一种超薄壁衬套的车削加工方法与流程
1.本发明涉及飞机零件加工技术领域,具体是指一种超薄壁衬套的车削加工方法。
背景技术:
2.在飞机装配过程中,因为孔、轴配合间隙超差的问题时有发生,通常面对这种情况需要用一个超薄壁衬套安装在孔内来进行间隙补偿。一般超薄壁衬套的壁厚一般不大于1mm,由于超薄壁衬套是用于弥补孔、轴之间的配合间隙,而轴和孔是有很高的同轴度要求,因此对衬套的壁厚均匀性和圆度有严格的要求因此,其加工难度极高,由于其极薄的壁厚,传统卡盘和胀开芯轴在对超薄壁衬套进行装夹时,极易使衬套发生变形,导致无法使用。因此,如何对超薄壁衬套进行车削加工,是飞机零件装配过程中亟需解决的难题。
技术实现要素:
3.本发明的目的在于提供一种能够满足超薄壁衬套的加工,且能够有效保证衬套外径和内径的同轴度,圆度和壁厚的均匀性,解决了孔、轴间隙补偿的难题的超薄壁衬套的车削加工方法。
4.本发明通过下述技术方案实现:1、一种超薄壁衬套的车削加工方法,其特征在于,包括以下步骤:(1)确认超薄壁衬套的具体尺寸,选择相匹配的圆柱毛坯;(2)将圆柱毛坯装夹在卡盘上,按照超薄壁衬套的内孔尺寸,在圆柱毛坯内圈车削出盲孔,不留余量,盲孔的深度高于超薄壁衬套的高度,截断圆柱毛坯,获得圆环毛坯,所述圆环毛坯的内孔直径与超薄壁衬套的内孔尺寸相同,圆环毛坯的外直径大于超薄壁衬套的内孔尺寸,且圆环毛坯的壁厚大于超薄壁衬套的壁厚;(3)将圆环毛坯调头装夹在卡盘上,车削圆环毛坯的外壁,在靠近卡盘一侧圆环毛坯上车削出压紧凸台,获得具有压紧凸台的衬套毛坯,此时,衬套毛坯壁厚大于超薄壁衬套的壁厚,衬套毛坯除压紧凸台部分的高度大于超薄壁衬套的高度;(4)使用车床顶尖顶住衬套毛坯的内圈,继续车削衬套毛坯的外圆,使得衬套毛坯的壁厚为大于超薄壁衬套的内孔尺寸1mm的尺寸,然后取下车削完成具有压紧凸台的衬套毛坯;(5)将支撑芯轴固定在卡盘上,根据超薄壁衬套的内孔尺寸减去0.02mm,精车削支撑芯轴外圆,并在支撑芯轴上加工出的固定衬套毛坯的固定孔;(6)将具有压紧凸台的衬套毛坯安装在加工好的支撑芯轴上,并通过压紧螺钉与固定孔的配合压住衬套毛坯的压紧凸台,实现衬套毛坯的固定;(7)进行衬套毛坯外圆的最终精车削,获得最终超薄壁衬套的壁厚尺寸,最后根据超薄壁衬套的高度进行切断,获得加工完成的超薄壁衬套。
5.为更好的实现本发明的方法,进一步地,所述步骤(1)中,确认超薄壁衬套的具体尺寸包括超薄壁衬套的内孔直径、高度、以及壁厚,选择的相匹配的毛坯的具体尺寸为,毛
坯高度为超薄壁衬套高度的2~2.5倍,毛坯的直径为超薄壁衬套内孔直径的1.5~2倍。
6.为更好的实现本发明的方法,进一步地,所述步骤(2)中,还将圆柱毛坯外表面车削出与内圈盲孔深度相同的外圆,截断圆柱毛坯时,以圆柱毛坯外圆的高度为基准截断,此时,获得圆环毛坯,圆环毛坯的壁厚大于超薄壁衬套的壁厚。
7.为更好的实现本发明的方法,进一步地,所述卡盘为圆柱形的三爪卡盘。
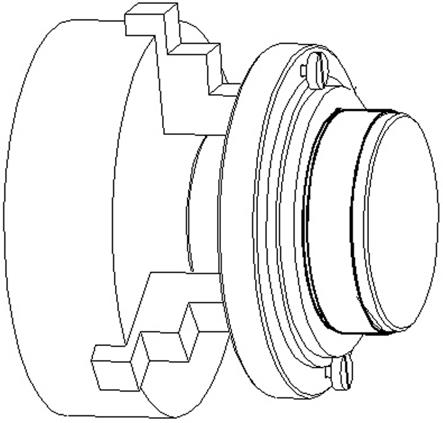
8.为更好的实现本发明的方法,进一步地,所述支撑芯轴中部为圆柱,圆柱一侧为夹持在卡盘上的凸台,另一侧进行加工的毛坯凸台,具有压紧凸台的所述衬套毛坯则嵌套在加工后的毛坯凸台上,衬套毛坯的压紧凸台则固定在支撑芯轴中部的圆柱边沿,所述支撑芯轴中部的圆柱边沿加工出螺纹孔,与压紧螺钉配合,压住衬套毛坯的压紧凸台,实现衬套毛坯的固定。
9.为更好的实现本发明的方法,进一步地,所述步骤(7)中,在进行衬套毛坯外圆的最终精车削前,需要根据超薄壁衬套高度在衬套毛坯根部车削出退刀槽,车削退刀槽处衬套的壁厚按0.1mm控制,保证应力释放完全后,再进行衬套毛坯外圆的精车削过程。
10.本发明与现有技术相比,具有以下优点及有益效果:(1)本发明能够满足超薄壁衬套的加工,且能够有效保证衬套外径和内径的同轴度,圆度和壁厚的均匀性,解决了孔、轴间隙补偿的难题;(2)本发明实现了传统卡盘和胀开芯轴无法装夹的超薄壁衬套的装夹及加工,解决了加工时无法装夹的技术难题,为超薄壁衬套的之制造和加工提供了解决方案;(3)本发明能够解决超薄壁衬套加工中,精度无法保证,无法装夹的技术难题,制造出质量优质,且成本低廉的超薄壁衬套产品,适宜广泛推广应用。
附图说明
11.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其他特征、目的和优点将会变得更为明显:图1为本发明中卡盘的立体结构示意图;图2为本发明中支撑芯轴的立体结构示意图;图3为本发明中步骤(2)过程示意图;图4为本发明中步骤(3)过程示意图;图5为本发明中步骤(4)过程示意图;图6为本发明中步骤(5)过程示意图图7为本发明中步骤(6)过程示意图;图8为本发明中步骤(7)过程示意图。
具体实施方式
12.下面结合实施例对本发明作进一步地详细说明,但本发明的实施方式不限于此,在不脱离本发明上述技术思想情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的范围内。
13.为使本发明的目的、工艺条件及优点作用更加清楚明白,结合以下实施实例,对本发明作进一步详细说明,此处所描述的具体实施实例仅用以解释本发明,并不用于限定本
发明。
14.实施例:本实施例提供加工的超薄壁衬套的具体过程,具体要加工的超薄壁衬套的尺寸为:内孔直径为φ211mm,高度为40mm,壁厚为0.8mm。
15.主要使用到的装置为,卡盘,如图1所示,这里优选使用三爪卡盘。支撑芯轴,如图2所示,所述支撑芯轴中部为圆柱,圆柱一侧为夹持在卡盘上的凸台,另一侧进行加工的毛坯凸台,具有压紧凸台的所述衬套毛坯则嵌套在加工后的毛坯凸台上,衬套毛坯的压紧凸台则固定在支撑芯轴中部的圆柱边沿,所述支撑芯轴中部的圆柱边沿加工出螺纹孔,与压紧螺钉配合,压住衬套毛坯的压紧凸台,实现衬套毛坯的固定。
16.具体车削加工方法如下:步骤一、如图3所示,用三爪卡盘装夹毛坯,一次车削外圆、端面、内孔和倒角,该步骤一次车削加工保证了端面和外圆和内孔的垂直度;内孔按超薄壁衬套的内孔尺寸加工到位不再留余量。
17.步骤二、如图4所示,将零件毛坯调头装夹,用三爪卡盘装夹上步骤加工的外圆,轴向以端面定位,车削外圆制出压紧台阶,加工端面和倒角。
18.步骤三、如图5所示,用顶尖顶住零件毛坯,继续车削外圆,外圆按最终超薄壁衬套的外径尺寸留单边1mm的加工余量,本步骤完成后得到带压紧凸台的衬套毛坯。
19.步骤四、如图6所示,用三爪卡盘装夹已经备好的支撑芯轴毛坯,按记录的衬套内孔尺寸实测值
‑
0.02mm精车支撑芯轴外圆,并同时加工压紧端面;步骤五、如图7所示,将带压紧凸台的衬套毛坯安装在支撑芯轴上,并拧紧压紧螺钉,将带压紧凸台的衬套毛坯牢牢的固定在支撑芯轴上。该步骤转配完成后如图7所示。
20.步骤六、如图8所示,车削衬套外圆保证最终要求尺寸,在车削的过程中,精车之前,在衬套根部车出退刀槽,车削退刀槽处衬套的壁厚按0.1mm控制,保证应力释放完全后,再精车外圆,该步骤对于保证衬套的质量十分重要。
21.步骤七、将零件切断,取下超薄壁衬套。
22.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1