一种试样钢板取样剪切的控制方法与流程
1.本发明涉及试样钢板的剪切方法,更具体地说,涉及一种试样钢板取样剪切的控制方法,特别适用于中厚板试样钢板的剪切。
背景技术:
2.中厚板产品规格多,使用领域广泛。为保证产品质量,钢板出厂前必须进行严格的质量检验。质量检验的内容主要包括钢板的化学成分、力学及工艺性能、外形尺寸、表面及内部质量等,有些产品还要根据订货要求进行焊接性能和加工性能等检验。5m试样剪切区域位于定尺剪试样剪切后物流的下游,定尺剪根据计划指令从定尺板上剪切试样板,通过地下通道运输链送至试样剪区域,进行人工核对信息描号后,经试样横移台架运送至试样剪进行试样剪切作业,然后对试样及试样废料进行分流,试样运送至检化验室。
3.取样时,一般按轧制批号切取,有时也会针对每块钢板切取,取样大样在钢板端部(头尾部),在大样上的再剪切成中样送检化验室。中样的剪切位置根据管理要求在大样上有5个位置的可能,现在是人工目视剪切,完全手动操作,存在误操作风险及安全隐患。且在剪切及废料收集等环节采用钢板坠落的方式,导致厂区工作噪音大,有害员工健康。
4.在现有的专利申请中,如中国专利200910211220.8公开了在线钢板的火焰切割取样方法及其生产线,包括一输送钢板的辊道,至少在临近该辊道一端且位于辊道上方设有一火焰切割机;对应该火焰切割机的位置且位于所述辊道下方设有延伸出所述辊道一侧的小车轨道,一试样收集小车滚动地设置在所述小车轨道上。本发明在钢板输送辊道的一端设置了一火焰切割机,可根据检化验对钢板试样的要求,在钢板上灵活地切割出不同规格的试样,避免现有结构中采用剪切机械设备对钢板进行定尺剪切而带来的诸多缺陷;在辊道下方设置了一试样收集小车可以自动将切割后的钢板试样输送到检化验室,实现了生产过程自动化,并提高了钢板取样的效率。本发明结构简单、使用方便,可减少占地面积并降低设备投资。
5.上述技术是通过火焰切割取样的,在线根据要求对钢板进行取样,只对试样进行切割,他没有对整个大样的切割做规划。
技术实现要素:
6.针对现有技术中存在的上述缺陷,本发明的目的是提供一种试样钢板取样剪切的控制方法,避开剪切的最短和最长尺寸,精确定位中样的剪切位置。
7.为实现上述目的,本发明采用如下技术方案:
8.一种试样钢板取样剪切的控制方法:
9.剪切机接收到大样和剪切电文后,先判断取样位置代码,根据不同的所述取样位置代码运行相应的取样剪切模型;
10.所述取样剪切模型包括取样位置代码对应于试样中板的板头至试样大板的板头的距离为试样大板的厚板尺寸的取样剪切模型ⅰ、取样位置代码对应于试样中板的板中心
至试样大板的板头的距离为试样大板的1/4长度的取样剪切模型ⅱ、取样位置代码对应于试样中板的板中心至试样大板的板头的距离为试样大板的1/2长度的取样剪切模型ⅲ、取样位置代码对应于试样中板的板中心至试样大板的板头的距离为固定值的取样剪切模型ⅳ以及取样位置代码对应于试样中板的板中心至试样大板的板头的距离为试样大板的3/4长度的取样剪切模型
ⅴ
。
11.较佳的,所述试样中板的板头至试样大板的板头的距离为试样大板的厚板尺寸的取样剪切模型ⅰ具体步骤如下:
12.1)所述剪切机对所述试样大板的第一刀的剪切长度为100mm,第二刀的剪切长度为所述试样中板的长度b,剩余为废板,并计算废板的长度w=a-100-b;
13.2)将计算结果w值除以n,判断结果是否小于800mm,若是,则发送每一刀的长度指令和试样中板的标识指令,依次剪切;若否,w值除以n+1,再判断结果是否小于800mm,重复步骤2),直至结果小于800mm;
14.3)剪切完成所述试样大板,发送完成指令,处于等待状态;
15.上式中,a表示试样大板的长度,100表示第一刀的剪切长度,b表示试样中板的长度。
16.较佳的,所述试样中板的板中心至试样大板的板头的距离为试样大板的1/4长度的取样剪切模型ⅱ具体步骤如下:
17.1)计算所述试样中板的前端的废板长度s=a/4-b/2;
18.2)判断s值,若小于800mm大于100mm,则为所述试样大板的第一刀的剪切长度,第二刀的剪切长度为所述试样中板的长度b,做上送检化验室的标记,并发送指令,剩余为废板,并计算废板的长度w=3/4a-1/2b;
19.若小于100mm,则在s值上加100为所述试样大板的第一刀的剪切长度,第二刀的剪切长度为所述试样中板的长度b,剩余为废板,并计算废板的长度w=3/4a-100-1/2b;
20.若大于800mm,则s值除以n+1,再判断结果是否小于800mm,以此重复直至结果小于800mm,并对n值进行计数,得出剪切的刀数n,第n+1刀为所述试样中板的长度b,做上送检化验室的标记,并发送指令,剩余为废板,并计算废板的长度w=3/4a-1/2b;
21.上式中,a表示试样大板的长度,100表示第一刀的剪切长度,b表示试样中板的长度。
22.较佳的,对计算废板的长度w做判断:
23.若小于800mm,则发送每一刀的长度指令和试样中板的标识指令,依次剪切;
24.若大于800mm,则w值除以n+1,再判断结果是否小于800mm,以此重复直至结果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。
25.较佳的,所述试样中板的板中心至试样大板的板头的距离为试样大板的1/2长度的取样剪切模型ⅲ具体步骤如下:
26.1)计算所述试样中板的前端的废板长度s=a/2-b/2;
27.2)判断s值,若小于800mm,则为所述试样大板的第一刀的剪切长度,第二刀的剪切长度为所述试样中板的长度b,做上送检化验室的标记,并发送指令,剩余为废板,并计算废板的长度w=a-(a/2-b/2)-b;
28.若大于800mm,则s值除以n+1,再判断结果是否小于800mm,以此重复直至结果小于
800mm,并对n值进行计数,得出剪切的刀数n,第n+1刀为所述试样中板的长度b,做上送检化验室的标记,并发送指令,剩余为废板,并计算废板的长度w=a-(a/2-b/2)-b;
29.上式中,a表示试样大板的长度,100表示第一刀的剪切长度,b表示试样中板的长度。
30.较佳的,若剪切完成所述试样中板的长度b后,废板的长度w值小于800mm,且又小于200mm,需将所述试样大板的剪切位置前移,此时s=a/2-b/2-100,剪切所述试样中板的长度b,此时废板的长度w=a-(a/2-b/2-100)-b,发送剪切指令,依次剪切。
31.较佳的,所述试样中板的板中心至试样大板的板头的距离为固定值的取样剪切模型ⅳ具体步骤如下:
32.1)所述剪切机对所述试样大板的第一刀的剪切固定长度为200mm,第二刀的剪切长度为所述试样中板的长度b,剩余为废板,并计算废板的长度w=a-200-b;
33.2)将计算结果w值除以n,判断结果是否小于800mm,若是,则w值除以n+1,再判断w值是否小于800mm,以此直至w值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;若否,则再判断是否大于200mm,若是,则发送每一刀的长度指令和试样中板的标识指令,依次剪切,若否,则对所述试样大板的第一刀的剪切固定长度为200mm,第二刀的剪切长度为所述试样中板的长度b,剩余为废板,并计算废板的长度w=a-100-b;
34.3)剪切完成所述试样大板,发送完成指令,处于等待状态;
35.上式中,a表示试样大板的长度,100表示第一刀的剪切长度,b表示试样中板的长度。
36.较佳的,所述试样中板的板中心至试样大板的板头的距离为试样大板的3/4长度的取样剪切模型
ⅴ
具体步骤如下:
37.1)对所述试样中板的尾部废板进行判断,计算废板的长度w=a-3/4a-b/2;
38.2)对w值进行判断,若w值大于200mm,则计算所述试样中板的前端的废板长度s=3/4a-b/2,对s值进行判断,若s值小于800mm,则按计算长度剪切,接着剪切所述试样中板的长度b,计算废板的长度w=a-已剪切的长度,再进行w/n的判断,若w/n小于800mm,则发送每一刀的长度指令和试样中板的标识指令,依次剪切,若w/n大于800mm,则w除以n+1,再判断是否小于800mm,以此直至该值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;若s值大于800mm,则s除以n+1,再判断是否小于800mm,以此直至该值小于800mm,并对n值进行计数,得出剪切的刀数n,接着剪切所述试样中板的长度b,计算废板的长度w=a-已剪切的长度,再进行w/n的判断,若w/n小于800mm,则发送每一刀的长度指令和试样中板的标识指令,依次剪切,若w/n大于800mm,则w除以n+1,再判断是否小于800mm,以此直至该值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;
39.若w值小于200mm,则计算所述试样中板的前端的废板长度s=3/4a-200-b/2,对s值进行判断,若s值小于800mm,则按计算长度剪切,接着剪切所述试样中板的长度b,计算废板的长度w=a-已剪切的长度,再进行w/n的判断,若w/n小于800mm,则发送每一刀的长度指令和试样中板的标识指令,依次剪切,若w/n大于800mm,则w除以n+1,再判断是否小于800mm,以此直至该值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;若s值大于800mm,则s除以n+1,再判断是否小于800mm,以此直至该值小于800mm,并对n值进行计数,得出剪切的刀数n,接着剪切所述试样中板的长度b,计算废板的长度w=a-已
剪切的长度,再进行w/n的判断,若w/n小于800mm,则发送每一刀的长度指令和试样中板的标识指令,依次剪切,若w/n大于800mm,则w除以n+1,再判断是否小于800mm,以此直至该值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;
40.上式中,a表示试样大板的长度,100表示第一刀的剪切长度,b表示试样中板的长度。
41.本发明所提供的一种试样钢板取样剪切的控制方法,能将所有的剪切位置合理安排剪切尺寸,使得剪切刀数最少,延长剪刃在机使用寿命;避开剪切的最短和最长尺寸;精确定位中样的剪切位置。大大提升劳动生产效率,实现智能化无人化。
附图说明
42.图1是本发明试样钢板取样剪切的控制方法中试样大板上5个取样位置的示意图,其中,(a)表示取样剪切模型ⅰ,(b)表示取样剪切模型ⅱ,(c)表示取样剪切模型ⅲ,(d)表示取样剪切模型ⅳ,(e)表示取样剪切模型
ⅴ
;
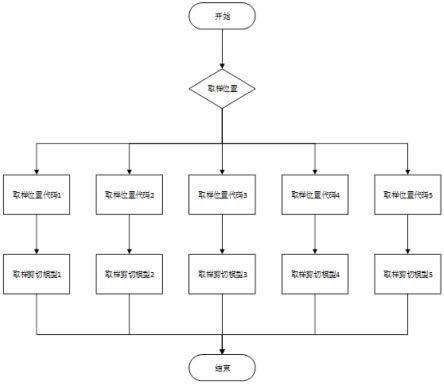
43.图2是本发明试样钢板取样剪切的控制方法的总流程示意图;
44.图3是本发明试样钢板取样剪切的控制方法中取样剪切模型ⅰ的流程示意图;
45.图4是本发明试样钢板取样剪切的控制方法中取样剪切模型ⅱ的流程示意图;
46.图5是本发明试样钢板取样剪切的控制方法中取样剪切模型ⅲ的流程示意图;
47.图6是本发明试样钢板取样剪切的控制方法中取样剪切模型ⅳ的流程示意图;
48.图7是本发明试样钢板取样剪切的控制方法中取样剪切模型
ⅴ
的流程示意图。
具体实施方式
49.为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
50.结合图1至图2所示,本发明所提供的一种试样钢板取样剪切的控制方法:
51.根据试样中板在试样大板上的剪切位置有5种可能,分别采用5种取样剪切模型进行对应剪切。
52.剪切机接收到大样和剪切电文后,先判断取样位置代码,根据不同的取样位置代码运行相应的取样剪切模型。
53.取样剪切模型包括试样中板的板头至试样大板的板头的距离为试样大板的厚板尺寸(记为取样剪切模型ⅰ)、试样中板的板中心至试样大板的板头的距离为试样大板的1/4长度(记为取样剪切模型ⅱ)、试样中板的板中心至试样大板的板头的距离为试样大板的1/2长度(记为取样剪切模型ⅲ)、试样中板的板中心至试样大板的板头的距离为固定值(记为取样剪切模型ⅳ)以及试样中板的板中心至试样大板的板头的距离为试样大板的3/4长度(记为取样剪切模型
ⅴ
)。
54.图1中,a表示试样大板的长度,b表示试样中板的长度,s表示试样中板前的废板长度,w表示试样中板后的废板长度。
55.结合图1中的(a)和图3所示,为试样中板的板头至试样大板的板头的距离为试样大板的厚板尺寸(记为取样剪切模型ⅰ),因收现场机械设备的限制最短剪切长度为100mm,所以取样剪切模型1中不管多厚的板统一第1刀剪切长度为100mm;第2刀为试样中板长度b;
剩余的为废板,按w=a-100-b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
56.结合图1中的(b)和图4所示,为试样中板的板中心至试样大板的板头的距离为试样大板的1/4长度(记为取样剪切模型ⅱ),计算s=a/4-b/2,对计算结果进行判断:
57.如果小于800mm大于100mm的,定义为第1刀尺寸,第2刀是试样中板长度尺寸b,做送检化验室的标记,并发送指令。剩余的为废板,按w=3/4a-1/2b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
58.如果小于100mm的,在计算结果加100mm定义为第1刀尺寸,第2刀是试样中板长度尺寸b。剩余的为废板,按w=3/4a-100-1/2b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
59.如果大于800mm的,那么s除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,并对n值进行计数,得出剪切的刀数n,第n+1刀为试样中板长度尺寸b,做送检化验室的标记,并发送指令;剩余的为废板,按w=3/4a-1/2b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
60.结合图1中的(c)和图5所示,为试样中板的板中心至试样大板的板头的距离为试样大板的1/2长度(记为取样剪切模型ⅲ),计算s=a/2-b/2,对计算结果进行判断:
61.如果小于800mm的,定义为第1刀尺寸,第2刀是试样中板长度尺寸b,做送检化验室的标记,并发送指令。剩余的为废板,按w=a-(a/2-b/2)-b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
62.如果大于800mm的,那么s除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,并对n值进行计数,得出剪切的刀数n,第n+1刀为试样中板长度尺寸b,做送检化验室的标记,并发送指令;剩余的为废板,按w=a-(a/2-b/2)-b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,(注:因收剪切机械设备的限制最长剪切长度为800mm)将所计算结果w的值除以n(n=1),再做判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
63.如果剪切试样长度b后,w小于800mm,并且小于200mm,这时需要将试样剪切的位置往前移,保证在剪切试样长度b时压板能可靠压住,所以s=a/2-b/2-100;剪切试样长度b;w=a-(a/2-b/2-100)-b;发送剪切指令,依次剪切。
64.结合图1中的(d)和图6所示,为试样中板的板中心至试样大板的板头的距离为固定值200(记为取样剪切模型ⅳ),第1刀剪切固定长度200mm;第2刀剪切试样中板长度b;剩余的为废板,按w=a-200-b计算公式计算长度并做判断,原则做均分剪切送往废料输送设备,将所计算结果w的值除以n(n=1),再做判断,如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
65.如果小于800mm,再判断是否大于200mm(因为剪切压板的宽度为160mm,所以最后一块板必须是大于200mm,否则压板没法压住)。如果大于200mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果小于200mm,那么第1刀尺寸改为100mm,第2刀剪切试样中板长度b;剩余的为废板,w=a-100-b。
66.结合图1中的(e)和图7所示,为试样中板的板中心至试样大板的板头的距离为试样大板的3/4长度(记为取样剪切模型
ⅴ
),先对尾部废板进行判断,计算w=a-3/4a-b/2,对计算结果进行判断:
67.如果w大于200mm,头部计算s=3/4a-b/2,对计算结果s进行判断:如果s小于800mm,按计算长度剪切;接着是剪切试样中板长度尺寸b;w=a-已剪切的长度,w/n进行判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
68.如果s大于800mm,那么s除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,并对n值进行计数,得出剪切的刀数n;接着是剪切试样中板长度尺寸b;w=a-已剪切的长度,w/n进行判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
69.如果w小于200mm,头部计算s=3/4a-200-b/2,对计算结果s进行判断:如果s小于800mm,按计算长度剪切;接着是剪切试样中板长度尺寸b;w=a-已剪切的长度,w/n进行判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于
800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
70.如果s大于800mm,那么s除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,并对n值进行计数,得出剪切的刀数n;接着是剪切试样中板长度尺寸b;w=a-已剪切的长度,w/n进行判断,如果小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切;如果大于800mm,那么w除以(n+1),再判断值是否小于800mm,以此类推直达这个值小于800mm,发送每一刀的长度指令和试样中板的标识指令,依次剪切。剪完最后一块发送完成指令,处于等待状态。
71.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1