一种具有伺服输送压轮的试样剪及其控制方法与流程
1.本发明涉及剪切机设备,更具体地说,涉及一种具有伺服输送压轮的试样剪及其控制方法。
背景技术:
2.常规的剪切机在剪切钢板时,是靠输送辊道将钢板送入剪切机,由压板装置将钢板固定,然后对钢板进行剪切作业,但遇到钢板板型不好,如拱形或翘头翘尾的钢板,因与输送辊道接触面小,输送辊道无法带动钢板前行,钢板在输送辊道上会打滑,这时就无法完成剪切作业,需要人工干预,采用后面的钢板来撞击前面的钢板,若是翘头翘尾的钢板,则后面的钢板甚至会插入前面的钢板下方。采用后面的钢板来撞击的方式无法控制定尺,还会对定尺机构造成撞击损伤,所以需要有一装置来自动判断和自动对钢板进行输送的作业。
3.在现有的专利申请中,如中国专利201520345887.8公开了一种切纸机输送压纸机构,包括切纸机的机架、杆夹、支撑杆、压杆、支座和压辊,支撑杆两端固定在机架的轴孔上,所述压杆有多根,所述压杆中部通过支座与支撑杆相连接,每根压杆的两端分别固定一个杆夹,每根杆夹两侧分别设有一压辊,所述杆夹顶部还设有调节压紧螺母;采用本方案的切纸机输送压纸机构能够防止纸张堆叠、褶皱。
4.上述技术由于使用在切纸机上,与本技术属于不同领域,目前在该领域也没有更好的解决办法。
技术实现要素:
5.针对现有技术中存在的上述缺陷,本发明的目的是提供一种具有伺服输送压轮的试样剪及其控制方法,实现对板型不良的钢板也能正常输送,还能实现精确定位功能。
6.为实现上述目的,本发明采用如下技术方案:
7.一方面,一种具有伺服输送压轮的试样剪,包括支架、伺服压轮机构、传感器机构和plc;
8.所述支架连于所述试样剪的牌坊上;
9.所述伺服压轮机构连于所述支架上,用以控制输送辊道;
10.所述传感器机构用以触发启动信号,并由所述plc控制所述伺服压轮机构启动。
11.较佳的,所述伺服压轮机构包括支座、转臂、气缸、压轮和伺服电机;
12.所述支座连于所述输送辊道一侧的基座上,所述转臂的一端通过转轴连于所述支座上,另一端连接所述气缸的活塞和所述压轮;
13.所述气缸的底部与所述试样剪的牌坊连接;
14.所述伺服电机与所述转臂连接。
15.较佳的,所述伺服电机通过接手与所述转臂连接;
16.所述转臂通过传动结构连接所述压轮。
17.较佳的,所述传动结构包括传动链轮和传动链;
18.所述传动链轮设于所述转臂内,所述传动链轮驱动所述传动链,所述传动链带动驱动所述压轮。
19.较佳的,所述转臂上设有传动链调节装置。
20.较佳的,所述传感器机构包括第一激光传感器和第二激光传感器;
21.所述第一激光传感器设于所述支架上;
22.所述第二激光传感器设于所述试样剪的定尺机上。
23.另一方面,一种试样剪的控制方法:
24.所述输送辊道输送钢板至所述的试样剪,所述钢板的头部经过所述第一激光传感器,触发信号,开始计时并判断所述试样剪为第一刀,若所述钢板运行时间超过n秒,则判断所述钢板卡住,由所述plc控制所述气缸驱动压轮下压住所述钢板,所述伺服电机启动带动所述钢板前行;
25.所述试样剪经过第一刀后,所述输送辊道在继续输送的同时触发计时,若所述钢板运行时间超过n秒,则判断所述钢板卡住,由所述plc控制所述气缸驱动压轮下压住所述钢板,所述伺服电机启动带动所述钢板前行。
26.较佳的,所述钢板的头部经过所述第一激光传感器时的计时为t=(a+b)/输送辊道的线速度;
27.所述钢板经过第一刀后的计时为t=b/输送辊道的线速度;
28.上式中,a为第一激光传感器至试样剪的下剪刃的距离,b为第二激光传感器至试样剪的下剪刃的距离。
29.较佳的,n=t+1-3秒。
30.较佳的,所述钢板的头部到达所述第二激光传感器,所述输送辊道、所述伺服电机停止运行,所述气缸带动压轮抬起,所述试样剪开始剪切作业,所述压轮处于等待状态。
31.本发明所提供的一种具有伺服输送压轮的试样剪及其控制方法,通过智能判断,并参与定尺控制,能有效的判断是否需要压轮参与输送,能顺利将板型不好的钢板输送进入剪切机,并参与精确的定尺控制。大大降低了劳动强度,有效杜绝了设备和人生安全事故。
附图说明
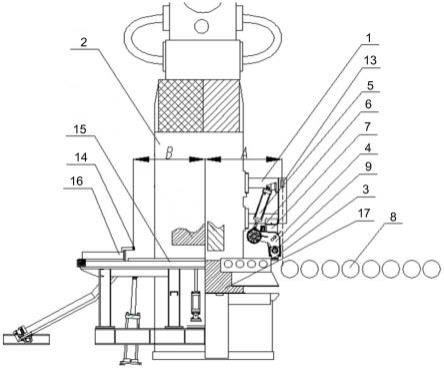
32.图1是本发明试样剪中压轮抬起的示意图;
33.图2是本发明试样剪中下压抬起的示意图;
34.图3是图2的左视示意图;
35.图4是本发明试样剪的控制方法的流程示意图。
具体实施方式
36.为了能更好地理解本发明的上述技术方案,下面结合附图和实施例进一步说明本发明的技术方案。
37.结合图1至图3所示,本发明所提供的一种具有伺服输送压轮的试样剪,包括支架1、伺服压轮机构、传感器机构和plc;
38.支架1连于试样剪的牌坊2上。
39.伺服压轮机构包括支座3、转臂4、气缸5、压轮6和伺服电机7。
40.支座3连于输送辊道8一侧的基座上,转臂4的一端通过转轴9连于支座3上,另一端连接气缸5的活塞和压轮6。
41.气缸5的底部与试样剪的牌坊2连接,气缸5的活塞伸缩完成转臂4绕转轴9旋转。
42.伺服电机7通过接手10与转臂4连接。
43.在转臂4内部安装有传动链轮和传动链11,传动链11带动驱动压轮6。
44.转臂4上设有传动链调节装置12,用以调整传动链11的松紧。
45.传感器机构包括第一激光传感器13和第二激光传感器14,用以触发启动信号,并由plc控制压轮6启动。
46.第一激光传感器13设于支架1上。
47.试样机的出口位置上安装接料台15,在接料台15上安装定尺机16,在定尺机16上安装第二激光传感器14。
48.第一激光传感器13至下剪刃17的刃口距离设为a,下剪刃17的刃口至第二激光传感器14的距离设为b(即为需要定尺剪切的尺寸)。
49.结合图4所示,本发明还提供了一种试样剪的控制方法,输送辊道8输送钢板100至本发明试样剪,钢板100的头部经过第一激光传感器13,触发信号,开始计时并判断试样剪为第一刀,此时计时应为t=(a+b)/输送辊道线速度,若钢板100运行时间超过t+1-3秒,则判断钢板100卡住,由plc控制气缸5驱动压轮6下压住钢板100,伺服电机7启动带动钢板100前行。
50.试样剪经过第一刀后(即为非第一刀),输送辊道8在继续输送的同时触发计时,此时计时应为t=b/输送辊道线速度,若钢板100运行时间超过t+1-3秒,则判断钢板100卡住,由plc控制气缸5驱动压轮6下压住钢板100,伺服电机7启动带动钢板100前行。
51.实施例
52.钢板100的头部经过第一激光传感器13,触发信号,开始计时并判断为第一刀,这时计时应为t=(a+b)/输送辊道线速度,如果钢板100运行时间超过t+1-3秒,则判断钢板100卡住,即启动压轮6控制输送;气缸5动作将压轮6压下压住钢板100,同时伺服电机7开始转动,这样就带动钢板100前行。当钢板100的头部到达第二激光传感器14,这时输送辊道8停止运行,伺服电机7停止运行,气缸5带动压轮6抬起到位,试样剪开始剪切作业,这时压轮6处于等待状态。
53.当剪切完成,输送辊道8开始运转输送,这时触发计时功能,判断钢板100是否卡住?这时计时为非第一刀,计时应为t=b/输送辊道线速度,如果钢板100运行时间超过t+1-3秒,判断钢板100卡住,即启动压轮6控制输送。气缸5动作将压轮6压下压住钢板100,同时伺服电机7开始转动,这样就带动钢板100前行。当钢板100的头部到达第二激光传感器14,这时输送辊道8停止运行,伺服电机7停止运行,气缸5带动压轮6抬起到位,试样剪开始剪切作业,这时压轮6处于等待状态。
54.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1