一种无铬之碳化硼型自保护药芯焊丝的制作方法
1.本发明属于焊接材料领域,尤其涉及一种无铬之碳化硼型耐磨耗硬面自保护药芯焊丝。
背景技术:
2.一般用于表面需具有高耐磨耗性能的工件的覆面焊接,通常是使用高碳高铬的碳化铬型硬面焊丝,特别是单层覆面焊接时。为了使单层覆面就具有高碳高铬之碳化铬特性,设计上就会比多层覆面焊接所用的焊丝含有更高的碳含量及铬含量,但这样设计的缺点是焊道容易剥落。
技术实现要素:
3.为克服上述缺陷,本发明提供一种无铬之碳化硼型自保护药芯焊丝,这是一种低碳含量、不含铬、适用于单层覆面焊接的碳化硼型硬面焊丝,耐磨耗性佳、焊道不易剥落。
4.本发明的技术方案是:一种无铬之碳化硼型自保护药芯焊丝,所述焊丝由碳钢外皮包覆药芯组成,药芯占焊丝的比例为23~27%;所述药芯成分比例如下:c:2.0~4.5%,b:10.0~26.0%,ni:4.0~12.5%,mn:4.0~12.5%,si:2.0~8.0%,余量:fe。
5.其中,所述无铬之碳化硼型自保护药芯焊丝的熔敷金属成分及含量如下:c:0.4~0.8%,b:2.0~5.0%,ni:1.0~3.0%,mn:1.0~3.0%,si:0.5~2.0%,余量fe。
6.优选的,所述药芯的成分比例如下:c:2.58~3.91%,b:14.2~24.5%,ni:6.26~10.20%,mn:5.94~9.18%,si:3.97~7.87%,余量:fe。
7.优选的,所述药芯占焊丝重量的比例为23.6~26.2%。
8.优选的,所述焊丝的熔敷金属成分及含量如下:c:0.48~0.71%,b:2.71~4.72%,ni:1.52~2.42%,mn:1.48~2.21%,si:0.98~1.98%,余量fe。
9.优选的,所述焊丝的熔敷金属成分及含量如下:c:0.67%,b:4.67%,ni:2.32%,mn:1.48%,si:0.98%,余量fe。
10.熔敷金属中适当的c含量,可使焊道含有适当量的碳化硼,因而具有良好的耐磨耗性。c含量小于0.4%时,焊道含碳化硼的量不足,焊道的硬度偏低,耐磨耗性差;c含量大于0.8%时,焊道收缩裂纹明显,焊道剥落敏感性高。c的来源可为石墨、金属的碳化物或金属的高碳铁。
11.熔敷金属适当的b含量,可使焊道含有适当量的碳化硼,因而具有良好的耐磨耗性。b含量小于2.0%时,焊道含碳化硼的量不足,焊道硬度偏低,耐磨耗性差;b含量大于5.0%时,焊道收缩裂纹明显,焊道剥落敏感性高。b的来源可为硼铁或碳化硼。
12.熔敷金属中适当的ni含量可使焊道具有良好的韧性,改善焊道抗剥落性。ni含量小于1.0%时,此效果不明显;ni含量高于3.0%时,焊道基地硬度下降,耐磨耗性不佳。ni的来源可为金属镍或镍铁。
13.熔敷金属适当的mn含量,可使得焊道具有良好的表面及适当的硬度。mn含量小于
1.0%时,焊道表面产生较多的孔状凹坑;mn含量大于3.0%时,焊道基地硬度下降,耐磨耗性不佳。mn的来源可为电解锰或锰铁。
14.熔敷金属适当的si含量,可使得焊道形状良好及适当的硬度。si含量小于0.5%时,焊道窄容易产生孔状凹坑;si含量大于2.0%时,由si/c比太高,焊道基地硬度下降,耐磨耗性不佳。si的来源可为金属硅、硅铁或碳化硅。
15.本发明除了其他原料可能含有极微量的cr以外,不另添加cr的合金及化合物。
16.本发明焊丝的熔敷金属含c:0.4~0.8%,b:2.0~5.0%,使得焊道含有超高硬度的碳化硼质粒,因而具有非常良好的耐磨耗,特别是单层焊道表面就具有超高硬度及良好的耐磨耗性。
17.由于碳化硼硬度仅次于金刚石及立方氮化硼,莫氏硬度为9.3,是最理想的高温耐磨材料。由于碳化硼的超高硬度特性,所以碳化硼型的硬面焊丝含碳化硼的量远低于碳化铬型硬面焊丝含碳化铬的量,就可具有超高硬度。所以碳化硼型硬面焊丝的焊道收缩裂纹比碳化铬型的少很多,因而焊道的抗剥落性较佳。
18.本发明为一种自保护焊丝,焊接时不需外接保护气体,低碳含量、不含铬,适用于表面需具高耐磨耗性能工件的覆面焊接,特别是单层覆面焊接就具有极佳的耐磨耗性,焊道不易剥落,可改善一般高碳高铬之碳化铬型焊道容易剥落的缺点。
具体实施方式
19.为便于对本发明的理解,下面结合具体实施例对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
20.实施例1~5是本发明无铬之碳化硼型耐磨耗硬面自保护药芯焊丝,由碳钢外皮包覆药芯焊丝组成,药芯占焊丝的比例为23~27%。
21.本发明实施例中所使用的碳钢外皮,即钢带成分及含量见表1。
22.表1钢带成分(wt%)
23.csimnpsnicrmocu0.0240.0050.2130.00100.00190.0120.0120.0010.005
24.在本发明的实施例中,钢带的厚度为0.8mm,宽度为19mm,覆面焊接测试之焊接板材厚度16mm碳钢板。
25.测试焊丝线径2.0mm,焊接电流350a,电压30v,焊接速度300mm/min。
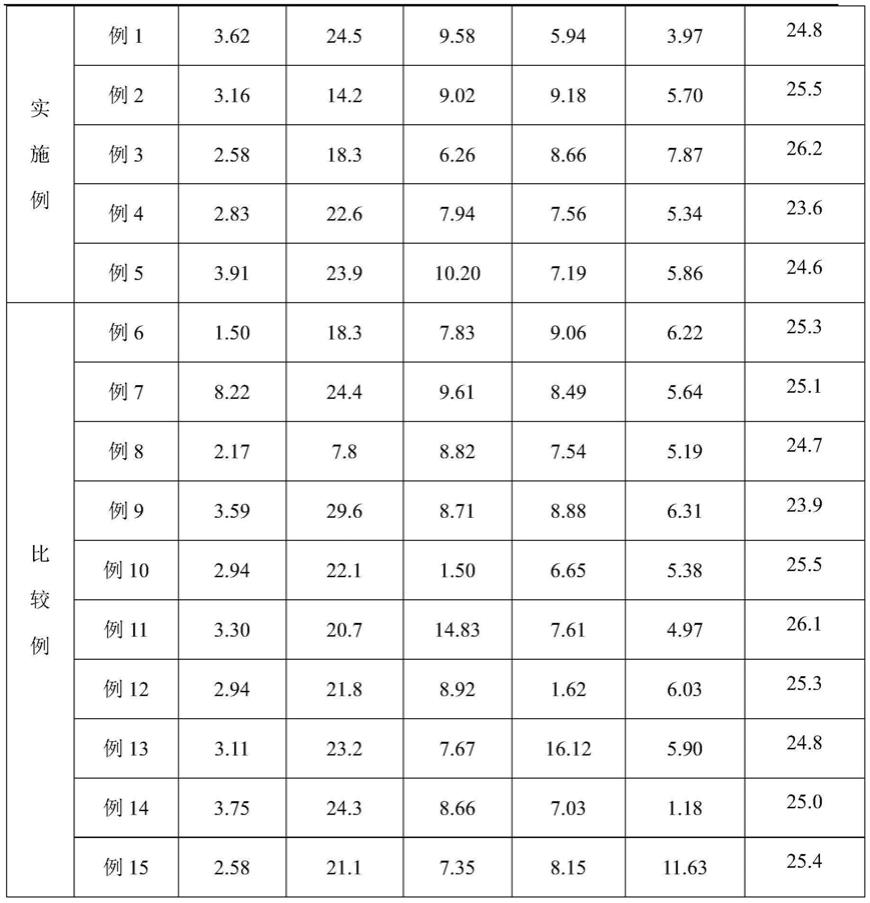
26.本发明的实施例1~5及比较例6~15的药芯成分比例见表2。
27.表2药芯成分比例(wt%)
28.[0029][0030]
本发明的实施例1~5及比较例6~15的熔敷金属成分及含量见表3。
[0031]
表3焊丝熔敷金属成分(wt%)
[0032]
[0033][0034]
实施例1~5及比较例性能测试结果见表4:
[0035]
表4性能测试结果
[0036]
[0037][0038]
备注:
×
不佳
○
良好
[0039]
表2及表3所列的案例1~5为本发明的实施例,焊道表面、收缩裂纹粗细状况、熔敷金属硬度、磨耗量都符合要求。
[0040]
案例6~15为相关比较例。案例6熔敷金属c含量太低,硬度偏低,磨耗量稍高。案例7熔敷金属c含量太高,焊道收缩裂纹粗,加工时焊道剥落。案例8熔敷金属b含量太低,硬度低,磨耗量高。案例9熔敷金属b含量太高,焊道收缩裂纹粗,加工时焊道剥落。案例10熔敷金属ni含量太低,焊道收缩裂纹粗。案例11熔敷金属ni含量太高,硬度偏低,磨耗量稍高。案例12熔敷金属mn含量太低,焊道表面孔状凹坑多。案例13熔敷金属mn含量太高,硬度偏低,磨耗量稍高。案例14熔敷金属si含量太低,焊道宽度窄,孔状凹坑稍多。案例15熔敷金属si含量太高,硬度偏低,磨耗量稍高。
[0041]
本发明焊丝不含cr,单层焊道就具有超高硬度之耐磨耗硬面自保护焊丝,可使用于农业、采石场、采矿及土木工程设备,例如:输送螺杆、料斗、切碎机等的硬面覆面焊接。
[0042]
以上所述实施例仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1