利用液压机修复台阶轴锻件的方法与流程
1.本发明属于台阶轴加工技术领域,尤其涉及一种利用液压机修复台阶轴锻件的方法。
背景技术:
2.台阶轴锻件是锻造生产中的高频产品,在锻造过程中,偶尔会发生操作失误,从而导致台阶轴锻件大直径轴身直径尺寸小于要求尺寸,会导致锻件报废处理。现有技术中尚无有效的修复措施,使得台阶轴锻件的生产成本增加。
技术实现要素:
3.为解决上述现有技术中存在的部分或全部技术问题,本发明提供一种利用液压机修复台阶轴锻件的方法,用于在台阶轴锻件大直径轴身直径小于要求直径的情况下将锻件大直径轴身直径尺寸修复至要求直径尺寸,所述利用液压机修复台阶轴锻件的方法包括如下步骤:
4.将台阶轴锻件加热至始锻温度后出炉;
5.将圆环工装套置在台阶轴锻件的待修复大直径轴身的台阶上;
6.利用立料工装将台阶轴锻件竖立在液压机移动平台上;
7.液压机移动平台将台阶轴锻件移动至液压机压力压下装置下方;
8.液压机压下装置对圆环工装施加压下作用力,压下作用力经由圆环工装传递给待修复大直径轴身,将待修复大直径轴身镦粗,使台阶轴锻件大直径轴身直径修复至要求直径。
9.优选地,在上述利用液压机修复台阶轴锻件的方法中,在将圆环工装套置在台阶轴锻件的待修复大直径轴身的台阶上的步骤中,圆环工装从台阶轴锻件的小直径轴身套入并放置在小直径轴身与待修复大直径轴身之间的台阶上。
10.优选地,在上述利用液压机修复台阶轴锻件的方法中,圆环工装的内径大于等于台阶轴锻件的小直径轴身的直径,并且圆环工装的外径大于等于台阶轴锻件的大直径轴身的要求直径。
11.优选地,在上述利用液压机修复台阶轴锻件的方法中,在利用立料工装将台阶轴锻件竖立在液压机移动平台上的步骤中,使台阶轴锻件的轴线中心线与液压机压下装置的工作方向平行。
12.本发明的利用液压机修复台阶轴锻件的方法对台阶轴锻件修复率高,安全可靠,操作简单,只要液压机的开档高度足够,台阶轴锻件轴身长度余量足够,均能有效修复,解决了锻造厂家因弥补报废而重新投料的问题,显著降低台阶轴锻件的生产成本。
附图说明
13.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现
有技术描述中所需要使用的附图作简单介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在附图中:
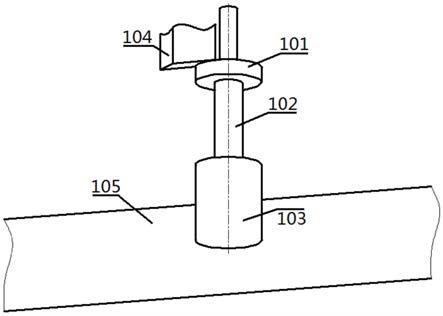
14.图1为本发明的利用液压机修复台阶轴锻件的方法的操作示意图。
15.附图标记说明:101
‑
圆环工装、102
‑
待修复大直径轴身、103
‑
立料工装、104
‑
液压机压下装置、105
‑
液压机移动平台。
具体实施方式
16.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.本发明的利用液压机修复台阶轴锻件的方法,适用于台阶轴产品锻造过程中出现锻件大直径轴身直径小于要求直径的情况下,利用液压机对锻件进行修复,将锻件大直径轴身直径尺寸修复至要求直径尺寸。
18.参照图1,本发明的利用液压机修复台阶轴锻件的方法包括:将台阶轴锻件加热至始锻温度后出炉,将圆环工装101套置在台阶轴锻件的待修复大直径轴身102的台阶上,利用立料工装103将台阶轴锻件竖立在液压机移动平台105上,并使锻件轴线中心线与液压机压下装置104的工作方向平行,液压机移动平台105将台阶轴锻件移动至液压机压力压下装置104下方,液压机压下装置104对圆环工装101施加压下作用力,圆环工装101将压下作用力传递给待修复大直径轴身102,从而使台阶轴锻件的待修复大直径轴身102高度降低、直径增大,由此将台阶轴锻件的待修复大直径轴身102镦粗,实现将台阶轴锻件大直径轴身直径修复至要求直径的目的,从而修复台阶轴锻件。
19.优选地,圆环工装101从台阶轴锻件的小直径轴身套入并放置在小直径轴身与待修复大直径轴身102之间的台阶上。
20.进一步优选地,圆环工装101的内径大于等于台阶轴锻件的小直径轴身的直径,并且圆环工装101的外径大于等于台阶轴锻件的大直径轴身的要求直径。
21.作为具体实施例,以下以φ600mm
×
2500mm+φ950mm
×
2500mm+φ600mm
×
2500mm的台阶轴为例说明本发明的利用液压机修复台阶轴锻件的方法的实施。在锻造过程中,由于工人操作失误,将大直径轴身直径尺寸压至φ920mm,小于出厂要求直径尺寸φ950mm。修复时,将该台阶轴锻件加热到始锻温度,出炉后,将内径为φ610mm外径为φ1200mm的圆环工装从尺寸为φ600mm的小直径轴身套入,并置于小直径轴身与尺寸为φ920mm的待修复大直径轴身之间的台阶上,将台阶轴锻件利用起吊装置及立料工装竖立在液压机移动平台上,由液压机移动平台将台阶轴锻件移动至液压机压下装置下方,液压机压下装置的压机上砧接触圆环工装并缓缓施加作用力,圆环工装将压下作用力传递给φ920mm的待修复大直径轴身,由此将φ920mm的待修复大直径轴身镦粗至φ950mm,从而修复锻件。
22.本发明的利用液压机修复台阶轴锻件的方法对台阶轴锻件修复率高,安全可靠,操作简单,只要液压机的开档高度足够,台阶轴锻件轴身长度余量足够,均能有效修复,解决了锻造厂家因弥补报废而重新投料的问题,显著降低台阶轴锻件的生产成本。
23.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。此外,本文中“前”、“后”、“左”、“右”、“上”、“下”均以附图中表示的放置状态为参照。
24.最后应说明的是:以上实施例仅用于说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
技术特征:
1.一种利用液压机修复台阶轴锻件的方法,用于在台阶轴锻件大直径轴身直径小于要求直径的情况下将锻件大直径轴身直径尺寸修复至要求直径尺寸,其特征在于,所述利用液压机修复台阶轴锻件的方法包括如下步骤:将台阶轴锻件加热至始锻温度后出炉;将圆环工装套置在台阶轴锻件的待修复大直径轴身的台阶上;利用立料工装将台阶轴锻件竖立在液压机移动平台上;液压机移动平台将台阶轴锻件移动至液压机压力压下装置下方;液压机压下装置对圆环工装施加压下作用力,压下作用力经由圆环工装传递给待修复大直径轴身,将待修复大直径轴身镦粗,使台阶轴锻件大直径轴身直径修复至要求直径。2.据权利要求1所述的利用液压机修复台阶轴锻件的方法,其特征在于,在将圆环工装套置在台阶轴锻件的待修复大直径轴身的台阶上的步骤中,圆环工装从台阶轴锻件的小直径轴身套入并放置在小直径轴身与待修复大直径轴身之间的台阶上。3.据权利要求2所述的利用液压机修复台阶轴锻件的方法,其特征在于,圆环工装的内径大于等于台阶轴锻件的小直径轴身的直径,并且圆环工装的外径大于等于台阶轴锻件的大直径轴身的要求直径。4.据权利要求1所述的利用液压机修复台阶轴锻件的方法,其特征在于,在利用立料工装将台阶轴锻件竖立在液压机移动平台上的步骤中,使台阶轴锻件的轴线中心线与液压机压下装置的工作方向平行。
技术总结
本发明公开了一种利用液压机修复台阶轴锻件的方法,用于在台阶轴锻件大直径轴身直径小于要求直径的情况下将锻件大直径轴身直径尺寸修复至要求直径尺寸,包括:将台阶轴锻件加热至始锻温度后出炉;将圆环工装套置在台阶轴锻件的待修复大直径轴身的台阶上;利用立料工装将台阶轴锻件竖立在液压机移动平台上;液压机移动平台将台阶轴锻件移动至液压机压力压下装置下方;液压机压下装置对圆环工装施加压下作用力,压下作用力经由圆环工装传递给待修复大直径轴身,将待修复大直径轴身镦粗,使台阶轴锻件大直径轴身直径修复至要求直径。本发明的方法对台阶轴锻件修复率高,安全可靠,操作简单,显著降低台阶轴锻件的生产成本。显著降低台阶轴锻件的生产成本。显著降低台阶轴锻件的生产成本。
技术研发人员:王旭颖 王志军 陈民涛 胡运宝 何云宝 陈鹏 常远 彭彩霞 常春青 梁晓捷 付兴 闫少波
受保护的技术使用者:太原重工股份有限公司
技术研发日:2021.06.17
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1