程。当切边后的热锻件由切边机器人抓取到翻转架的支撑v型块10上,操作者启动操作台上电钮,与之连接的电磁换向阀打开,气体进入气缸中驱动活塞向上运行,连接在活塞上的固定在顶板16的顶出v型块12,将曲轴锻件旋转至特定曲拐朝上位置,机器人抓取曲轴、精准放入校正模具型腔下
模内,进行整形的过程;操作者操控电钮,电磁换向阀关闭,气体排出,顶出v型块随着气缸中的活塞下落而复位,等待下个曲轴锻件的放置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1