一种激光焊接机的制作方法
1.本发明涉及焊接器技术领域,具体来说,涉及一种激光焊接机。
背景技术:
2.焊接器焊接准度不高及工作效率低存在如下几点原因:
3.1、针对每次焊接时放置位置出现的位偏差,无法准确的对焊接点位置的变化进行调整,因而不能保证焊接的准确性及焊接的质量。
4.2、在焊接时,单一的焊接工位,在焊接器完成焊接工作时,需将焊接完成的工件移出,在焊接完成工件移出的过程中,焊接器处于停工状态,需再次上料时才能继续进行焊接工作,因此使得焊接的工作效率低下。
5.要保障焊接的准确性,同时保证焊接的效率,为此提出一种蜂巢能源焊接器。
技术实现要素:
6.针对相关技术中的问题,本发明提出一种激光焊接机,具有焊接点的精准度高,焊接效率高的优点,解决目前焊接器焊接的准确性不高,焊接工作效率低的问题。
7.本发明的技术方案是这样实现的:
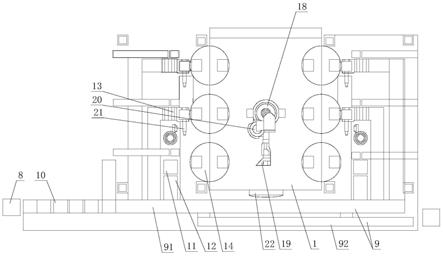
8.一种激光焊接机,包括防护房,所述防护房的上端装配有隔层,隔层的上端加装有机器人控制柜、plc控制柜、稳压器、除尘器和激光器,机器人控制柜、plc控制柜和稳压器位于隔层的前侧,除尘器位于隔层的后侧,激光器位于隔层的右侧;所述防护房的下侧左端加装有人工上料工位,人工上料工位的侧端加装有托盘输送带,托盘输送带的上端放置有物料盘;所述托盘输送带进料端的侧端加装有来料视觉检测系统,托盘输送带的前侧加装有上料工作台,上料工作台进料端的侧端加装有上料机器人;所述上料机器人的侧端加装有回转台,回转台上加装有第一焊接夹具、第二焊接夹具和抓手;所述防护房的下层中央加装有焊接机器人,焊接机器人与机器人控制柜电性连接,焊接机器人的输出端加装有激光头;所述焊接机器人的侧端加装有焊接振镜头pfo,焊接振镜头pfo的探测端正对激光头的焊接端,焊接振镜头pfo与plc控制柜电性连接。
9.更进一步地,所述回转台上设有上下料工位和焊接工位,上下料工位与焊接工位完成自动回转变换工位,上料机器人的工作端在上下料工位自动进行工作,第一焊接夹具、第二焊接夹具及焊接机器人输出端的激光头在焊接工位工作。
10.更进一步地,所述第一焊接夹具和第二焊接夹具采用气动电控自动控制的形式来控制,第一焊接夹具和第二焊接夹具对称装配在回转台的焊接工位上,抓手采用气爪夹紧与吸盘吸附的形式,抓手可完成零件的抓取以及焊接成品件的抓取,实现自动上下工件。
11.更进一步地,所述托盘输送带包括工件输送带和焊接成品输送带,工件输送带用以将物料托盘送至相应的上料工位,焊接成品输送带将焊接完成的成品输送至人工检测工位上。
12.更进一步地,所述焊接成品输送带包括铝型材框架、皮带和电机,皮带和电机装配
在铝型材框架上,皮带与电机的输出端相连。
13.更进一步地,所述焊接振镜头pfo连接图像处理系统和平板电脑,平板电脑与图像处理系统相连。
14.更进一步地,所述焊接振镜头pfo外接激光焊机监控系统,激光焊机监控系统通过焊接过程中的离子辐射、温度辐射以及激光辐射的参数值与生产运行的信号进行对比,并实时传送,实现对激光焊接监测。
15.更进一步地,所述上料工作台和焊接机器人的侧端均加装有高清摄像头,隔层的前端下侧加装有液晶显示屏,高清摄像头与液晶显示屏电性连接。
16.本发明的有益效果:
17.1、本发明提出的激光焊接机,第一焊接夹具与第二焊接夹具轮流上下工件以及轮流送至焊接工位对工件进行焊接,使得焊接机器人前端的激光头不间断的对工件进行焊接,提高了工件的焊接效率。
18.2、同时焊接振镜头pfo进行位置识别进行补偿,焊接的精准度得到了保证。
19.3、调整工件位置后在激光焊机监控系统的监控下进行焊接,便于实时观察内部设备运行状态,安全性高,便于发现故障并维修。
附图说明
20.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是本发明的整体结构俯视图;
22.图2是本发明的隔层下侧俯视图;
23.图3是本发明的回转台俯视图;
24.图4是本发明的焊接成品输送带结构示意图;
25.图5是本发明的焊接振镜头pfo与图像处理系统及平板电脑连接图;
26.图6是本发明的焊接振镜头pfo与激光焊机监控系统连接图;
27.图7是本发明的焊接振镜头pfo扫描焊接状态图。
28.图中:
29.1、防护房;2、隔层;3、机器人控制柜;4、plc控制柜;5、稳压器;6、除尘器;7、激光器;8、人工上料工位;9、托盘输送带;91、工件输送带;92、焊接成品输送带;921、铝型材框架;922、皮带;923、电机;10、物料盘;11、来料视觉检测系统;12、上料工作台;13、上料机器人;14、回转台;15、第一焊接夹具;16、第二焊接夹具;17、抓手;18、焊接机器人;19、激光头;20、焊接振镜头pfo;201、图像处理系统;202、平板电脑;203、激光焊机监控系统;21、高清摄像头;22、液晶显示屏。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
31.请参阅图1
‑
7,一种激光焊接机,包括防护房1,防护房1的上端装配有隔层2,隔层2的上端加装有机器人控制柜3、plc控制柜4、稳压器5、除尘器6和激光器7,机器人控制柜3、plc控制柜4和稳压器5位于隔层2的前侧,除尘器6位于隔层2的后侧,激光器7位于隔层2的右侧;防护房1的下侧左端加装有人工上料工位8,人工上料工位8的侧端加装有托盘输送带9,托盘输送带9的上端放置有物料盘10;托盘输送带9进料端的侧端加装有来料视觉检测系统11,托盘输送带9的前侧加装有上料工作台12,上料工作台12进料端的侧端加装有上料机器人13;上料机器人13的侧端加装有回转台14,回转台14上加装有第一焊接夹具15、第二焊接夹具16和抓手17;防护房1的下层中央加装有焊接机器人18,焊接机器人18与机器人控制柜3电性连接,焊接机器人18的输出端加装有激光头19;焊接机器人18的侧端加装有焊接振镜头pfo20,焊接振镜头pfo20的探测端正对激光头19的焊接端,焊接振镜头pfo20与plc控制柜4电性连接。
32.请参阅图3,回转台14上设有上下料工位和焊接工位,上下料工位与焊接工位完成自动回转变换工位,上料机器人13的工作端在上下料工位自动进行工作,第一焊接夹具15、第二焊接夹具16及焊接机器人18输出端的激光头19在焊接工位工作。
33.通过采用上述技术方案,回转台14将第一焊接夹具15转动到上下料工位,用以卸下焊接完成的工件以及重新装上待焊接的工件,同时第二焊接夹具16移至焊接工位,由焊接机器人18前端的激光头19对工件进行焊接,焊接完成后,回转台14将第二焊接夹具16转动到上下料工位,用以卸下焊接完成的工件以及重新装上待焊接的工件,同时第一焊接夹具15移至焊接工位,由焊接机器人18前端的激光头19对工件进行焊接,以此循环,完成对工件的不间断焊接工作。
34.请参阅图3,第一焊接夹具15和第二焊接夹具16采用气动电控自动控制的形式来控制,第一焊接夹具15和第二焊接夹具16对称装配在回转台14的焊接工位上,抓手17采用气爪夹紧与吸盘吸附的形式,抓手17可完成零件的抓取以及焊接成品件的抓取,实现自动上下工件。
35.通过采用上述技术方案,第一焊接夹具15和第二焊接夹具16的工作采用气动电控自动控制,稳定性高,无需人工操作,工作效率高且安全性高,抓手17采用气爪夹紧与吸盘吸附的形式,可稳定的将焊接成品件抓取下料以及将待焊接的工件抓取上料。
36.请参阅图2,托盘输送带9包括工件输送带91和焊接成品输送带92,工件输送带91用以将物料托盘送至相应的上料工位,焊接成品输送带92将焊接完成的成品输送至人工检测工位上。
37.请参阅图4,焊接成品输送带92包括铝型材框架921、皮带922和电机923,皮带922和电机923装配在铝型材框架921上,皮带922与电机923的输出端相连。
38.通过采用上述技术方案,抓手17将焊接完成的成品放置在焊接成品输送带92上,由电机923驱动皮带922转动,将焊接成品稳定输送至人工检测工位上,由人工进一步检测焊接的质量。
39.请参阅图5,焊接振镜头pfo20连接图像处理系统201和平板电脑202,平板电脑202与图像处理系统201相连。
40.通过采用上述技术方案,图像处理系统201通过两个坐标系之间的转换实现自动校准焊缝偏差位置,pfo=pfo坐标系(x,y)与vl=图片坐标系(u,v),两个坐标系之间的转换需要五个变量,可以通过10点校准模式确定,用以提高焊接的精准性。
41.请参阅图6,焊接振镜头pfo20外接激光焊机监控系统203,激光焊机监控系统203通过焊接过程中的离子辐射、温度辐射以及激光辐射的参数值与生产运行的信号进行对比,并实时传送,实现对激光焊接监测。
42.请参阅图2,上料工作台12和焊接机器人18的侧端均加装有高清摄像头21,隔层2的前端下侧加装有液晶显示屏22,高清摄像头21与液晶显示屏22电性连接。
43.通过采用上述技术方案,高清摄像头21用以实时监测焊接的状态以及自动上料的状态,实现对内部设备运行状态的监测,监测的画面传输至液晶显示屏22进行显示,操作人员可以直观的看到内部的状况。
44.为了进一步更好的解释说明本发明,在本发明的激光焊接机的具体实施方式如下:
45.请参阅图1
‑
7,本激光焊接机,由来料视觉检测系统11对料盘进行检测,检测到合格时将料盘输送到上料工作台12上,上料机器人13抓取上料,由抓手17抓下上料机器人13送来的工件,装配至第一焊接夹具15抑或第二焊接夹具16上,若第二焊接夹具16上的工件处于焊接工位,则焊接机器人18输出端的的激光头19对焊接工位上的工件进行焊接,焊接完成后,第一焊接夹具15和第二焊接夹具16具将工件夹紧定位,回转台14将第一焊接夹具15回转进入焊接工位、将第二焊接夹具16回转到上卸料工位并夹紧,然后焊接振镜头pfo20进行位置识别进行补偿,调整工件位置后在激光焊机监控系统203的监控下进行焊接,焊接完成后第一焊接夹具15回转到上卸料工位,第二焊接夹具16回转到焊接工位,夹具松开,上料机器人13去下第一焊接夹具15上焊接完成后的工件,并再次上料,以此循环完成焊接工作。
46.综上所述,借助于本发明的上述技术方案,本发明提出的激光焊接机,回转台14将第一焊接夹具15转动到上下料工位,用以卸下焊接完成的工件以及重新装上待焊接的工件,同时第二焊接夹具16移至焊接工位,由焊接机器人18前端的激光头19对工件进行焊接,焊接完成后,回转台14将第二焊接夹具16转动到上下料工位,用以卸下焊接完成的工件以及重新装上待焊接的工件,同时第一焊接夹具15移至焊接工位,由焊接机器人18前端的激光头19对工件进行焊接,以此循环,完成对工件的不间断焊接工作,提高了工件的焊接效率,同时焊接振镜头pfo20进行位置识别进行补偿,调整工件位置后在激光焊机监控系统203的监控下进行焊接,焊接的精准度得到了保证,并且便于实时观察内部设备运行状态,安全性高,便于发现故障并维修;整体工件焊接工作效率高,焊接的精准度高,便于实时观察运行状态,降低故障发生的概率,安全性高。
47.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1