一种用于波形弹簧储能点焊的夹具的制作方法
1.本发明属于焊接技术领域,具体涉及一种用于波形弹簧储能点焊的夹具,尤其是用于航空发动机小尺寸波形弹簧储能点焊的定位夹具。
背景技术:
2.在现有技术中,波形弹簧与挡板之间采用储能点焊焊接,尺寸及弹力值控制要求很高;将三处波谷储能点焊后,一方面需保证波形弹簧在自由状态下,三个波峰之间的相对高度差不超过0.5mm;另一方面需保证将波形弹簧整体高度压缩至工作高度后弹力值在2n~3.5n之间。波形弹簧为钣金成型零件,自身尺寸、表面状态都有较大差异,导致其弹力系数不一致,按照常规限位方式制造的定位夹具,点焊后尺寸及弹力值超差的情况较普遍,难以满足使用要求;并且,因为波形弹簧厚度仅0.1mm,拆开储能点焊焊点会产生波形弹簧撕裂,故一旦波形弹簧出现超差问题,只能报废更换,无法返工。
技术实现要素:
3.为了解决现有技术中存在的问题,本发明的目的是提供一种用于波形弹簧储能点焊的夹具,可以将波形弹簧可靠装夹,并且具有灵活调整波峰高度及在装夹状态下检测波形弹簧弹力值功能,同时兼有电极座功能。
4.为达到上述目的,本发明采用的技术方案是:一种用于波形弹簧储能点焊的夹具,包括底座和芯体;所述底座内设置有芯体,且底座与芯体之间相互绝缘;所述底座的顶部端面设置有用于固定挡板位置的环形凹槽;
5.所述芯体上开设有可穿过压板的通孔,且芯体下方设置有垫环,所述芯体与垫环之间连接固定,所述垫环与底座之间相互绝缘;
6.所述压板内开设有台阶孔,紧固螺栓穿过台阶孔与垫环螺纹连接;所述压板上伸出有压片,且压片底面与底座上端面配合夹住波形弹簧;
7.当压片底面与底座上端面接触时,压板的下端面与垫环上表面不接触。
8.进一步,所述压板为l形结构,包括内设有台阶孔的空芯圆柱和空芯圆柱顶部伸出的压片。
9.进一步,所述压板共设置有三个,环形阵列分布在芯体上。
10.进一步,所述压片的厚度为2mm。
11.进一步,连接螺钉穿过所述芯体与垫环螺纹连接,所述连接螺钉用于实现芯体与垫环的固定。
12.进一步,所述压片上还开设有槽口,所述槽口用于为上电极提供操作空间。
13.进一步,所述垫环为钢质垫环,且所述垫环与底座之间设置有间隙。
14.进一步,还包括压力弹簧,所述压力弹簧套设在紧固螺钉上,且压力弹簧压接在压板和垫板之间。
15.进一步,所述底座的圆周面上还开设有销孔,圆柱销穿过销孔将芯体与底座固定。
16.进一步,所述底座材料为紫铜。
17.本发明为一种用于波形弹簧储能点焊的夹具,其特征在于,包括底座和芯体;所述底座内设置有芯体,且底座与芯体之间相互绝缘;所述底座的顶部端面设置有用于固定挡板位置的环形凹槽;所述芯体上开设有可穿过压板的通孔,且芯体下方设置有垫环,所述芯体与垫环之间连接固定,所述垫环与底座之间相互绝缘;所述压板内开设有台阶孔,紧固螺栓穿过台阶孔与垫环螺纹连接;所述压板上伸出有压片,且压片底面与底座上端面配合夹住波形弹簧;当压片底面与底座上端面接触时,压板的下端面与垫环上表面不接触。
18.优选的,所述压板为l形结构,包括内设有台阶孔的空芯圆柱和空芯圆柱顶部伸出的压片。
19.优选的,所述压板共设置有三个,环形阵列分布在芯体上。
20.优选的,所述压片的厚度为2mm。
21.优选的,连接螺钉穿过所述芯体与垫环螺纹连接,所述连接螺钉用于实现芯体与垫环的固定。
22.优选的,所述压片上还开设有槽口,所述槽口用于为上电极提供操作空间。
23.优选的,所述垫环为钢质垫环,且所述垫环与底座之间设置有间隙。
24.优选的,还包括压力弹簧,所述压力弹簧套设在紧固螺钉上,且压力弹簧压接在压板和垫板之间。
25.优选的,所述底座的圆周面上还开设有销孔,圆柱销穿过销孔将芯体与底座固定。
26.优选的,所述底座材料为紫铜。
27.与现有技术相比,本发明至少具有以下有益效果:
28.本发明的夹具能够通过设计特殊结构的压板、底座、非金属芯体和钢质垫环,进行波形弹簧的装夹、波峰尺寸调整、弹力值检测及储能点焊,同时,可以在满足储能点焊的基本要求基础上,兼备了调整波谷焊点位置及装夹状态下进行波形弹簧弹力值检测的功能。
29.进一步的,本发明的夹具在使用过程中,使用压板进行夹持定位时,可以在储能点焊前,灵活调整波形弹簧波谷固定位置,保证波峰高度尺寸及弹力值要求,对尺寸或弹力值检测不符合要求的零件,可以通过反复调整波谷位置的方式,间接调整波峰高度尺寸,然后重新检测高度值及弹力值。
30.进一步的,本发明为避免非金属材料强度不足导致螺纹孔失效,芯体上安装孔为通孔,固定用螺钉穿过安装孔与芯体底部钢质垫环上的螺纹孔配合,实现压板、芯体、底座之间的连接,垫环与底座之间相互绝缘,保证焊接过程中不会在压板、垫环之间出现电流分流,避免了对焊接质量产生影响。
31.进一步的,压板上带有槽口的片状压头,在起到夹持波形弹簧作用的同时,预留的槽口用于为上电极提供操作空间,避免对储能点焊过程造成干涉,保证了测试操作的稳定可靠。
32.进一步的,压片上预留有u型槽口,可以为上电极提供操作空间,避免对储能点焊过程造成干涉。
33.进一步的,因直接接触波形弹簧的压片厚度仅2mm,低于波形弹簧工作高度,避免了在检测弹力值时对弹力值检测仪压头产生干涉。
34.进一步的,底座外侧有3个销钉孔,可通过圆柱销对非金属芯体进行固定。
35.进一步的,压板采用45#钢材质,能够保证压片具有足够的强度。
36.进一步的,底座采用紫铜,可以起到良好的导电作用。
37.进一步的,芯体为非金属芯体,能够起到压板与底座之间的连接及绝缘作用。
38.另外,本发明整个储能点焊夹具有结构紧凑,使用方便,维护简单,制造成本低的优点,具有非常好的市场应用前景。
附图说明
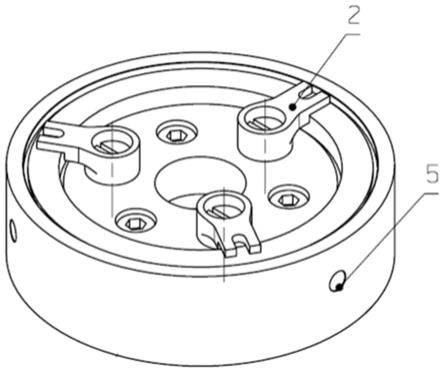
39.图1是储能点焊夹具的结构示意图。
40.图2为储能点焊夹具的剖面结构示意图。
41.附图中,底座1、压板2、芯体3、垫环4、圆柱销5、连接螺钉6、紧固螺钉7、压力弹簧8。
具体实施方式
42.为使本发明实施例的目的、技术效果及技术方案更加清楚,下面结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例是本发明一部分实施例。基于本发明公开的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它实施例,都应属于本发明保护的范围
43.下面结合附图对本发明做进一步说明。
44.请参阅图1,本发明实施例的一种用于波形弹簧储能点焊的夹具,通过特殊结构的压板、铜质底座、非金属芯体和钢质垫环实现对波形弹簧的灵活调整及在装夹状态下检测波形弹簧弹力值的功能,同时兼有电极座功能的定位夹具,具体包括底座1、压板2、芯体3、垫环4、圆柱销5、连接螺钉6、紧固螺钉7及压力弹簧8组成。
45.请参阅图1,本发明实施例中,
46.所述压板2为l形结构,材质为45#钢,上端带有压片,工作部分为厚度2mm,下端部分为带有台阶孔的空芯圆柱,并在压板2内侧设有螺纹,用于与紧固螺钉7配合;压片上有一个u型槽,用于为上电极提供操作空间,避免对储能点焊过程造成干涉;直接接触波形弹簧的压片厚度仅2mm,低于波形弹簧工作高度,避免了在检测弹力值时对弹力值检测仪压头产生干涉;压板共设置3个,呈等距环形阵列排布在底座上端面,分别夹持在波形弹簧波谷的位置;
47.所述底座1为环形圆柱结构,由紫铜材质制成,具有良好的导电作用;底座1包括圆弧面和上下两个端面,在上端面开有用于固定档环位置的环形凹槽,挡板可放入环形凹槽内,用于固定;侧壁开有3个,销钉孔位置设置在底座外侧圆弧面的中上部,呈等距环形阵列在同一水平面上,圆柱销5通过销钉孔实现对非金属芯体的定位;
48.压板2套入带有台阶的非金属芯体3的通孔内部;压板2通过紧固螺钉7实现与底座1、非金属芯体3和钢质垫环4的配合固定;3个紧固螺钉的设置呈等距环形阵列,紧固螺钉的位置和压板中带有台阶孔的空芯圆柱位置相同;
49.所述芯体3为非金属材质,由酚醛层压玻璃布板制成;非金属芯体3为环状结构,芯体上安装孔为通孔,为避免了非金属材料的强度不足而导致螺纹孔失效,芯体3上安装孔为通孔,固定用紧固螺钉穿过安装孔和芯体3底部钢质垫环4上的螺纹孔配合,实现压板2、芯体3、底座1之间的连接;芯体上共设置有3个安装孔,安装孔位置与紧固螺钉7位置一致;
50.所述芯体3上设置有用于放置连接螺钉6的3个台阶孔,用于非金属芯体3与钢质垫环4的连接;位置设置与安装孔位置同心,6个孔均用于夹具结构的连接固定,整体呈现等距交错形态。非金属芯体外侧下端面设有台阶。
51.所述非金属芯体3下端面与钢质环形垫环4上端面接触,通过连接螺钉6实现固定;钢质垫环外侧半径小于非金属芯体外侧半径和底座内部半径,钢质垫环内径大于非金属芯体内径,实现压板2、钢质垫环4与非金属底座1之间相互绝缘,保证焊接过程中不会在压板、垫环之间出现电流分流,避免了对焊接质量产生影响。
52.本发明实施例的一种用于波形弹簧储能点焊的夹具的操作方法,包括以下步骤:
53.1、首先将工件放置在底座1上档环的上端面上,通过环形凹槽对档环的限定间接实现对工件位置的限定;然后将压片放置在波形弹簧的上端面上,实现对工件位置的限定;
54.2、然后在3个压板2内侧下端分别放入3个压力弹簧8,压力弹簧的作用是对装夹状态下的波形弹簧弹力值进行检测;压板位置通过压片上u型槽口和波形弹簧的波谷焊点位置对其;然后将非金属芯体中内径较大的3个通孔,分别套在3个压板的外侧,实现压板和非金属芯体位置的固定;
55.3、将钢质垫环与非金属芯体通过连接螺钉进行固定;
56.4、放入3个紧固螺钉,实现对压板、非金属芯体和钢质垫环的固定;并在底座外侧圆弧面放入3个圆柱销,可以达到对非金属芯体的固定,以实现对夹具整体位置的限定;
57.5、放入紧固螺钉于压板内台阶孔中,通过紧固螺钉的调节对波形弹簧的波峰高度进行调整;
58.6、通过档环上压片的u型槽口,方便上电极操作,可以避免对储能电焊过程造成干涉;
59.7、松开3个紧固螺钉取下压板,取出加工完成后的工件,以完成加工。
60.具体体现在:
61.1)使用砂纸、丙酮对波形弹簧及挡板进行打磨、清洗;
62.2)将挡板装入底座1上端的环形凹槽内;
63.3)将波形弹簧装在挡板上端,3个压板2分别夹持在3处波谷位置,用螺丝刀将3个紧固螺钉7拧紧,固定波形弹簧;
64.4)在夹具夹持状态下,对波形弹簧波峰高度进行检测,对不合格的波峰松开相应紧固螺钉7,通过调整波谷径向及周向位置,间接降低或抬高波峰高度,重新压紧并检测高度尺寸;波谷位置可反复调整,直至尺寸检测合格;
65.5)在夹具夹持状态下,将波形弹簧整体高度压缩至设计要求尺寸检测弹力值,对检测不合格的零件,松开紧固螺钉7,通过调整波谷径向或周向位置,降低或抬高3处波峰的整体高度尺寸,尺寸检测合格后,重新压紧并检测弹力值;波谷位置可反复调整,直至弹力值检测合格;
66.6)尺寸、弹力值检测均合格的零件,在夹具夹持状态下,放置在储能点焊机下电极上;
67.7)按照制定的工艺参数,对3处波形弹簧波谷与挡板接触面施焊,完成焊接,焊接过程中,上电极通过压板2上预留的u型缺口避免与压板接触,避免电击伤;
68.8)松开3处紧固螺钉7,取下零件,对焊接后波形弹簧的波峰高度差及弹力值进行
最终检测。
69.综上所述,本发明为了克服现有技术中,按照常规限位方式制造的定位夹具,点焊后尺寸及弹力值超差的情况较普遍,难以满足使用要求的问题。提供了一种用于波形弹簧储能点焊的夹具,工件上压片开有u型槽口,为上电极提供操作空间,避免对储能点焊过程造成干涉;因直接接触波形弹簧的压片厚度仅2mm,低于波形弹簧工作高度,避免了在检测弹力值时对弹力值检测仪压头产生干涉;采用压力弹簧对装夹状态下的波形弹簧进行弹力值检测,以便灵活调整;通过紧固螺钉的调节,间接实现对波形弹簧波峰高度的调整,有效的降低了工件的报废率;整个储能点焊夹具结构紧凑,使用方便,维护简单,制造成本低。
70.以上实施例仅用以说明本发明的技术方案并对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员依然可以对本发明的具体实施方式进行修改或者等同替换,这些未脱离本发明精神和范围的任何修改或者等同替换,均在申请待批的本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1