一种稳定激光深熔焊接匙孔的电磁发生装置及方法
1.本发明涉及一种稳定激光深熔焊接的电磁发生装置,属于激光焊接技术领域。
背景技术:
2.激光焊接技术是一种利用高能量密度的激光作为热源来加热熔化工件进行焊接的新型焊接技术。激光焊接因为能量密度高、焊接速度快、接头变形小、易于自动化控制等优点已经被广泛应用于航空航天、轨道列车、船舶制造等领域。随着大功率激光器的不断发展,在厚板焊接方面,激光深熔焊接技术逐渐成为一种替代传统多层多道电弧焊接方法的可靠手段。
3.然而,在激光深熔焊接过程中,高能量密度激光直接作用的金属板材部分会被迅速汽化形成光致等离子体,而在熔池内部形成独特的匙孔结构。在焊接过程中,激光熔池内部的匙孔壁会不断受到金属蒸汽反冲压力、表面张力、热浮力及重力的作用,另外熔池内熔融液态的流动也会对匙孔壁造成影响。因此,作为激光深熔焊接的典型特征,焊接匙孔在复杂的热力作用下始终处于不断的波动当中。匙孔的不稳定往往会造成匙孔后壁的坍塌甚至匙孔前后壁的闭合,一方面造成激光能量的损失,降低接头熔深,另一方面也容易导致焊接气孔及飞溅的产生,严重影响激光深熔焊接头的质量。
4.因此,亟需提出一种新型的稳定激光深熔焊接的电磁发生装置,以解决上述技术问题。
技术实现要素:
5.本发明的目的在于为了抑制激光深熔焊接缺陷的产生,优化厚板激光焊接头的质量,提出了一种稳定激光深熔焊接匙孔的电磁发生装置及方法。该装置简单灵活、调节方便,能够平衡激光深熔焊接过程的匙孔的受力状态,达到稳定焊接匙孔的作用,适用于厚板激光深熔焊接的应用,在下文中给出了关于本发明的简要概述,以便提供关于本发明的某些方面的基本理解。应当理解,这个概述并不是关于本发明的穷举性概述。它并不是意图确定本发明的关键或重要部分,也不是意图限定本发明的范围。
6.本发明的技术方案:
7.一种稳定激光深熔焊接匙孔的电磁发生装置,包括第一永磁铁、第二永磁铁、第三永磁铁、第四永磁铁、激光头和直流电源,第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁相互平行呈矩阵状布置,其中第三永磁铁的n极和第一永磁铁的s极相对,产生的磁场方向为从上向下,第四永磁铁的s极和第二永磁铁的n极相对,产生的磁场方向为从下向上,待焊板材设置在第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁之间的横向间隙处,待焊板材与直流电源电性连接,直流电源向待焊板材内部通入垂直于磁场方向的稳定电场,激光头悬置于待焊板材顶部,激光头发射出的激光束照射在第三永磁铁和第四永磁铁之间的间隙处。
8.优选的:所述第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁为形状大小相同
的矩形结构。
9.优选的:还包括支撑平台和支架,支撑平台顶部安装有第一永磁铁和第二永磁铁,支撑平台上安装有支架,支架中部安装有第三永磁铁和第四永磁铁,支架顶部安装有激光头。
10.本发明为了解决可调节四个永磁铁之间间距的问题,提出本发明的技术方案为:
11.一种稳定激光深熔焊接匙孔的电磁发生装置,包括第一永磁铁、第二永磁铁、第三永磁铁、第四永磁铁、激光头和直流电源,第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁相互平行呈矩阵状布置,其中第三永磁铁的n极和第一永磁铁的s极相对,产生的磁场方向为从上向下,第四永磁铁的s极和第二永磁铁的n极相对,产生的磁场方向为从下向上,待焊板材设置在第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁之间的横向间隙处,待焊板材与直流电源电性连接,直流电源向待焊板材内部通入垂直于磁场方向的稳定电场,激光头悬置于待焊板材顶部,激光头发射出的激光束照射在第三永磁铁和第四永磁铁之间的间隙处。
12.优选的:所述第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁为形状大小相同的矩形结构。
13.优选的:还包括支撑平台和支架,支撑平台顶部安装有第一永磁铁和第二永磁铁,支撑平台上安装有支架,支架中部安装有第三永磁铁和第四永磁铁,支架顶部安装有激光头。
14.优选的:所述支架为可调节支撑架,其包括横向伸缩臂和纵向伸缩臂,纵向伸缩臂的上下两端端部均通过横向伸缩臂分别与激光头和支撑平台建立连接。
15.本发明为了解决高温环境下磁铁容易产生退磁现象的问题,其技术方案为:
16.一种稳定激光深熔焊接匙孔的电磁发生装置,包括第一永磁铁、第二永磁铁、第三永磁铁、第四永磁铁、激光头和直流电源,第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁相互平行呈矩阵状布置,其中第三永磁铁的n极和第一永磁铁的s极相对,产生的磁场方向为从上向下,第四永磁铁的s极和第二永磁铁的n极相对,产生的磁场方向为从下向上,待焊板材设置在第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁之间的横向间隙处,待焊板材与直流电源电性连接,直流电源向待焊板材内部通入垂直于磁场方向的稳定电场,激光头悬置于待焊板材顶部,激光头发射出的激光束照射在第三永磁铁和第四永磁铁之间的间隙处。
17.优选的:所述第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁为铷磁铁。
18.本发明利用上述装置还提供了一种稳定激光深熔焊接匙孔的方法,主要包括以下步骤:
19.步骤一、将第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁放置于支撑平台和支架上,使得第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁分别两两位于上下等高处,且第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁前后两组永磁铁分别产生方向相反的磁场;
20.步骤二、将支架顶部安装固定于激光输出头即激光头上,根据待焊板材厚度,通过调整支架中横向伸缩臂和纵向伸缩臂的长度来调节第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁的位置;
21.步骤三、将固定于工装夹具上的待焊板材放置于支架内部第一永磁铁和第二永磁铁与第三永磁铁和第四永磁铁之间的横向间隙处,使得第一永磁铁、第二永磁铁、第三永磁铁和第四永磁铁两两分列于待焊板材的上下两侧,以在待焊板材内部分别产生稳定的三;
22.步骤四、将直流电源的正负极通过导线连接于待焊板材的两侧,以在熔池9内部产生垂直于磁场方向的稳定电场;
23.步骤五、调节激光焊接参数、磁场强度和电场强度后,实施焊接即可。
24.优选的:所述步骤三中磁场强度范围为5mt
‑
1000mt。
25.优选的:所述步骤四中电场的调节范围为5ma
‑
30000ma。
26.本发明具有以下有益效果:
27.1.本发明通过直流电源产生的电场和永磁铁产生的磁场共同作用于熔池内部,以在熔池内部产生作用于匙孔前后壁的稳定磁场力,由于该磁场力沿匙孔内部指向匙孔外部,对匙孔前后壁分别产生一个稳定的推力,该推力可有效抑制匙孔壁受力不均导致的匙孔壁的坍塌行为,有效地起到稳定焊接匙孔的作用;
28.2.本发明通过产生的电场和磁场不会直接接触焊接熔池,对焊接过程不会产生污染;本发明的装置具备结构简单、操作灵活及实用性强的特点,通过外加磁场力来稳定激光深熔焊接匙孔,可有效地抑制由于匙孔波动造成的气孔及飞溅等焊接缺陷,显著提高厚板激光深熔焊接头的质量;
29.3.本发明的一种稳定激光深熔焊接匙孔的电磁发生装置,装置简单灵活、设计巧妙、调节方便,能够平衡激光深熔焊接过程的匙孔的受力状态,达到稳定焊接匙孔的作用,适用于厚板激光深熔焊接的应用。
附图说明
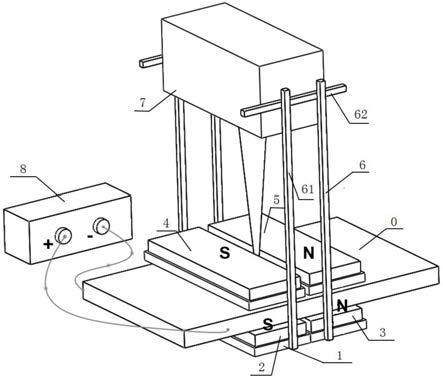
30.图1是一种稳定激光深熔焊接匙孔的电磁发生装置的结构图;
31.图2是一种稳定激光深熔焊接匙孔的电磁发生装置的原理图;
32.图3是本发明具体实施方式四中有无使用本发明方法的激光深熔焊接匙孔动态变化对比效果图;
33.图4是本发明具体实施方式四中有无使用本发明方法的激光深熔焊接6083铝合金焊缝纵截面图;
34.图中0
‑
待焊板材,1
‑
支撑平台,2
‑
第一永磁铁,3
‑
第二永磁铁,4
‑
第三永磁铁,5
‑
第四永磁铁,6
‑
支架,7
‑
激光头,8
‑
直流电源,9
‑
熔池,61
‑
横向伸缩臂,62
‑
纵向伸缩臂。
具体实施方式
35.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
36.本发明所提到的连接分为固定连接和可拆卸连接,所述固定连接即为不可拆卸连接包括但不限于折边连接、铆钉连接、粘结连接和焊接连接等常规固定连接方式,所述可拆卸连接包括但不限于螺纹连接、卡扣连接、销钉连接和铰链连接等常规拆卸方式,未明确限
定具体连接方式时,默认为总能在现有连接方式中找到至少一种连接方式能够实现该功能,本领域技术人员可根据需要自行选择。例如:固定连接选择焊接连接,可拆卸连接选择铰链连接。
37.具体实施方式一:结合图1
‑
图4说明本实施方式,本实施方式的一种稳定激光深熔焊接匙孔的电磁发生装置,包括第一永磁铁2、第二永磁铁3、第三永磁铁4、第四永磁铁5、激光头7和直流电源8,第一永磁铁2和第二永磁铁3与第三永磁铁4和第四永磁铁5相互平行呈矩阵状布置,其中第三永磁铁4的n极和第一永磁铁2的s极相对,产生的磁场方向为从上向下,第四永磁铁5的s极和第二永磁铁3的n极相对,产生的磁场方向为从下向上,待焊板材0设置在第一永磁铁2和第二永磁铁3与第三永磁铁4和第四永磁铁5之间的横向间隙处,待焊板材0与直流电源8电性连接,直流电源8向待焊板材0内部通入垂直于磁场方向的稳定电场,激光头7悬置于待焊板材0顶部,激光头7发射出的激光束照射在第三永磁铁4和第四永磁铁5之间的间隙处。
38.所述第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5为形状大小相同的矩形结构。
39.还包括支撑平台1和支架6,支撑平台1顶部安装有第一永磁铁2和第二永磁铁3,支撑平台1上安装有支架6,支架6中部安装有第三永磁铁4和第四永磁铁5,支架6顶部安装有激光头7。
40.所述支架6为可调节支撑架,所述产生于熔池内部的匙孔前后的方向相反的磁场强度可通过利用可调节支撑架分别调节永磁铁的距离实现,所述可调节支撑架可固定于激光输出头上,以使得焊接过程中激光束和永磁铁能够同时运动;其包括横向伸缩臂51和纵向伸缩臂62,纵向伸缩臂62的上下两端端部均通过横向伸缩臂51分别与激光头7和支撑平台1建立连接;
41.所述横向伸缩臂51和纵向伸缩臂62为非磁性或弱磁性的金属材料所制的可固定调节的伸缩杆;
42.更为优选的技术方案:所述横向伸缩臂51和纵向伸缩臂62使用的材料为304不锈钢材料。
43.所述支撑平台1支撑平台数量为4个,支架6由2个横向伸缩臂51和2个纵向伸缩臂62组成,支撑平台1用于放置4块永磁铁,其长宽高尺寸根据永磁铁尺寸而定;横向伸缩臂51用于调整位于待焊板材0上方永磁铁的距离使得激光束能够恰好作用于待焊板材0,第四永磁铁5和第二永磁铁3的距离一般为1
‑
3mm;纵向伸缩臂62用于调整位于待焊板材0上下方的永磁铁的距离,从而调整作用于熔池9内部的磁场强度;
44.所述第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5为可耐高温不退磁材料所制;
45.更为优选的技术方案:所述第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5为铷磁铁。
46.具体实施方式二:结合图1
‑
图4说明本实施方式,基于具体实施方式一,本实施方式的一种稳定激光深熔焊接匙孔的方法:
47.步骤一、将第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5放置于支撑平台1和支架6上,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5分别两两位于
上下等高处,且第三永磁铁4的n极和第一永磁铁2与第四永磁铁5的s极和第二永磁铁3前后两组永磁铁分别产生方向相反的磁场;
48.步骤二、将支架6顶部安装固定于激光输出头即激光头7上,根据待焊板材0厚度,通过调整支架6中横向伸缩臂51和纵向伸缩臂62的长度来调节第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5的位置;
49.步骤三、将固定于工装夹具上的待焊板材0放置于支架6内部第一永磁铁2和第二永磁铁3与第三永磁铁4和第四永磁铁5之间的横向间隙处,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5两两分列于待焊板材0的上下两侧,以在待焊板材0内部分别产生稳定的三;
50.步骤四、将直流电源8的正负极通过导线连接于待焊板材0的两侧,以在熔池9内部产生垂直于磁场方向的稳定电场;
51.步骤五、调节激光焊接参数、磁场强度和电场强度后,实施焊接即可。
52.所述步骤三中磁场强度范围为5mt
‑
1000mt。
53.所述步骤四中电场的调节范围为5ma
‑
30000ma。
54.具体实施方式三:结合图1
‑
图4说明本实施方式,基于具体实施方式二,本实施方式的一种稳定激光深熔焊接匙孔的方法,以6mm厚的弱磁性304奥氏体不锈钢为例,采用光纤激光器进行激光熔深焊接。
55.主要包括以下步骤:
56.步骤一、将第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5放置于支撑平台1和支架6上,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5分别两两位于上下等高处,且第三永磁铁4和第一永磁铁2与第四永磁铁5和第二永磁铁3前后两组永磁铁分别产生方向相反的磁场;
57.步骤二、将支架6顶部安装固定于激光输出头即激光头7上,通过调整支架6的纵向伸缩臂62的长度来调节纵向位置,使第一永磁铁2和第二永磁铁3与第三永磁铁4和第四永磁铁5之间的纵向距离为12mm,经测量在弱磁性304奥氏体不锈钢板的厚度中心处的磁场强度为105mt,调整支架的横向伸缩臂51的长度来调节横向位置,使第一永磁铁2和第三永磁铁4与第二永磁铁3和第四永磁铁5之间的横向距离为3mm,保证激光头7发射的激光束不被第三永磁铁4和第四永磁铁5遮挡,能够作用于弱磁性304奥氏体不锈钢板;
58.步骤三、将固定于工装夹具上的弱磁性304奥氏体不锈钢板放置于支撑架内部,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5两两分列于弱磁性304奥氏体不锈钢板的上下两侧,以保证在弱磁性304奥氏体不锈钢板内部分别产生稳定的磁场;
59.步骤四、根据左手定则,以在激光焊接匙孔壁前端产生向前的力和在激光焊接匙孔壁后端产生向后的力为准则,将直流电源8的正负极通过导线连接于弱磁性304奥氏体不锈钢板的前后两侧其中前侧为正极,后侧为负极,调节直流电源8的电流大小为15a,以在熔池9内部产生垂直于磁场方向的稳定电场;
60.步骤五、调节激光焊接的工艺参数包括激光功率3000w、焊接速度1.5m/min和离焦量0mm后,实施焊接即可。
61.具体实施方式四:结合图1
‑
图4说明本实施方式,本实施方式的一种稳定激光深熔焊接匙孔的方法,以10mm厚的非磁性6083铝合金为例,采用光纤激光器进行激光熔深焊接,
有无使用本发明方法的激光深熔焊接匙孔动态变化对比效果如图3所示,其中上排a为常规激光深熔焊接,下排b为使用本发明的电磁辅助激光深熔焊接,图4为有无使用本发明方法的激光深熔焊接6083铝合金焊缝纵截面实物图,其中上排a为常规激光深熔焊接,下排b为使用本发明的电磁辅助激光深熔焊接。
62.主要包括以下步骤:
63.步骤一、将第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5放置于支撑平台1和支架6上,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5分别两两位于上下等高处,且第三永磁铁4和第一永磁铁2与第四永磁铁5和第二永磁铁3前后两组永磁铁分别产生方向相反的磁场;
64.步骤二、将支架6顶部安装固定于激光输出头即激光头7上,通过调整支架6的纵向伸缩臂62的长度来调节纵向位置,使第一永磁铁2和第二永磁铁3与第三永磁铁4和第四永磁铁5之间的纵向距离为12mm,经测量在非磁性6083铝合金板的厚度中心处的磁场强度为145mt,调整支架的横向伸缩臂51的长度来调节横向位置,使第一永磁铁2和第三永磁铁4与第二永磁铁3和第四永磁铁5之间的横向距离为3mm,保证激光头7发射的激光束不被第三永磁铁4和第四永磁铁5遮挡,能够作用于非磁性6083铝合金板;
65.步骤三、将固定于工装夹具上的非磁性6083铝合金板放置于支撑架内部,使得第一永磁铁2、第二永磁铁3、第三永磁铁4和第四永磁铁5两两分列于非磁性6083铝合金板的上下两侧,以保证在非磁性6083铝合金板内部分别产生稳定的磁场;
66.步骤四、根据左手定则,以在激光焊接匙孔壁前端产生向前的力和在激光焊接匙孔壁后端产生向后的力为准则,将直流电源8的正负极通过导线连接于非磁性6083铝合金板的前后两侧其中前侧为正极,后侧为负极,调节直流电源8的电流大小为18a,以在熔池9内部产生垂直于磁场方向的稳定电场;
67.步骤五、调节激光焊接的工艺参数包括激光功率4500w、焊接速度1.8m/min和离焦量0mm后,实施焊接即可。
68.通过高速摄像对焊接过程中匙孔的动态行为进行观察发现:相比于不采用该发明的激光深熔焊接,采用该发明方法的电磁辅助激光深熔焊接匙孔稳定性良好,匙孔前后壁并无发生明显的坍塌现象;另外,对焊后接头纵截面进行观察也发现:采用该发明的激光深熔焊缝内部的气孔缺陷得到明显的降低。以上结果证明了该发明的有效性。
69.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
70.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附
图中不需要对其进行进一步讨论。
71.在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
72.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
73.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
74.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本发明不再对排列组合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本发明所公开。
75.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1