模块化增材制造的工具组件的制作方法
1.本公开大体涉及工具,并且更具体地涉及模块化增材制造的工具组件,该模块化增材制造的工具组件包括用于保持增材制造的工具的工具保持器。
技术实现要素:
2.本公开描述了一种模块化增材制造的工具组件,其包括工具保持器和使用一个或多个增材制造过程制造的工具。该工具组件还包括主轴连接器,其能够在生产装备中自动操作并且包括必要的硬件,诸如芯片读取器和冷却剂管。
3.机械过程装备的验证(validation)有时成本高昂且耗时。因此,期望开发用于以及时且成本有效的方式验证机加工过程的组件和方法。当前公开的工具组件使用增材制造技术来降低验证机加工过程装备所需的总时间,同时以降低的成本这样做。这旨在使得经由增材制造方法能够形成能被快速部署以支持装备验证的标准工具和工具组件。
4.在其他机加工过程中,工具保持器可以利用为验证操作/过程验证所接受的不同材料、公差和构建质量来生产;但是,应当根据材料、精密精加工和功能的特定标准来构建主轴连接件。因此,这些其他机加工过程既耗时又昂贵。
5.当前公开的工具组件提供了使用增材制造技术的,在工具保持器和主轴连接件之间的连接件的解决方案。当前公开的工具组件还提供内部和外部支撑件以及生长控制部件,以及执行完整的验证过程所需的测试测量和/或指示设备。因此,当前公开的工具组件允许用户移动(move)用于装备和机加工过程(运动、程序、碰撞干扰等)的验证阶段,以与切削工具生产并行地进行或者甚至在开始切削工具生产之前进行。这能够显著缩短总体装备验证时间线,并且降低在验证期间使用生产切削工具的额外费用。
6.在本技术的一方面中,模块化增材制造的工具组件包括易消耗工具和联接到该易消耗工具的工具保持器。工具组件被构造为联接到机器主轴。工具组件还包括联接到工具保持器的主轴连接件。主轴连接件被构造为联接到机器主轴。工具保持器和易消耗工具中的每一个都包括易消耗材料。使用增材制造过程来制造工具保持器和易消耗工具中的每一个。主轴连接件可以包括连接件定位特征,并且工具保持器可以包括形状和尺寸设置成与连接件定位特征配合的保持器定位特征。
7.工具组件还可以包括联接在主轴连接件和工具保持器之间的纵向支撑件。纵向支撑件可以包括金属材料。易消耗材料可以包括聚合物材料。金属材料具有第一弯曲刚度,并且易消耗材料具有第二弯曲刚度。术语“易消耗工具”是指不能机加工金属工件并且在机加工金属工件时迅速磨损和断裂的工具。第一弯曲刚度可以大于第二弯曲刚度,以最小化工具保持器的弯曲。工具保持器和易消耗工具中的每一个都包括多层易消耗材料。术语“易消耗材料”是指在用于机加工金属工件时会迅速磨损和破裂的材料。
8.工具保持器可以包括细长本体。工具保持器可以限定延伸穿过细长本体的强化开口。纵向支撑件可以是设置在强化开口中的金属棒。
9.工具保持器可以限定最外面的保持器表面和与最外面的保持器表面相对的最里
面的保持器表面。最里面的保持器表面可以限定强化开口。工具组件还包括围绕工具保持器设置的径向支撑件。径向支撑件与最外面的保持器表面直接接触。径向支撑件可以包括金属材料。径向支撑件是围绕工具保持器设置的套环,以最小化工具保持器的径向膨胀。
10.工具组件还可以包括至少一个紧固件,其将主轴连接件联接到工具保持器。工具组件还可以包括延伸穿过易消耗工具的冷却喷嘴。其中,冷却喷嘴被构造为接收冷却剂,以模拟穿过工具的冷却剂流动/方向/机加工(machine)。工具组件还可以包括至少一个排放孔,该排放孔延伸穿过主轴连接件以调节冷却剂流动/性能。工具保持器包括第一保持器端部部分和与第一保持器端部部分相对的第二保持器端部部分。第二保持器端部部分可以包括保持器定位特征。连接件定位特征可以是尺寸和形状设置成接收第二保持器端部部分的连接件开口。工具保持器可以包括延伸穿过第一保持器端部部分的工具保持器开口,并且工具保持器开口的尺寸和形状可以设置成接收易消耗工具的一部分,以将易消耗工具连接到工具保持器。工具组件还可以包括围绕工具保持器设置的凸缘。凸缘直接邻接主轴连接件。凸缘可以与主轴连接件直接接触,并且围绕工具保持器的第二保持器端部部分,以促进将主轴连接件连接到工具保持器。
11.本公开还描述了一种验证预定机加工计划的方法。在本公开的一方面中,该方法包括:使用增材制造过程制造易消耗工具;使用增材制造过程制造工具保持器,其中,易消耗工具和工具保持器中的每一个都由易消耗材料制成;将工具保持器连接到主轴连接件;将易消耗工具连接到工具保持器;将主轴连接件连接到机器主轴;以及在将易消耗工具连接到工具保持器以及在将主轴连接件连接到机器主轴之后,根据预定机加工计划利用易消耗工具模拟机加工工件,以验证预定机加工计划。使用精加工的零件和运行计算机数控(cnc)的循环程序的工具组件来执行模拟机加工。
12.模拟机加工工件可能需要根据预定机加工计划对工件进行铣削、镗削和/或钻削。该方法还可以包括将纵向支撑件放置在主轴连接件和工具保持器之间。纵向支撑件可以完全由金属材料制成。易消耗材料可以是聚合物材料。工具保持器和易消耗工具中的每一个都可以完全由聚合物材料制成。金属材料具有第一弯曲刚度,并且易消耗材料具有第二弯曲刚度。第一弯曲刚度可以大于第二弯曲刚度,以最小化工具保持器的弯曲。工具保持器可以包括细长本体。工具保持器可以限定强化开口。强化开口可以延伸穿过细长本体。将纵向支撑件放置在主轴连接件和工具保持器之间可需要将纵向支撑件放置在工具保持器的强化开口中。纵向支撑件可以是金属棒。
13.该方法还可以包括在工具保持器周围放置径向支撑件。工具保持器可以限定最外面的保持器表面和与最外面的保持器表面相对的最里面的保持器表面。最里面的保持器表面可以限定强化开口。径向支撑件可以与最外面的保持器表面直接接触。径向支撑件可以完全由金属材料制成。径向支撑件可以是套环,其被构造为围绕工具保持器设置,以最小化工具保持器的径向膨胀。
14.工具保持器可以包括第一保持器端部部分和与第一保持器端部部分相对的第二保持器端部部分。工具保持器可以包括延伸穿过第一保持器端部部分的工具保持器开口。工具保持器开口的尺寸和形状可以设置成接收易消耗工具的一部分,以将易消耗工具连接到工具保持器。将易消耗工具连接到工具保持器可以包括:将易消耗工具的部分插入第一保持器端部部分的工具保持器开口内,以将易消耗工具连接到工具保持器。将工具保持器
连接到主轴连接件可需要将第二保持器端部部分插入主轴连接件的连接件开口中,且该连接件开口的尺寸和形状设置成接收第二保持器端部部分,以将主轴连接件连接到工具保持器。机加工工件可以包括在工件上模拟机加工,其中工件已经根据预定机加工计划被机加工,并且工件完全由比形成易消耗工具的材料更硬的材料制成。
15.方案1.一种模块化增材制造的工具组件,包括:易消耗工具;工具保持器,其联接到所述易消耗工具,其中,所述工具组件被构造为联接到机器主轴;主轴连接件,其联接到所述工具保持器,其中,所述主轴连接件被构造为联接到所述机器主轴;其中,所述工具保持器和所述易消耗工具中的每一个都包括易消耗材料;以及其中,所述工具保持器和所述易消耗工具中的每一个都包括多层易消耗材料。
16.方案2.根据方案1所述的工具组件,其特征在于,所述主轴连接件包括连接件定位特征,并且所述工具保持器包括形状和尺寸设置成与所述连接件定位特征配合的保持器定位特征。
17.方案3.根据方案2所述的工具组件,其还包括联接在所述主轴连接件和所述工具保持器之间的纵向支撑件,所述纵向支撑件包括金属材料,所述易消耗材料包括聚合物材料,所述金属材料具有第一弯曲刚度,所述易消耗材料具有第二弯曲刚度,并且第一弯曲刚度大于所述第二弯曲刚度以最小化所述工具保持器的弯曲。
18.方案4.根据方案3所述的工具组件,其特征在于,所述工具保持器包括细长本体,所述工具保持器限定延伸穿过所述细长本体的强化开口,并且所述纵向支撑件是设置在所述强化开口中的金属棒。
19.方案5.根据方案4所述的工具组件,其特征在于,所述工具保持器限定最外面的保持器表面和与所述最外面的保持器表面相对的最里面的保持器表面,所述最里面的保持器表面限定所述强化开口,所述工具组件还包括围绕所述工具保持器设置的径向支撑件,所述径向支撑件与所述最外面的保持器表面直接接触,所述径向支撑件包括金属材料,并且所述径向支撑件是围绕所述工具保持器设置的套环,以最小化所述工具保持器的径向膨胀。
20.方案6.根据方案5所述的工具组件,其还包括至少一个紧固件,其将所述主轴连接件联接到所述工具保持器。
21.方案7.根据方案6所述的工具组件,其还包括延伸穿过所述易消耗工具的冷却喷嘴,其中,所述冷却喷嘴被构造为接收冷却剂,以检查穿过所述工具组件的冷却剂的输送。
22.方案8.根据方案7所述的工具组件,其还包括至少一个排放孔,其延伸穿过所述主轴连接件,以调节所述冷却剂的输送的流动/压力分布。
23.方案9.根据方案8所述的工具组件,其特征在于,所述工具保持器包括第一保持器端部部分和与所述第一保持器端部部分相对的第二保持器端部部分,所述第二保持器端部部分包括所述保持器定位特征,并且所述连接件定位特征是尺寸和形状设置成接收所述第二保持器端部部分的连接件开口。
24.方案10.根据方案9所述的工具组件,其特征在于,所述工具保持器包括延伸穿过
所述第一保持器端部部分的工具保持器开口,并且所述工具保持器开口的尺寸和形状设置成接收所述易消耗工具的一部分,以将所述易消耗工具连接到所述工具保持器。
25.方案11.根据方案10所述的工具组件,其还包括围绕所述工具保持器设置的凸缘,其中,所述凸缘直接邻接所述主轴连接件,所述凸缘与所述主轴连接件直接接触并且围绕所述工具保持器的第二保持器端部部分,以促进将所述主轴连接件连接到所述工具保持器。
26.方案12.一种验证预定机加工计划的方法,包括:使用增材制造过程制造易消耗工具;使用增材制造过程制造工具保持器,其中,所述易消耗工具和所述工具保持器中的每一个都由易消耗材料制成;将所述工具保持器连接到主轴连接件;将所述易消耗工具连接到所述工具保持器;将所述主轴连接件连接到机器主轴;以及在将所述易消耗工具连接到所述工具保持器之后以及将所述主轴连接件连接到所述机器主轴之后,使用所述易消耗工具和工件来验证预定机加工计划。
27.方案13.根据方案12所述的方法,其特征在于,验证所述预定机加工计划包括:利用所述易消耗工具机加工所述工件,并且所述工件完全由比形成所述易消耗工具的易消耗材料更软的材料制成。
28.方案14.根据方案12所述的方法,其特征在于,验证所述预定机加工计划包括:利用所述易消耗工具模拟机加工所述工件,其中,所述工件已经根据所述预定机加工计划被机加工,并且工件完全由比形成所述易消耗工具的材料更硬的材料制成。
29.方案15.根据方案12所述的方法,其特征在于,机加工所述工件包括:根据所述预定机加工计划对所述工件进行钻削。
30.方案16.根据方案12所述的方法,其还包括将纵向支撑件放置在所述主轴连接件与所述工具保持器之间,其中,所述纵向支撑件完全由金属材料制成,所述易消耗材料是聚合物材料,所述工具保持器和所述易消耗工具中的每一个完全由聚合物材料制成,所述金属材料具有第一弯曲刚度,所述易消耗材料具有第二弯曲刚度,并且所述第一弯曲刚度大于所述第二弯曲刚度,以最小化所述工具保持器的弯曲。
31.方案17.根据方案16所述的方法,其特征在于,所述工具保持器包括细长本体,所述工具保持器限定强化开口,所述强化开口延伸穿过所述细长本体,将所述纵向支撑件放置在所述主轴连接件与所述工具保持器之间包括将所述纵向支撑件放置在所述工具保持器的强化开口中,并且所述纵向支撑件是金属棒。
32.方案18.根据方案17所述的方法,其还包括:将径向支撑件围绕所述工具保持器放置,其中,所述工具保持器限定最外面的保持器表面和与所述最外面的保持器表面相对的最里面的保持器表面,所述最里面的保持器表面限定所述强化开口,所述径向支撑件与所述最外面的保持器表面直接接触,所述径向支撑件完全由所述金属材料制成,并且所述径向支撑件是套环,其构造成围绕所述工具保持器设置,以最小化所述工具保持器的径向膨胀。
33.方案19.根据方案18所述的方法,其特征在于,所述工具保持器包括第一保持器端
部部分和与所述第一保持器端部部分相对的第二保持器端部部分,所述工具保持器包括延伸穿过所述第一保持器端部部分的工具保持器开口,所述工具保持器开口的尺寸和形状设置成接收所述易消耗工具的一部分以将所述易消耗工具连接到所述工具保持器,并且将所述易消耗工具连接到所述工具保持器包括将所述易消耗工具的一部分插入所述第一保持器端部部分的工具保持器开口内,以将所述易消耗工具连接到所述工具保持器。
34.方案20.根据方案19所述的方法,其特征在于,将所述工具保持器连接到所述主轴连接件包括将所述第二保持器端部部分插入所述主轴连接件的连接件开口中,并且所述连接件开口的尺寸和形状设置成接收所述第二保持器端部部分以将所述主轴连接件连接到所述工具保持器。
35.当结合附图时,从用于实施本教导的模式的以下详细描述,本教导的上述特征和优点以及其他特征和优点将显而易见。
附图说明
36.合并到本说明书中且构成本说明书的一部分的附图示出本公开的实施方式,且连同具体实施方式一起用于解释本公开的原理。
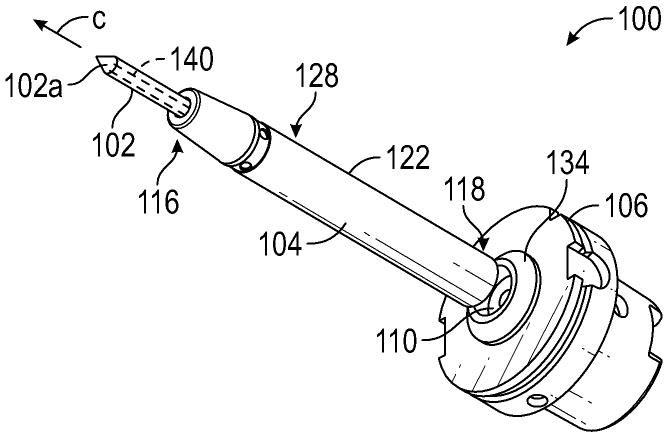
37.图1是模块化增材制造的工具组件的透视图。
38.图2是图1的模块化增材制造的工具组件的侧视图。
39.图3是图1的模块化增材制造的工具组件沿着图2的截面a-a截取的截面视图。
40.图4是图1的模块化增材制造的工具组件的侧视图,该模块化增材制造的工具组件附连到机器主轴并且对工件执行铣削操作。
41.图5是图1的模块化增材制造的工具组件的放大的截面侧视图,该模块化增材制造的工具组件附连到机器主轴并且对工件执行铣削操作。
42.图6是图1的模块化增材制造的工具组件的侧视图。该模块化增材制造的工具组件附连到机器主轴并且对工件执行钻削操作。
43.图7是图1的模块化增材制造的工具组件的放大的截面侧视图,该模块化增材制造的工具组件附连到机器主轴并且对工件执行钻削操作。
44.图8是图1的模块化增材制造的工具组件的侧视图,该模块化增材制造的工具组件附连到机器主轴并且对工件执行镗削操作。
45.图9是图1的模块化增材制造的工具组件的放大的截面侧视图,该模块化增材制造的工具组件附连到机器主轴并且对工件执行镗削操作。
46.图10是验证预定的机加工计划的方法。
具体实施方式
47.当结合附图阅读时,将更好地理解前述发明内容以及特定实施例的以下详细描述。如本文中所使用的,以单数形式引述并且以单词“一”或“一个”修饰的元件或步骤应当被理解为不必然排除多个元件或步骤。此外,对“一个实施例”的引用不旨在被解释为排除还合并所引述的特征的其他实施例的存在。此外,除非有相反的明确陈述,否则“包括”或“具有”具有特定性能的一个或多个元件的实施例可以包括不具有该性能的其他元件。
48.参考图1,模块化增材制造的工具组件100可用于以成本有效的方式验证制造过
程。因此,工具组件包括易消耗工具102和工具保持器104,它们各自整体或部分地由易消耗材料制成。易消耗材料可以是聚合物材料。相应地,易消耗工具102和工具保持器104全部或部分地由聚合物材料制成。为了简化制造,可以使用诸如3d打印的增材制造过程来制造工具保持器104和易消耗工具102中的每一个。在增材制造过程中,添加易消耗材料的多个层以形成工具保持器104和/或易消耗工具102。因此,易消耗工具102和工具保持器104中的每一个都包括多层易消耗材料。工具组件100还包括主轴连接件106,其被构造为连接到机器的机器主轴108(图4)。因此,机器主轴108不是由易消耗材料制成。例如,主轴连接件106可以全部或部分地由金属材料制成。
49.工具保持器104被构造为保持易消耗工具102。在组装好的构造中,工具保持器104直接联接到易消耗工具102,且主轴连接件106直接联接到工具保持器104。为此,主轴连接件106包括连接件定位特征110,并且工具保持器104包括保持器定位特征112,其形状和尺寸设置成与连接件定位特征110配合以将主轴连接件106连接到工具保持器104。工具保持器104包括第一保持器端部部分116和与第一保持器端部部分116相对的第二保持器端部部分118。第二保持器端部部分118包括保持器定位特征112。连接件定位特征110可以是连接件开口120,其尺寸和形状设置成接收第二保持器端部部分118,该第二保持器端部部分118用作保持器定位特征112。
50.工具保持器104包括沿纵向轴线x延伸的细长本体122。工具保持器104限定了沿纵向轴线x延伸穿过细长本体122的强化开口126。工具组件100还包括联接在主轴连接件106和工具保持器104之间的纵向支撑件124。纵向支撑件124可以被至少部分设置在工具保持器104的强化开口126中,并且可以被构造为金属棒。不管其构造如何,纵向支撑件124可以部分或全部由金属材料制成,以最小化工具保持器104的弯曲。该金属材料的弯曲刚度(即,第一弯曲刚度)大于形成工具保持器104的易消耗材料(例如,聚合物材料)的弯曲刚度(即,第二弯曲刚度)以最小化工具保持器104的弯曲,同时允许工具保持器104由易消耗材料制成以最小化成本。工具保持器104具有最外面的保持器表面128和与该最外面的保持器表面128相对的最里面的保持器表面130。最里面的保持器表面130限定强化开口126。
51.工具组件100还包括径向支撑件132,以在使用期间最小化工具保持器104的径向膨胀。径向支撑件132围绕工具保持器104设置。例如,径向支撑件132可以与工具保持器104的最外面的保持器表面128直接接触以最小化径向膨胀。径向支撑件132可以被构造为套环,并且可全部或部分由金属材料制成。形成径向支撑件132的金属材料的弯曲刚度可以大于形成工具保持器104的聚合物材料的弯曲刚度,以在使用期间最小化工具保持器104的径向膨胀。
52.工具组件100还包括设置成围绕工具保持器104的凸缘134。凸缘134邻接主轴连接件106(并且可以与主轴连接件106直接接触)以促进与(between)主轴连接件106之间的连接,或者可以一体地联接到主轴连接件106,从而形成一件式结构以最小化零件数量。凸缘134可以围绕工具保持器104的第二保持器端部部分118。凸缘134可以延伸更远至主轴连接件106中,以允许工具保持器104在内部配合距离更长且因此提供支撑。
53.工具组件100还包括将主轴连接件106连接到工具保持器104的一个或多个紧固件136,诸如螺栓。为此,紧固件(复数个)136可以插入穿过主轴连接件106和工具保持器104。
54.如上文所讨论的,工具组件100包括易消耗工具102,其可以是钻头102a、铣刀
102b、镗杆102c、铰刀、丝锥或适合于机加工工件200的另一工具(图4)。易消耗工具102使用诸如3d打印的增材制造过程来制造,并且全部或部分地由诸如聚合物材料的易消耗材料制成。工具组件100可以包括附连到易消耗工具102(例如,铣刀102b或镗杆102c)的位置评估设备144,诸如标记或位置传感器,以确定易消耗工具102的位置。
55.工具保持器104可以包括工具保持器开口138,其尺寸和形状设置成部分地接收易消耗工具102,以将易消耗工具102连接到工具保持器104。易消耗工具102可以具有冷却喷嘴140,其构造为接收冷却剂c并将冷却剂c输送至工件,以确认流动/对准工件200(图4)和易消耗工具102,从而使易消耗工具102的寿命最大化。冷却剂c可以是水、油、mlq(空气飞沫)或另一合适的流体。主轴连接件106可以具有延伸通过其的排放孔142,以冷却主轴连接件106。
56.参考图4和图5,易消耗工具102可以是铣刀102b。铣刀102b联接到工具保持器104,并且工具保持器104联接到主轴连接件106。主轴连接件106联接到机器主轴108。铣刀102b是易消耗的并且由聚合物材料制成,从而在制造过程的验证期间铣刀102b不会损坏工件。验证需要测试制造过程(例如,测试易消耗工具102的移动),以确保根据预定规范机加工工件200。
57.参考图6和图7,易消耗工具102可以是钻头102a。钻头102a联接到工具保持器104,并且工具保持器104联接到主轴连接件106。主轴连接件106联接到机器主轴108。钻头102a是易消耗的并且由聚合物材料制成,从而在制造过程的验证期间钻头102a不会损坏工件。验证需要测试制造过程(例如,测试易消耗工具102的移动),以确保根据预定制造规范机加工工件200。
58.参考图8和图9,易消耗工具102可以是镗杆102c。镗杆102c联接到工具保持器104,并且工具保持器104联接到主轴连接件106。主轴连接件106联接到机器主轴108。镗杆102c是易消耗的并且由聚合物材料制成,从而在制造过程的验证期间镗杆102c不会损坏工件。验证需要测试制造过程(例如,测试易消耗工具102的移动),以确保根据预定制造规范机加工工件200。
59.参考图10,本公开还描述了一种用于验证预定机加工计划的方法300。尽管图10示出了特定的顺序,但是方法300可以以不同的顺序执行。方法300开始于框302。框302需要使用诸如3d打印的增材制造过程来制造易消耗工具102。易消耗工具102全部或部分由聚合物材料或另一合适的易消耗材料制成。然后,方法300前进到框304。
60.框304需要使用诸如3d打印的增材制造过程来制造工具保持器104。工具保持器104全部或部分地由聚合物材料或另一合适的易消耗材料制成。框304还可能需要将纵向支撑件124放置在主轴连接件106和工具保持器104之间。纵向支撑件124可以全部或部分由金属材料制成,并且易消耗材料可以全部或部分地是聚合物材料。形成纵向支撑件124的金属材料的弯曲刚度(即,第一弯曲刚度)大于形成工具保持器104的聚合物材料(或其他易消耗材料)的弯曲刚度(即,第二弯曲刚度),以最小化工具保持器104的弯曲。纵向支撑件124可以是金属棒,并且可以被放置在工具保持器104的强化开口126内。框304还需要将径向支撑件132围绕工具保持器104的最外面的保持器表面128的一部分放置,以在使用期间最小化工具保持器104的径向膨胀。然后,方法300前进到框306。
61.框306包括将工具保持器104被连接到主轴连接件106。为此,工具保持器104的第
二保持器端部部分118可以被插入主轴连接件106的连接件开口120中。然后,方法300前进到框308。
62.在框308处,易消耗工具102被连接到工具保持器104。为此,易消耗工具102的一部分被插入工具保持器104的工具保持器开口138中。然后,方法300前进到框310。
63.在框310处,主轴连接件106被连接到机器主轴108。为此,机器主轴108的附连特征能够被用于将其连接到主轴连接件106。然后,方法300前进到框312。
64.框312包括通过使用易消耗工具102对工件200进行机加工或模拟机加工来验证预定机加工计划。在框312处,机加工或模拟机加工可以包括镗削、钻削、铣削或另一合适的机加工过程。该验证步骤可能需要对工件200进行实际机加工。在该情形中,工件200全部或部分地由比形成易消耗工具102的易消耗材料更软的材料制成。为了进行验证,用户将机加工后的工件与制造规范进行比较。如果机器工件符合制造规范,则机加工计划被验证有效。否则,应当重新讨论机加工计划。备选地,验证步骤可能需要在已经根据预定机加工计划被机加工的工件上模拟机加工。为了验证,用户观察易消耗工具102是否接触已经被机加工的工件200的任何部分。如果易消耗工具102接触已经被机加工的工件200的一部分,则应重新讨论机加工计划。否则,该机加工计划被验证有效。
65.如本文所使用的,“构造为”执行指定功能的系统、装置、结构、物品、元件、部件或硬件确实能够执行指定功能而没有任何改变,而不仅仅是具有经过进一步修改执行指定功能的潜力。换句话说,“构造为”执行指定功能的系统、装置、结构、物品、元件、部件或硬件是专门选择、创建、实施、利用、编程和/或设计用于执行指定功能的目的。如在本文中使用的,“构造为”表示系统、装置、结构、物品、元件、部件或硬件的使得该系统、装置、结构、物品、元件、部件或硬件能够在不进一步修改的情况下执行指定功能的现有特征。为了本公开的目的,被描述为“构造为”执行特定功能的系统、装置、结构、物品、元件、部件或硬件可以被附加地或备选地描述为被“适于”和/或被描述为“可操作以”执行该功能。
66.本文中描述的实施例的说明旨在提供对各种实施例的结构的一般理解。这些说明并不旨在用作对利用本文中描述的结构或方法的装置和系统的所有元件和特征的完整描述。在阅读本公开之后,许多其他实施例对于本领域技术人员而言可以变得显而易见。可以利用其他实施例并且可以从本公开中得出这些其他实施例,从而可以在不脱离本公开的范围的情况下进行结构和逻辑替换和改变。因此,本公开和附图应当被认为是说明性的而不是限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1