焊接装置及使用该焊接装置的焊接方法与流程
1.本发明属于焊接技术领域,尤其涉及一种焊接装置及使用该焊接装置的焊接方法。
背景技术:
2.社会的不断发展以及国家的大力倡导,led行业成为当今最为活跃的行业之一,led显示屏产品逐渐走进社会生活的各个领域。与此同时,随着led显示屏技术创新与发展,单位面积分辨率高的小间距无缝拼接的led显示屏已经成为led显示屏的主流产品,它可以显示更高清晰度的图形图像和视频,也可以显示更多的视频和图像画面,尤其是在图像拼接方面的运用,可以做到无缝和任意大面积拼接。现有技术的每一个显示屏由多个显示箱体拼装而成,而每一显示箱体则由多个显示模块拼接而成。显示模块上焊接有多个用于显示图像的像素(每一像素包括有r/g/b三个芯片)。
3.当芯片被巨量转移至基板上以后,需要对其进行焊接固晶(芯片电极与焊盘电极的电连接)。现有技术中,焊接时需要逐个芯片进行焊接,待全部焊接完成再转至下一工序,焊接的工作效率较低。同时,由于焊接红光芯片时所需功率相比于蓝光和绿光芯片略低一些(红光倒装芯片与蓝绿倒装芯片结构不同),而在巨量焊接时难以不断快速调整激光输出功率,容易导致红光芯片的损坏。
技术实现要素:
4.本发明提供了一种焊接装置及使用该焊接装置的焊接方法,可以解决或者至少部分解决以上技术问题。
5.为达此目的,本发明采用以下技术方案:
6.第一方面,提供了焊接装置,包括:
7.光源,用于提供焊接所需的光辐射;
8.掩模板,设置在所述光源的光路上,所述掩模板包括遮光部和多个透光部,所述多个透光部被所述遮光部间隔开;所述多个透光部用于供所述光辐射通过,以实现批量焊接器件。
9.可选地,所述多个透光部包括多种具有不同透光度的子透光部。
10.可选地,多种所述子透光部包括第一子透光部、第二子透光部和第三子透光部;
11.所述第一子透光部的透光度为50~80%,所述第二子透光部的透光度为85~95%,所述第三子透光部的透光度为95~100%。
12.可选地,所述光源为线光源或面光源。
13.可选地,还包括:
14.反射镜,所述光源发出的光辐射经过所述反射镜反射至所述掩模板。
15.可选地,所述遮光部不可透光,其表面设有用于反射光的凹凸结构。
16.可选地,还包括:
17.可移动平台,所述可移动平台上设有基板,所述基板上放置有待焊接的器件。
18.第二方面,提供了焊接方法,使用如上所述的焊接装置,包括:
19.将待焊接的器件分别对准掩模板的多个透光部;
20.光源发出的光辐射透过所述多个透光部,对器件进行批量焊接。
21.可选地,所述将待焊接的器件分别对准掩模板的多个透光部,包括:
22.调整可移动平台的位置,使得基板上的待焊接的器件分别与所述多个透光部对准。
23.可选地,所述将待焊接的器件分别对准掩模板的多个透光部之前,还包括:
24.光学检测所述可移动平台的位置,并初始化所述可移动平台的位置。
25.与现有技术相比,本发明实施例具有以下有益效果:
26.本发明提供的一种焊接装置及使用该焊接装置的焊接方法,光辐射可以透过多个透光部,以实现批量焊接器件,极大地提高了焊接效率,尤其适用于大批量的led芯片固晶,也可以与在先工序巨量转移结合,以提高生产效率。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
28.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。
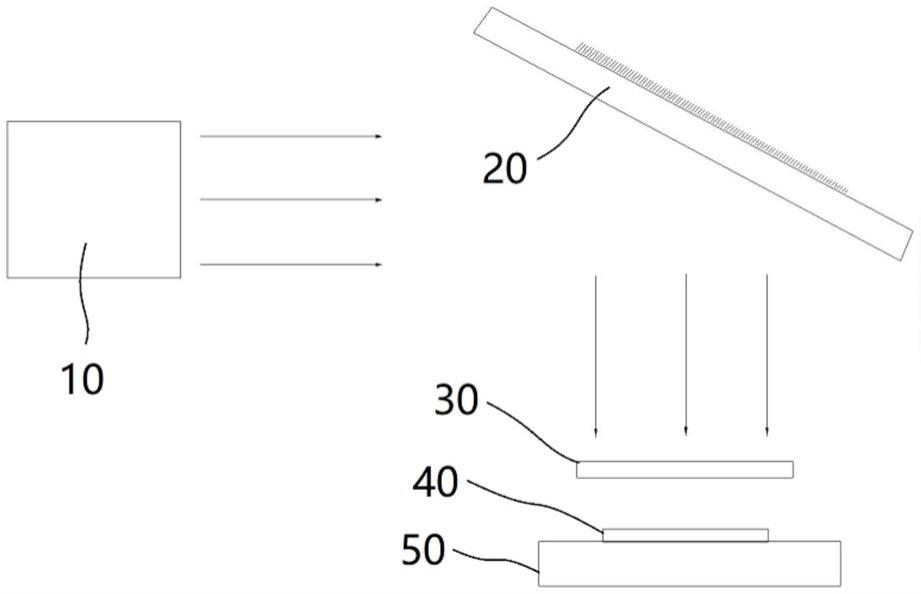
29.图1为本发明实施例提供的焊接装置的结构示意图;
30.图2为图1中掩模板的俯视图;
31.图3为图1中基板的俯视图。
32.图示说明:
33.10、光源;20、反射镜;30、掩模板;31、遮光部;32、透光部;33、第一子透光部;34、第二子透光部;35、第三子透光部;40、基板;41、led芯片;42、红光芯片;43、绿光芯片;44、蓝光芯片;50、可移动平台。
具体实施方式
34.为使得本发明的目的、特征、优点能够更加的明显和易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,下面所描述的实施例仅仅是本发明一部分实施例,而非全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.实施例一
36.请参阅图1所示,本实施例提供了一种焊接装置,可以实现批量焊接器件,尤其适
用于对通过巨量转移至基板40上的led芯片41(图3)进行批量焊接,以提高焊接效率。
37.具体地,该焊接装置包括光源10和掩模板30,光源10用于提供焊接所需的光辐射,掩模板30设置在光源10的光路上,掩模板30包括遮光部31和多个透光部32,如图2所示。可选地,光辐射为激光。
38.其中,遮光部31不可透光,多个透光部32被遮光部31间隔开,多个透光部32用于供激光通过,以实现批量焊接器件。可选地,器件为led芯片41,如图3所示。
39.作为本实施例的一种可选实施方式,光源10发出的激光经过反射镜20反射至掩模板30。
40.本实施例通过设置多个间隔开的透光部32,基板40上的led芯片41分别对准多个透光部32,可以方便激光实现批量焊接,提高焊接效率。
41.作为本实施例的一种可选实施方式,光源10可以为点光源,通过设置多个光源10发出激光穿过各个透光部32;光源10也可以为面光源或线光源,由面光源或线光源发出的激光穿过各个透光部32。应当理解,通过光学系统,点光源也可以转换成面光源或线光源。
42.实施例二
43.但是,实施例一还存在如下问题:
44.当待焊接的器件需求不同大小的光功率时,例如led芯片41一般包括红光芯片42、绿光芯片43和蓝光芯片44,各个不同颜色光的芯片所需要的光功率大小不同。而光源10照射在不同透光部32的光功率是一致的,又由于红光芯片42需求的光功率更低,在批量焊接时容易造成红光芯片42损坏。
45.为此,本实施例在实施例一的基础上,其多个透光部32包括多种具有不同透光度的子透光部。因此,通过设置不同的透光度,控制照射在芯片上的功率大小,防止功率过大损坏芯片。
46.具体地,作为本实施例的一种可选实施方式,多种子透光部包括第一子透光部33、第二子透光部34和第三子透光部35。第一子透光部33、第二子透光部34和第三子透光部35的具体数量可以分别根据实际需求而定。
47.第一子透光部33的透光度为50~80%,第二子透光部34的透光度为85~95%,第三子透光部35的透光度为95~100%,分别对应于红光芯片42、绿光芯片43和蓝光芯片44。
48.本实施例提供的焊接装置,通过设置具有不同透光度的掩模板30,可以控制照射在基板40上的光功率大小,不仅能够实现批量焊接器件,而且能避免因需求光功率不一致导致的器件损坏问题。
49.实施例三
50.在上述任一实施例的基础上,在遮光部31的表面设有用于反射光的凹凸结构,可以使得照射在凹凸结构上的激光形成漫射。
51.实施例四
52.在上述任一实施例的基础上,焊接装置还包括可移动平台50,可移动平台50上放置有基板40,基板40上设有待焊接的器件。
53.因此,可以通过调整可移动平台50的位置,使得基板40上的器件分别与多个透光部32对准,为焊接作准备。
54.实施例五
55.本实施例提供了一种焊接方法,使用如上实施例四提供的焊接装置,包括以下步骤:
56.将待焊接的器件分别对准掩模板30的多个透光部32;
57.光源10发出的激光透过多个透光部32,对器件进行批量焊接。
58.可选地,多个透光部32包括多种具有不同透光度的子透光部。多种子透光部包括第一子透光部33、第二子透光部34和第三子透光部35。第一子透光部33、第二子透光部34和第三子透光部35的具体数量可以分别根据实际需求而定。第一子透光部的透光度为50~80%,第二子透光部的透光度为85~95%,第三子透光部的透光度为95~100%,分别对应于红光芯片42、绿光芯片43和蓝光芯片44。
59.进一步地,将待焊接的器件分别对准掩模板30的多个透光部32,包括以下步骤:
60.调整可移动平台50的位置,使得基板40上的待焊接的器件分别与多个透光部32对准。
61.进一步地,将待焊接的器件分别对准掩模板30的多个透光部32之前,还包括以下步骤:
62.光学检测可移动平台50的位置,并初始化可移动平台50的位置,方便后续将器件与透光部32对准。
63.实施例五提供的焊接方法,激光可以透过多个透光部32,以实现批量焊接器件,避免因需求光功率不一致导致的器件损坏问题,极大地提高了焊接效率,尤其适用于大批量的led芯片固晶,其可以与在先工序巨量转移结合,通过巨量转移技术将led芯片41转移至基板42上后,再利用该焊接方法批量固定led芯片41,可以提高生产效率。
64.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1