一种多功能杆弯角拔制模具、冷拔模具组及冷拔方法与流程
一种多功能杆弯角拔制模具、冷拔模具组及冷拔方法
1.本技术是申请日为2020年10月19日,申请号为2020111167865,名称为一种多功能杆冷拔模具组及冷拔方法的专利申请的分案申请。
技术领域
2.本发明涉及杆件制造领域,尤其涉及一种多功能杆弯角拔制模具、冷拔模具组及冷拔方法。
背景技术:
3.目前,现在大多钢材杆的设计结构是光滑的圆柱形,在钢材杆上安装一些外部设备时较为麻烦,因此,逐渐推出在钢材杆上设计凹槽的方式,将外部的设备安装在有凹槽的部位。但凹槽的设计结构也不同,为了保证外部设备与钢材杆便携安装和拆卸,在钢材杆上设计的凹槽的形状、位置也极为重要。
4.申请号为201820302520.1的一种便携式路灯杆结构,该专利也是在路灯灯杆的侧壁上留有贯穿上下两端的凹槽,凹槽开口端具有锥度,其还有一个特点是在两个凹槽之间设有镂空部位,镂空部位贯穿灯柱侧壁上下两端。该专利中,设计的凹槽解决了外部设备与钢材杆便携安装和拆卸的问题,用镂空结构减轻灯柱的重量、减少材料,然而,尽管设计了镂空的结构,但该灯柱的侧壁依旧用了较多的材料,且凹槽处的结构强度也不是很好,容易发生变形导致外部设备的松动甚至滑动。
5.对于上述问题的总结,需要对钢材杆结构的要求有两方面,一方面是减轻钢材杆的重量以及减少钢材杆材料的浪费,另一方面是凹槽的强度设计以便解决外接设备的连接问题。
6.另外,目前,通过冷拔钢管制造杆件是一种常见的选择,而大多数的通过冷拔制造而成的杆件均为光滑的圆柱形钢材结构,而且,杆件都是一次性冷拔成型,拔制力大,拔制控制难,杆件的外形以及精度难以得到精准的控制,冷拔过程中容易出现管壁破裂或者拉伤等质量缺陷。
技术实现要素:
7.针对现有技术的不足,本发明旨在提供一种可以冷拔出结构强度好、抗变形能力强、允许壁厚更小、更加省材、省成本、且安装外部设备方便的多功能杆以及冷拔方法,通过两次冷拔,管材破裂率低,成型率高,制造效率更高。
8.一种多功能杆冷拔模具组,包括:由安装筒一、至少一设置在所述安装筒一内壁上的直槽拔制部所组成的直槽拔制模具,以及,由安装筒二、设置在所述安装筒二内壁上的用于对所述直槽拔制壁拔制出的直槽进行弯折的弯角拔制部所组成的弯角拔制模具;所述直槽拔制部与所述安装筒一的内壁形成出口小于进口的冷拔孔一;所述弯角拔制部对应于所述直槽拔制部设置,并与所述安装筒二内壁形成出口小
于进口的冷拔孔二,且冷拔孔二的进口大于所述冷拔孔一的出口;所述弯角拔制部包括和安装筒二内壁连接的第一弯折面部、第二弯折面部、以及连接所述第一弯折面部与第二弯折面部的连接面部,所述第一弯折面部以及第二弯折面部弯向所述安装筒二内壁。
9.通过该模具组中的直槽拔制模具以及弯角拔制模具的两次冷拔,使得拔制而成的冷拔杆上形成开口小于内部的由第一弯折面部成型出的第一安装壁、第二弯折面部成型出的第二安装壁以及连接面部成型出的连接壁所组成的安装槽,该安装槽依靠第一弯折面部成型出的第一安装壁以及第二弯折面部成型出的第二安装壁的摩擦来固定住外连接件,因此,无需紧固件,不仅对杆体的结构破坏较小,且在安装外连接件时非常方便。最终拔制而成的冷拔杆上,第一安装壁/第二安装壁与连接壁以及由安装筒二内壁成型出的支撑壁组成三重折叠结构,使得安装槽处的结构强度更好、抗变形能力更强,因而通过两次冷拔,可以冷拔出一种结构强度好、抗变形能力、允许壁厚更小、更加省材、省成本的多功能杆。通过两次冷拔,管材破裂率低,成型率高,制造效率更高,并且,拔制模具结构简单,成本低。
10.优选的,所述第一弯折面部、第二弯折面部与所述安装筒二连为一体。因而,第一弯折面部/第二弯折面部与安装筒二内壁之间不存在连接间隙,相当于,第一弯折面部/第二弯折面部与安装筒二内壁是光滑连接,拔制过程中更加顺畅,不会出现破裂。
11.优选的,所述第一弯折面部与所述安装筒二内壁的夹角α1为30
°
~60
°
,所述第二弯折面部与所述安装筒二内壁的夹角α2为30
°
~60
°
。合理的角度,既确保了冷拔杆之安装槽处的结构强度,也使得拔制过程中不会产生管壁破裂现象。
12.优选的,所述冷拔孔二的出口小于所述冷拔孔一的出口。可以拔制成截面更小的冷拔杆,更加节省材料。
13.优选的,所述安装筒一的内壁上设置有注油孔。
14.优选的,所述第一弯折面部、第二弯折面部通过圆角部与所述安装筒二内壁相连。使得在拔制过程中,能够进一步降低管材破裂率,提高拔制成型率。
15.优选的,所述弯角拔制部的高度h2不大于直槽拔制部的高度h1。弯角拔制模具在冷拔过程中,第一弯折面部/第二弯折面部实际上起到将直槽内部进行扩大或胀大的作用,因此,在拔制过程中,钢管既有沿拔制方向的塑性变形,也有垂直于拔制方向上的塑性变形,而通过该设置,使得通过直槽拔制模具拔制出的直槽的高度大于弯角拔制部的高度h2,因此,在用弯角拔制模具拔制时,直槽处的管材可以向第一弯折面部、第二弯折面部处提供更多的塑性变形材料,防止管材在拔制过程中过于变薄而发生破裂,进一步降低破裂率低,提高冷拔成型率。
16.优选的,所述安装筒二的内壁包括和所述弯角拔制部连接的连接壁部以及和所述连接壁部连接的并弯向所述弯角拔制部的弯折壁部。该设置,使得由安装筒二内壁成型出的支撑壁得到进一步加强,安装槽处的结构强度更好,抗变形能力更好,管材能够选用更薄的,能够进一步省材省成本。
17.优选的,所述弯角拔制部呈对称分布在安装筒二内壁上。可以冷拔出更多的安装槽,允许安装更多的外连接部,且受力对称,对冷拔杆的结构破坏更小,冷拔杆性能更好,且结构强度更好。
18.优选的,所述弯角拔制部呈圆周分布安装筒二内壁上。使得冷拔杆上所有安装槽
的受力集中在冷拔杆的中心处,即相当于冷拔杆以最大的宽度来承受每一个外连接部带来的弯折力,冷拔杆性的抗变形能力更强。
19.优选的,所述安装筒一的内壁包括和所述直槽拔制部连接的圆角壁部。圆角壁部的存在,一方面,在利用直槽拔制模具进行冷拔的冷拔过程中,防止冷拔过程中因塑形变形过大而拉伤,另一方面,通过直槽拔制模具拔制出的冷拔杆有较大的r部,该r部的存在,使得下一次冷拔时材料的塑性变形更加顺利,进一步降低破裂率低,提高冷拔成型率。
20.优选的,还包括具有冷拔孔三的精拔模具,所述冷拔孔三的截面形状与所述冷拔孔二的截面形状相同,且尺寸小于冷拔孔二的尺寸。通过精拔,可进一步拔制成截面更小的冷拔杆,更加节省材料。
21.优选的,所述安装筒一以及安装筒二均包括套合外壁面以及和所述套合外壁面连接的止动端面。
22.优选的,所述冷拔孔一包括由进口向出口逐渐缩小的拔制孔段一以及和所述拔制孔段一尾部连接的形状保持孔段一,所述形状保持孔段一的截面与所述拔制孔段一的尾部处的截面相重合。
23.优选的,所述冷拔孔二包括由进口向出口逐渐缩小的拔制孔段二以及和所述拔制孔段二尾部连接的形状保持孔段二,所述形状保持孔段二的截面与所述拔制孔段二的尾部处的截面相重合。
24.一种利用上述冷拔模具组进行冷拔的多功能杆冷拔方法,包括,步骤1:安装好直槽拔制模具,将管材伸入到直槽拔制模具的冷拔孔一中,对管材进行拉拔,得到内壁具有直槽的杆体一;步骤2:安装好弯角拔制模具,将杆体一的直槽对准弯角拔制部并将杆体一伸入到弯角拔制模具的冷拔孔二中,然后对杆体一进行拉拔,使得直槽的侧壁向杆体一的管壁方向弯折,拔制得到杆体二。
25.通过该方法,先拔制出带直槽的冷拔杆,然后对直槽的槽壁进行弯折拔制,使得由直槽转换而来的安装槽由第一安装壁、第二安装壁、连接所述第一安装壁与第二安装壁的连接壁组成,该安装槽的槽口尺寸小于内部的尺寸,并且,安装槽处形成由第一安装壁/第二安装壁、连接壁以及和所述第一安装壁/第二安装壁连接的支撑壁组成三重折叠结构,因此,通过两次冷拔,可以冷拔出结构强度好、抗变形能力强、允许壁厚更小、更加省材、省成本、且安装外部设备方便的多功能杆,通过两次冷拔,管材破裂率低,成型率高,制造效率更高。综上所述,本发明具有以下有益效果:1:本发明,提供了具有直槽拔制模具以及弯角拔制模具的模具组,通过直槽拔制模具以及弯角拔制模具的两次冷拔,可以冷拔出结构强度好、抗变形能力强、允许壁厚更小、更加省材、省成本、且安装外部设备方便的多功能杆,通过两次冷拔,管材破裂率低,成型率高,制造效率更高;2:本发明,将第一弯折面部、第二弯折面部与安装筒二连为一体,达到第一弯折面部/第二弯折面部与安装筒二内壁光滑连接的目的,拔制过程中更加顺畅,不会出现破裂;3:本发明,将第一弯折面部与所述安装筒二内壁的夹角α1以及第二弯折面部与所述安装筒二内壁的夹角α2限制在30
°
~60
°
,既确保了冷拔杆之安装槽处的结构强度,也使得
拔制过程中不会产生管壁破裂现象;4:本发明,将冷拔孔二的出口尺寸设置成冷拔孔一的出口尺寸,可以拔制成截面更小的冷拔杆,更加节省材料;5:本发明,将第一弯折面部/第二弯折面部通过圆角部与所述安装筒二内壁相连,使得在拔制过程中,能够进一步降低管材破裂率,提高拔制成型率;6:本发明,所述弯角拔制部的高度h2不大于直槽拔制部的高度h1。使得在用弯角拔制模具拔制时,直槽处的管材可以向第一弯折面部、第二弯折面部处提供更多的塑性变形材料,防止管材在拔制过程中过于变薄而发生破裂,进一步降低破裂率低,提高冷拔成型率;7:本发明,安装筒二的内壁包括和所述弯角拔制部连接的连接壁部以及和所述连接壁部连接的并弯向所述弯角拔制部的弯折壁部,该设置,使得由安装筒二内壁成型出的支撑壁得到进一步加强,安装槽处的结构强度更好,抗变形能力更好,管材能够选用更薄的,能够进一步省材省成本;8:本发明,安装筒一的内壁包括和所述直槽拔制部连接的圆角壁部,圆角壁部的存在,一方面,在利用直槽拔制模具进行冷拔的冷拔过程中,防止冷拔过程中因塑形变形过大而拉伤,另一方面,通过直槽拔制模具拔制出的冷拔杆有较大的r部,该r部的存在,使得下一次冷拔时材料的塑性变形更加顺利,进一步降低破裂率低,提高冷拔成型率;9:本发明,模具组还提供了精拔模具,其之冷拔孔三的截面形状与冷拔孔二的截面形状相同,且尺寸小于冷拔孔二的尺寸,使得通过精拔,可进一步拔制成截面更小的冷拔杆,更加节省材料;10、本发明,将冷拔孔一设计成包含用于拔制的拔制孔段一以及用于保持杆截面形状的形状保持孔段一,将冷拔孔二设计成包含用于拔制的拔制孔段二以及用于保持杆截面形状的形状保持孔段二,大大降低了拔制过程中管材的破裂率。
附图说明
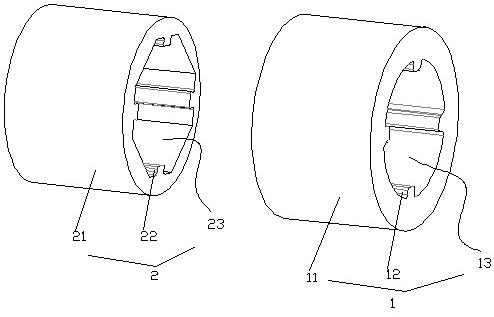
26.图1为冷拔模具组的部件示意图;图2为直槽拔制模具的剖视示意图;图3为弯角拔制模具的剖视示意图;图4为图3中a处放大图;图5为经冷拔孔一拔制而成的灯杆的截面图;图6为经冷拔孔二拔制而成的灯杆的截面图;图7为精拔模具的剖视示意图;图8为图2中b
‑
b的剖视示意图;图9为图3中c
‑
c的剖视示意图;图10为安装筒一以及安装筒二与外部支架的安装示意图。
具体实施方式
27.下面将结合附图,通过具体实施例对本发明作进一步说明。
28.实施例1:如图1
‑
6所示,一种多功能杆冷拔模具组,包括直槽拔制模具1以及弯角
拔制模具2,其中,直槽拔制模具1由安装筒一11、设置在所述安装筒一11内壁上的直槽拔制部12所组成,直槽拔制部12至少为一个,直槽拔制部12与所述安装筒一11内壁形成冷拔孔一13,所述冷拔孔一13出口小于进口,并且,出口为进口尺寸的80%~99%为优,所述弯角拔制模具2由安装筒二21以及设置在所述安装筒二21内壁上的弯角拔制部22所组成,弯角拔制部22对应于所述直槽拔制部12,用于对所述直槽拔制壁12拔制出的直槽进行弯折,数量与直槽拔制部12的数量一致,直槽拔制部12和所述安装筒二21内壁形成冷拔孔二23,冷拔孔二23出口小于进口,出口为进口尺寸的80%~99%为优,且冷拔孔二23的进口大于所述冷拔孔一13的出口,便于经冷拔孔一13拔制而成的冷拔件能够装入到冷拔孔二23的进口中;所述弯角拔制部22包括和安装筒二21内壁连接的第一弯折面部221、第二弯折面部222、以及连接所述第一弯折面部221与第二弯折面部222的连接面部223,所述第一弯折面部221以及第二弯折面部222弯向所述安装筒二21内壁。
29.拔制时,先固定好直槽拔制模具1,利用直槽拔制模具1对钢管进行冷拔,拔制而成的冷拔杆上具有直槽01,然后固定好弯角拔制模具2,利用弯角拔制模具2再次冷拔,使得拔制而成的冷拔杆上形成开口小于内部的由第一弯折面部221成型出的第一安装壁021、第二弯折面部222成型出的第二安装壁022以及连接面部223成型出的连接壁023所组成的安装槽02,该安装槽02依靠第一弯折面部221成型出的第一安装壁021以及第二弯折面部222成型出的第二安装壁022的摩擦来固定住外连接件,因此,无需紧固件,不仅对杆体的结构破坏较小,且在安装外连接件时非常方便。最终拔制而成的冷拔杆上,第一安装壁021/第二安装壁022与连接壁023以及由安装筒二21内壁成型出的支撑壁024组成三重折叠结构,使得安装槽02处的结构强度更好、抗变形能力更强,因而,通过两次冷拔,可以冷拔出一种结构强度好、抗变形能力、允许壁厚更小、更加省材、省成本的多功能杆。通过两次冷拔,管材破裂率低,成型率高,制造效率更高,并且,拔制模具结构简单,成本低。
30.本实施例,所述第一弯折面部221、第二弯折面部222与所述安装筒二21连为一体。因而,第一弯折面部221/第二弯折面部222与安装筒二21内壁之间不存在连接间隙,相当于,第一弯折面部221/第二弯折面部222与安装筒二21内壁是光滑连接,拔制过程中更加顺畅,不会出现破裂。
31.本实施例,所述第一弯折面部221与所述安装筒二21内壁的夹角α1为30
°
~60
°
,所述第二弯折面部222与所述安装筒二21内壁的夹角α2为30
°
~60
°
,合理的角度,既确保了冷拔杆之安装槽02处的结构强度,也使得拔制过程中不会产生管壁破裂现象。
32.为了可以拔制成截面更小的冷拔杆,更加节省材料,本实施例,所述冷拔孔二23的出口小于所述冷拔孔一13的出口。
33.为防止冷拔过程中因产生大量热量而影响冷拔质量,本实施例,所述安装筒一11的内壁上设置有注油孔,通过向注油孔中注油可以降低冷拔过程中管材与冷拔孔一13之间的摩擦,同理,安装筒二21内壁上设置有注油孔,注油孔在图中未示意出。
34.在采用弯角拔制模具2进行冷拔时,为了能够进一步降低管材破裂率,提高拔制成型率,本实施例,所述第一弯折面部221、第二弯折面部222通过圆角部224与所述安装筒二21内壁相连。
35.实际上,弯角拔制模具2在冷拔过程中,第一弯折面部221/第二弯折面部222起到将直槽01内部进行扩大或胀大的作用,因此,在拔制过程中,钢管既有沿拔制方向的塑性变
形,也有垂直于拔制方向上的塑性变形,为此,本实施例,所述弯角拔制部22的高度h2不大于直槽拔制部12的高度h1。而通过该设置,使得通过直槽拔制模具1拔制出的直槽01的高度大于弯角拔制部22的高度h2,因此,在用弯角拔制模具2拔制时,直槽01处的管材可以向第一弯折面部221、第二弯折面部222处提供更多的塑性变形材料,防止管材在拔制过程中过于变薄而发生破裂,进一步降低破裂率低,提高冷拔成型率。
36.本实施例,对安装筒二21还进行了进一步的设计,即:所述安装筒二21的内壁包括和所述弯角拔制部22连接的连接壁部211以及和所述连接壁部211连接的并弯向所述弯角拔制部22的弯折壁部212。该设置,使得由安装筒二21内壁成型出的支撑壁024得到进一步加强,安装槽02处的结构强度更好,抗变形能力更好,管材能够选用更薄的,能够进一步省材省成本。
37.本实施例,还对安装筒一11进行了进一步的设计,即:所述安装筒一11的内壁包括和所述直槽拔制部12连接的圆角壁部111。圆角壁部111的存在,一方面,在利用直槽拔制模具1进行冷拔的冷拔过程中,防止冷拔过程中因塑形变形过大而拉伤,另一方面,通过直槽拔制模具1拔制出的冷拔杆有较大的r部011,该r部011的存在,使得下一次冷拔时材料的塑性变形更加顺利,进一步降低破裂率低,提高冷拔成型率。
38.一般而言,弯角拔制部22的数量以及位置的设定能顾对冷拔杆的结构强度起到比较大的影响,本实施例中,所述弯角拔制部22呈对称分布在安装筒二21内壁上,相应地,直槽拔制部12也是呈对称分布在安装筒一11内壁上,这样,就可以冷拔出更多的安装槽02,允许安装更多的外连接部,且受力对称,对冷拔杆的结构破坏更小,冷拔杆性能更好,且结构强度更好。更进一步地,所述弯角拔制部22呈圆周分布安装筒二21内壁上,使得冷拔杆上所有安装槽02的受力集中在冷拔杆的中心处,即相当于冷拔杆以最大的宽度来承受外连接部带来的弯折力,冷拔杆性的抗变形能力更强。
39.对于安装筒一11以及安装筒二21如何实现安装,可以在安装筒一11以及安装筒二21的筒壁上开设连接孔,通过紧固件固定在外部机架上,也可以对安装筒一11以及安装筒二21进行如下设计:如图10所示,所述安装筒一11包括套合外壁面0
‑
01以及和所述套合外壁面0
‑
01连接的止动端面0
‑
02,同样的,安装筒二21也包括套合外壁面0
‑
01以及和所述套合外壁面0
‑
01连接的止动端面0
‑
02,这种情况下,在设计外部机架0时,仅需相应设计水平的套孔即可,该套孔包括大径段001以及和所述大径段001连接的小径段002,安装所述安装筒一11或者安装筒二21时,只需将安装筒一11或者安装筒二21装入到大径段001中即可,冷拔时,安装筒一11或者安装筒二21在内部管材的带动下,实现与小径段002端面相抵,同时,对于安装筒一11或者安装筒二21的拆卸也非常方便,因此,在安装筒一11以及安装筒二21的这种结构前提下,有利于设计出一种结构简单、且方便拆装安装筒一11或者安装筒二21的外部机架,降低了设计难度。
40.对于冷拔孔一13,如图8所示,所述冷拔孔一13包括由进口向出口逐渐缩小的拔制孔段一131以及和所述拔制孔段一131尾部连接的形状保持孔段一132,所述形状保持孔段一132的截面与所述拔制孔段一131的尾部处的截面相重合,在拔制孔段一131的作用下,管材可以得到直槽01,形状保持孔段一132确保直槽01经形状保持孔段一132不会发生变形,由此确保了最终从形状保持孔段一132出来的杆的形状与拔制孔段一131拔制而成的杆的形状相同。这样设计理由在于:实际上,在拔制重、长管时,一般将管材的一端挤入到冷拔孔
一13中,并将该端从冷拔孔一13的另一端伸出,然后再采用夹具夹住管材并进行拉拔,夹具一般夹扁管材,目的是保证管材以更厚的厚度被夹住,进而保证管材在拉拔过程中不会破裂,而正是由于管材被夹扁,会导致夹扁后的尺寸大于冷拔孔一13的尺寸,若仅仅只设计拔制孔段一131,管材与拔制孔段一131之间会形成一个较大的弯折角度,管材月容易破裂,而本技术中,针对该现象,设计了形状保持孔段一132,在管材被夹扁后可以使得管材与形状保持孔段一132间形成一个更小的弯折角度,大大降低了管材的破裂率。
41.同样的,对于冷拔孔二23,如图9所示,所述冷拔孔二23包括由进口向出口逐渐缩小的拔制孔段二231以及和所述拔制孔段二231尾部连接的形状保持孔段二232,所述形状保持孔段二232的截面与所述拔制孔段二231的尾部处的截面相重合。
42.对于冷拔模具组,在另一实施例中,冷拔模具组还包括具有冷拔孔三31的精拔模具3,如图7所示,所述冷拔孔三31的截面形状与所述冷拔孔二23的截面形状相同,且尺寸小于冷拔孔二23的尺寸,优选呈等比例缩小。通过精拔,可进一步拔制成截面更小的冷拔杆,更加节省材料。
43.一种利用上述冷拔模具组进行冷拔的多功能杆冷拔方法,包括如下步骤:步骤1:安装好直槽拔制模具1,将管材伸入到直槽拔制模具1的冷拔孔一13中,对管材进行拉拔,得到内壁具有直槽的杆体一;步骤2:安装好弯角拔制模具2,将杆体一的直槽对准弯角拔制部22并将杆体一伸入到弯角拔制模具2的冷拔孔二23中,然后对杆体一进行拉拔,使得直槽的侧壁向杆体一的管壁方向弯折,拔制得到杆体二。通过该方法,先拔制出带直槽01的冷拔杆,然后对直槽01的槽壁进行弯折拔制,使得由直槽01转换而来的安装槽02由第一安装壁021、第二安装壁022、连接所述第一安装壁021与第二安装壁022的连接壁023组成,该安装槽02的槽口尺寸小于内部的尺寸,并且,安装槽02处形成由第一安装壁021/第二安装壁022、连接壁023以及和所述第一安装壁021/第二安装壁022连接的支撑壁024组成三重折叠结构,因此,通过两次冷拔,可以冷拔出结构强度好、抗变形能力强、允许壁厚更小、更加省材、省成本、且安装外部设备方便的多功能杆,通过两次冷拔,管材破裂率低,成型率高,制造效率更高。
44.上面所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的构思和范围进行限定。在不脱离本发明设计构思的前提下,本领域普通人员对本发明的技术方案做出的各种变型和改进,均应落入到本发明的保护范围,本发明请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1