一种激光切割的拐角处理方法、装置、设备及存储介质与流程
1.本发明涉及激光加工领域,特别是一种激光切割的拐角处理方法、装置、设备及存储介质。
背景技术:
2.在激光切割中,两段轨迹衔接的地方因存在拐角,难以实现平滑衔接,传统的切割方法会忽略拐角处曲率变化带来的单轴速度上的波动,这些波动会导致机床震动,容易损坏机床。
3.为了解决上述震动问题,现有切割方法会在波动的速度后面增加一次滤波来削减速度变化的影响,进而减小震动,但是对于圆弧等存在速度方向变化的曲线而言,滤波会抑制速度的变化,因此使用该切割方法切割圆弧轨迹时,会出现速度抑制的震动,进而导致圆弧加工轨迹的失真。
技术实现要素:
4.本发明要解决的技术问题在于,提供一种激光切割的拐角处理方法,旨在解决现有技术在割圆弧轨迹时,会出现速度抑制的震动,进而导致圆弧加工轨迹的失真的问题。
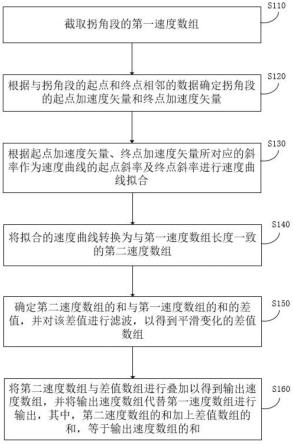
5.第一方面,本发明提供了一种激光切割的拐角处理方法,包括:截取所述拐角段的第一速度数组;根据与所述拐角段的起点和终点相邻的数据确定所述拐角段的起点加速度矢量和终点加速度矢量;根据所述起点加速度矢量、所述终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合;将拟合的速度曲线转换为与所述第一速度数组长度一致的第二速度数组;确定所述第二速度数组的和与所述第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组;将所述第二速度数组与所述差值数组进行叠加以得到输出速度数组,并将所述输出速度数组代替所述第一速度数组进行输出,其中,所述第二速度数组的和加上所述差值数组的和,等于所述输出速度数组的和。
6.进一步地,所述根据所述起点加速度矢量、所述终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合具体包括:采用b-spline样条拟合方法对所述速度曲线的起点斜率以及终点斜率进行计算,以获得拟合的速度曲线。
7.进一步地,所述将拟合的速度曲线转换为与所述第一速度数组长度一致的第二速度数组具体包括:对所述速度曲线进行处理,以得到与所述第一速度数组长度一致的所述第二速度数组。
8.进一步地,所述确定所述第二速度数组的和与所述第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组具体包括:以所述第一速度数组的长度作为滤波窗口大小,将所述差值通过fir滤波器处理成与第一速度数组数量一致的平滑变化的差值数组。
9.进一步地,所述以所述第一速度数组的长度作为滤波窗口大小,将所述差值通过
fir滤波器处理成与第一速度数组数量一致的平滑变化的差值数组具体包括:所述fir滤波器采用滑动加权滤波将差值处理成与第一速度数组数量一致的平滑变化的差值数组。
10.进一步地,所述截取所述拐角段的第一速度数组之前,还包括:对待加工行程进行识别,若识别到待加工行程为拐角段,则执行所述截取所述拐角段的第一速度数组的步骤。
11.第二方面,信息获取模块,用于截取所述拐角段的第一速度数组;矢量计算模块,用于根据与所述拐角段的起点和终点相邻的数据确定所述拐角段的起点加速度矢量和终点加速度矢量;曲线拟合模块,用于根据所述起点加速度矢量、所述终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合;曲线计算模块,用于将拟合的速度曲线转换为与所述第一速度数组长度一致的第二速度数组;滤波计算模块,用于确定所述第二速度数组的和与所述第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组;输出数组计算模块,用于将所述第二速度数组与所述差值数组进行叠加以得到输出速度数组,并将所述输出速度数组代替第一速度数组进行输出,其中,所述第二速度数组与所述差值数组的和与所述输出速度数组和相等。
12.进一步地,所述曲线拟合模块包括b-样条计算子模块,用于采用b-spline样条拟合方法对所述速度曲线的起点斜率,以及终点斜率进行计算,以获得拟合的速度曲线。
13.第三方面,本发明还提供了一种激光切割设备,包括:存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,计算机程序被所述处理器执行时实现如上述第一方面所述的激光切割的拐角处理方法。
14.第四方面,本发明还提供了一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,所述计算机程序被处理器执行时实现如上述第一方面所述的激光切割的拐角处理方法的步骤。
15.本发明的有益效果在于:只针对拐角段进行切割优化,首先通过截取拐角段的第一速度数组,随后根据与拐角段的起点和终点相邻的数据确定拐角段的起点加速度矢量和终点加速度矢量,随后根据起点加速度矢量、终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合,随后将拟合的速度曲线转换为与第一速度数组长度一致的第二速度数组,随后确定第二速度数组的和与第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组,最后将第二速度数组与差值数组进行叠加以得到输出速度数组,并将输出速度数组代替第一速度数组进行输出即可。因只针对拐角段进行切割优化,不会涉及到拐角段以外的加工路径,因此使用该激光切割的拐角处理方法切割圆弧时,不会出现速度抑制的震动,有效地避免了圆弧加工轨迹的失真。
附图说明
16.下面将结合附图及实施例对本发明的具体实施方式作进一步详细的说明,附图中:
17.图1是本发明实施例的激光加工方法的流程图;
18.图2是本发明实施例的激光加工方法的具体流程图;
19.图3是本发明实施例步骤s130的子步骤流程图;
20.图4是本发明实施例步骤s140的子步骤流程图;
21.图5是本发明实施例步骤s150的子步骤流程图;
22.图6是本发明实施例步骤s151的子步骤流程图;
23.图7是未采用本发明实施例的激光切割的拐角处理方法的激光切割线路示意图;
24.图8是采用本发明实施例的激光切割的拐角处理方法后的激光切割线路示意图;
25.图9是本发明实施例的激光加工的示意性框图;
26.图10是本发明实施例曲线拟合模块的具体示意性框图;
27.图中各附图标记为:
28.1、信息获取模块;2、矢量计算模块;3、曲线拟合模块;31、b-样条计算子模块;4、曲线计算模块;5、滤波计算模块;6、输出数组计算模块。
具体实施方式
29.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。现结合附图,对本发明的较佳实施例作详细说明。
30.现有技术中采用全加工范围滤波算法,遇到指令速度变化过快的时候,会抑制速度的变化,例如原本指令速度为x10y10,为了保证与上一次的输出速度平滑,滤波后被抑制到x8y8。对于拐角段的切割而言,全加工范围滤波算法确实能削减速度变化的影响,进而减小震动,避免机床被损坏。
31.但是,切割的路径是多样化的,激光切割的路径不仅有直线与拐角,还有圆弧等存在速度方向变化的曲线,采用全加工范围滤波算法切割圆弧轨迹时,滤波会抑制速度的变化,因此会出现速度抑制的震动,进而导致圆弧加工轨迹的失真,这种加工轨迹的失真可能会影响到产品的质量,产品的美观性,难以被接受。
32.基于上述问题,本发明实施例提供了一种激光切割的拐角处理方法,用于切割第一切割行程、第二切割行程以及第一切割行程与第二切割行程之间的拐角段,本实施例中的拐角段指的是速度矢量变化率较大的一组速度数据,第一切割行程和第二切割行程为衔接该拐角段首尾的速度矢量变化率较小的两组速度数据。体现在实际切割中,示例性地,该第一切割行程为直线轨迹行程,该拐角段为连接直线切割行程的折弯轨迹行程,第二切割行程为连接该折弯轨迹行程的直线轨迹行程。当然可以理解的是,本实施例中的切割行程和拐角段还可以是其他的类型。
33.如图1-2所示,激光切割的拐角处理方法包括以下步骤:
34.s1101:对待加工行程进行识别,若识别到待加工行程为拐角段,则执行步骤s110:截取拐角段的第一速度数组。
35.本实施例采用插补本的方式截取速度组,插补本是对于某一段轨迹进行速度计算和分解计算单轴的位置变化量的过程,由此,两段轨迹之间的衔接阶段(上一段结尾到下一段开始的过度阶段)即可以标记为拐角段。本实施例中,两段轨迹为上述第一切割行程第二切割行程,通过系统插补运算流程可以标记出拐角段,在拐角段之前与之后进行速度插补值截断。
36.s110:截取拐角段的第一速度数组;
37.具体地,第一拐角段的速度曲线由若干的点组成,该速度曲线的每个点都对应有速度数据,由此构成第一拐角段的速度曲线。第一速度数组的长度与组成第一拐角段的速度曲线的点的数量一致,第一速度数组内对应存储有第一拐角段的速度曲线的每个点的速
度数据,例如第一速度数组存储的数值为:[0.127322,0.12058,0.233333,0.360655,0.696981,0.836352,0.972678,1]。
[0038]
s120:根据与拐角段的起点和终点相邻的数据确定拐角段的起点加速度矢量和终点加速度矢量;
[0039]
在步骤s110时,会确定拐角段的两个端点,根据这个两个端点相邻的速度值,就可确定拐角段的起点加速度矢量和终点加速度矢量,利用起点加速度矢量与终点加速度矢量,可以获得起点加速度矢量与终点加速度矢量所对应的斜率。例如与上述“0.127322”相邻的速度值为“0.057636”,与上述“1”相邻的速度数值为“1.112754”则可以得到起点加速度矢量所对应的斜率为k1=0.127322-0.057636=0.069686,终点加速度矢量所对应的斜率为k2=1.112754-1=0.112754。
[0040]
s130:根据起点加速度矢量、终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合;
[0041]
其中,拟合出来速度曲线是一条带有速度变化的曲线,该速度曲线的起点斜率与上述起点加速度矢量所对应的起点斜率一致,该速度曲线的终点斜率与上述终点加速度矢量所对应的终点斜率一致。
[0042]
在具体实施例中,如图1、3所示,步骤s130具体包括:
[0043]
s131:采用b-spline样条拟合方法对速度曲线的起点斜率以及终点斜率进行计算,以获得拟合的速度曲线。
[0044]
b-spline在数学的子学科数值分析里是样条曲线一种特殊的表示形式,由isaac jacob schoenberg创造的,是基basis样条的缩略。它是b-样条基曲线的线性组合。b-spline是贝兹曲线的一种一般化,可以进一步推广为非均匀有理b-样条(nurbs),使得我们能给更多一般的几何体建造精确的模型。
[0045]
具体地,由k1、k2以及拐角起终点数据,建立从点p1(0,0.127322)到点p2(7,1)的三次样条曲线:f(x)=ax3+bx2+cx+d。其中k1、k2代表起点和终点的斜率,p1、p2代表起点和终点。a,b,c,d值根据以下方式求取,根据三次样条插值算法,定义p1的横纵轴为x1,y1,p2横纵轴为x2,y2,记e=x
2-x1,则又因为;a=fb=g-f(x1+x2);由此算得a=-0.00137;b=0.021507;c=0.030768;d=0.076413。最后,将abcd各系数代入至f(x)中即可得到拟合的速度曲线。
[0046]
s140:将拟合的速度曲线转换为与第一速度数组长度一致的第二速度数组;
[0047]
其中,拟合的速度曲线由若干的点组成,该拟合的速度曲线的每个点都对应有速度数据,由此构成拟合的速度曲线。第二速度数组的长度与组成拟合的速度曲线的点的数量一致,第二速度数组内对应存储有拟合的速度曲线的每个点的速度数据。
[0048]
在具体实施例中,如图1、4所示,步骤s140具体包括:
[0049]
s141:对速度曲线进行处理,以得到与第一速度数组长度一致的第二速度数组。
[0050]
通过曲线公式f(x)=ax3+bx2+cx+d获取x为0-7的八个数据得到数组为:[0.127322,0.213639503,0.327318192,0.459176018,0.600227138,0.742280134,
0.877938016,1],总和为s2=4.337016,而上述第一速度数组示例中的总合为s1=4.347901,由此得到s2与s1差值为-0.01089。
[0051]
s150:确定第二速度数组的和与第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组;
[0052]
滤波本质上是将数据处理成想要的形式的某种算法,此处的滤波是将差值数据通过滤波的形式,分解成连续平滑、并开始结束为0的差值数组,以便与第二速度数组进行叠加。
[0053]
在具体实施例中,如图1、5所示,步骤s150具体包括:
[0054]
s151:以第一速度数组的长度作为滤波窗口大小,将差值通过fir滤波器处理成与第一速度数组数量一致的平滑变化的差值数组。
[0055]
fir(finite impulse response)滤波器是有限长单位冲激响应滤波器,又称为非递归型滤波器,是数字信号处理系统中最基本的元件,它可以在保证任意幅频特性的同时具有严格的线性相频特性,同时其单位抽样响应是有限长的,因而滤波器是稳定的系统。
[0056]
在具体实施例中,如图1、6所示,步骤s151具体包括:
[0057]
s1511:fir滤波器采用滑动加权滤波将差值处理成与第一速度数组数量一致的平滑变化的差值数组。
[0058]
根据拟合的速度曲线可以得到在该拟合速度曲线下的总位移量,该总位移量会与没有采用本发明的激光切割的拐角处理方法对拐角段进行处理之前,拐角段的总位移量有所偏差,该偏差会导致第二切割行程的起点与终点发生改变,为了避免这一情况的发生,需要对偏差的部分进行修正,在不改变拐角段起终点加速度的情况下,将差值通过曲线叠加的方式进行修正,主要原理是在已知一条起终点速度和加速度满足条件的速度曲线(第二速度数组对应的速度曲线)时,叠加一条由位移差值构建的速度平滑曲线(差值数组对应的速度曲线)最终得到的曲线也是连续的,此时可以利用加权平滑滤波方法,通过已知时间与总位移量获取连续的速度曲线,曲线符合cos余弦函数变化趋势,为连续曲线。
[0059]
例如,将差值通过滑动加权滤波处理为符合起终点为0,并且属于平滑数据,此时滑动加权滤波的处理方式是通过构造一组平滑变化的权重分布来使每一个输入数据被处理成一组平滑的输出数据,这里采用的是利用cos余弦函数的特征来构造权重,将余弦函数的值在[0-1]取值,然后将所有权重的和控制为1,该权重[0,0.053787171,0.174645848,0.271566981,0.271566981,0.174645848,0.053787171,0]差值依次按照这个权重进行输出即可以将差值分解为8个数据,这8个数据满足首尾为0,中间平滑的规则,即差值数据处理成[0,-0.000585473,-0.00190102,-0.002956007,-0.002956007,-0.00190102,-0.000585473,0],随后在步骤s160中将该平滑变化的差值数组与上述第二速度数组叠加即可得到输出速度数组[0.127322,0.21305403,0.325417172,0.456220011,0.597271131,0.740379114,0.877352543,1]。
[0060]
s160:将第二速度数组与差值数组进行叠加以得到输出速度数组,并将输出速度数组代替第一速度数组进行输出,其中,第二速度数组的和加上差值数组的和,等于输出速度数组的和。
[0061]
其中,输出速度数组就是经过本实施例的激光切割的拐角处理方法处理后获得
的,用于替代第一速度数组进行输出的数组,输出速度数组存储有构成一条速度曲线的所有点所对应的速度数据。
[0062]
本实施例的激光切割的拐角处理方法只针对拐角段进行切割优化,所以只会在拐角出现失真,这种失真是可以接受的,只修复拐角变化时的速度跳动,进而减小震动,避免机床被损坏,而正常直线圆弧中的运动控制算法相对简单,一般不会出现问题,并且本实施例使通过截取拐角段部分的数据进行重新计算,无需改变第一切割行程与第二切割行程的计算方式,比较容易实施。
[0063]
图7、8分别为未采用本实施例的激光切割的拐角处理方法的激光切割线路示意图,以及采用本实施例激光切割的拐角处理方法后的激光切割线路示意图。由图7、8可知,通过实施本实施例,在对圆弧进行切割时,不会出现速度抑制的震动,有效地避免了圆弧加工轨迹的失真。
[0064]
本发明实施例展示了一种激光切割的拐角处理方法,如图1所示,该激光切割的拐角处理方法只针对拐角段进行切割优化,首先通过截取拐角段的第一速度数组,随后根据与拐角段的起点和终点相邻的数据确定拐角段的起点加速度矢量和终点加速度矢量,随后根据起点加速度矢量、终点加速度矢量所对应的斜率作为速度曲线的起点斜率及终点斜率进行速度曲线拟合,随后将拟合的速度曲线转换为与第一速度数组长度一致的第二速度数组,随后确定第二速度数组的和与第一速度数组的和的差值,并对该差值进行滤波,以得到平滑变化的差值数组,最后将第二速度数组与差值数组进行叠加以得到输出速度数组,并将输出速度数组代替第一速度数组进行输出即可。因只针对拐角段进行切割优化,不会涉及到拐角段以外的加工路径,因此使用该激光切割的拐角处理方法切割圆弧时,不会出现速度抑制的震动,有效地避免了圆弧加工轨迹的失真。
[0065]
图9是本发明实施例提供的一种激光切割装置的示意性框图。如图9所示,对应于以上激光切割的拐角处理方法,本发明还提供一种激光切割装置。该激光切割装置包括:信息获取模块1、矢量计算模块2、曲线拟合模块3、曲线计算模块4、滤波计算模块5及输出数组计算模块6。信息获取模块1用于截取拐角段的第一速度数组。矢量计算模块2用于根据拐角段的临接数据计算拐角段的起点加速度矢量和终点加速度矢量。曲线拟合模块3用于。曲线计算模块4用于根据拟合的速度曲线计算得到与第一速度数组长度一致的第二速度数组。滤波计算模块5用于计算第二速度数组与第一速度数组的和的差值,并对该差值进行滤波计算,以得到平滑变化的差值数组。输出数组计算模块6用于利用第二速度数组与差值数组计算得到与第一速度数组的和一致的输出速度数组,并将输出速度数组代替第一速度数组进行输出。
[0066]
在具体实施例中,如图10所示,曲线拟合模块3包括b-样条计算子模块31,b-样条计算子模块31用于采用b-spline样条拟合方法对速度曲线的起点斜率,以及终点斜率进行计算,以获得拟合的速度曲线。
[0067]
需要说明的是,所属领域的技术人员可以清楚地了解到,上述激光切割装置的各模块的具体实现过程,可以参考前述方法实施例中的相应描述,为了描述的方便和简洁,在此不再赘述。
[0068]
本发明实施例还提供了一种激光切割设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,计算机程序被处理器执行时实现如前述方法实施例
中的激光切割的拐角处理方法。
[0069]
本发明实施例还提供了一种计算机可读存储介质,计算机可读存储介质上存储有计算机程序,计算机程序被处理器执行时实现如前述方法实施例中的激光切割的拐角处理方法的步骤。
[0070]
流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现定制逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
[0071]
在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,"计算机可读介质"可以是任何可以包含、存储、通信、传播或传输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得程序,然后将其存储在计算机存储器中。
[0072]
应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。如,如果用硬件来实现和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
[0073]
本技术领域的普通技术人员可以理解实现上述实施例方法携带的全部或部分步骤是可以通过程序来指令相关的硬件完成,的程序可以存储于一种计算机可读存储介质中,该程序在执行时,包括方法实施例的步骤之一或其组合。
[0074]
此外,在本发明各个实施例中的各功能单元可以集成在一个处理模块中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。集成的模块如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取可读存储介质中。
[0075]
上述提到的可读存储介质可以是只读存储器,磁盘或光盘等。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
[0076]
应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本发明所附权利要的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1