复杂曲面磁钢片电火花线切割装置、切割机架及切割方法与流程
1.本发明涉及电火花线切割技术领域,特别是涉及一种复杂曲面磁钢片电火花线切割装置、磁环片切割装置及其切割方法。
背景技术:
2.随着世界经济和科学技术的迅猛发展,磁性材料的应用和需求空前广阔。伴随而来的便是磁性材料的电机转子、轴承轴瓦等异形、曲面零件的加工。
3.鉴于磁性转子结构及加工要求:磁性转子由内、外两层共8片充磁磁环片拼装而成,由于工况特性和充磁方向决定,如图24所示,内磁环n和外磁环w不能为一个完整的锥环,必须由独立的单片磁环组装而成。因此,单片磁环的加工和组装时每片之间的吻合程度、曲面环状精度等成为加工工艺的难点和关键。又因为磁环的材料为钕铁硼(38sh),因其脆而硬的固有特性,对加工设备、工艺方法有非常高的要求,如采用金属铣削再磨削的工艺路线,刀具、工装很难解决,质量难以保证,效率也不会高。
技术实现要素:
4.本发明的目的是提供一种复杂曲面磁钢片电火花线切割装置、切割机架及切割方法,用于解决上述现有技术中存在的技术问题,提供加工质量和效率。
5.为实现上述目的,本发明提供了如下方案:
6.本发明公开了一种复杂曲面磁钢片电火花线切割装置,包括:
7.工件夹具,所述工件夹具上设有定位基面,磁环片能够拆卸固定于所述定位基面上;
8.数控转台,所述数控转台上设有转台主体,所述工件夹具固定于所述转台主体上。
9.优选地,所述定位基面为斜面,所述定位基面的侧壁上能够拆卸固定有工件定位条。
10.优选地,所述定位基面上能够拆卸连接有辅助夹具,所述辅助夹具包括夹具主体,所述夹具主体的前面能拆卸连接有若干个压块,所述夹具主体的背面能够拆卸连接有夹具定位块,所述夹具主体的上表面能够拆卸连接有压条,所述夹具主体的下表面设有定位基准,所述定位基准为条形凸起,所述定位基面上设有定位基准槽口,所述定位基准能够位于所述定位基准槽口内。
11.优选地,所述数控转台的侧壁上能够拆卸连接有一转台横条,所述转台横条的两端分别能够拆卸连接有一转台纵条,每个所述转台纵条上能够拆卸连接有一个导电组件。
12.优选地,所述导电组件包括电刷支架固定座,所述电刷支架固定座的两端分别转动连接有一个钳爪,每个所述钳爪上设有一个电刷,两个所述钳爪之间能够拆卸连接有电刷弹簧,所述电刷支架固定座设有固定座中心孔,所述固定座中心孔内能够拆卸连接有绝缘棒,所述电刷支架固定座的一端能够拆卸连接有导电柱。
13.优选地,所述工件夹具固定于工位旋转盘的第一面,所述工位旋转盘的第二面固
定于所述转台主体上。
14.优选地,所述数控转台能够拆卸连接于转台安装座上,所述转台安装座具有一安装斜面,所述安装斜面上固定有若干个安装卡块,所述数控转台能够拆卸连接于若干个所述安装卡块上。
15.优选地,所述转台安装座能够拆卸固定于机床工作台上。
16.本发明还公开了一种切割机架,包括权利要求1
‑
8中任意一项所述的复杂曲面磁钢片电火花线切割装置,所述复杂曲面磁钢片电火花线切割装置固定于主机床上,所述主机床上设有贮丝筒、机床上线架和机床下线架,所述机床上线架上设有机床椎体结构。
17.本发明还公开了一种切割方法,其特征在于,包括以下步骤:
18.步骤s1、将坯料装夹到工件夹具上,旋转数控转台,使工位旋转盘定位基面处于水平位置;
19.步骤s2、先将坯料紧贴前基准块和第一侧基准端面,锁紧螺栓,然后拆去前基准块;
20.步骤s3、调校切割钼丝,使切割钼丝与坯料两侧面轻碰火花,记录这两次的机床坐标值,并对这两坐标值分中;
21.步骤s4、旋转数控转台,调整与工件的相对位置且使钼丝处于分中值处,设置工位旋转盘旋转,使其在旋转过程中,钼丝沿路径1进行切割,第一次切割好后,调整钼丝与工件的相对位置,再次设置工位旋转盘反向旋转,使其在旋转过程中,钼丝沿路径2第二次切割,即可完成外磁环片的初加工;
22.步骤s5、调整钼丝与工件的相对位置,设置工位旋转盘旋转,使其在旋转过程中,钼丝沿路径3第三次切割工件,第三次切割好后,调整钼丝与工件的相对位置,再次设置工位旋转盘旋转,使其在旋转过程中,钼丝沿路径4进行第四次切割工件,第四次切割好后,即可完成内磁环片的初加工;
23.步骤s6、对已切割好的外磁环片和内磁环片进行成组放置;
24.步骤s7、使得工位旋转盘的定位基面处于水平位置;以第一侧基准为定位基准,安装内磁环片夹具体于工位旋转盘的定位基面上,固定并锁紧;
25.步骤s8、安装内磁环片的半成品,调整内磁环片的半成品端面、侧面与夹具体定位面的间隙;
26.步骤s9、调校切割钼丝,使切割钼丝与内磁环片的两侧面轻碰火花,记录这两次的机床坐标值,对这两坐标值分中;
27.步骤s10、数控转台旋转,调整钼丝与工件的相对位置,使钼丝处于分中值处,设置工位旋转盘旋转,使其在旋转过程中,钼丝沿圆弧路径切割内磁环片;
28.步骤s11、控制主机架,使得钼丝与工件发生相对移动,切割钼丝以直线路径切割工件;
29.步骤s12、再次设置工位旋转盘反向旋转,在旋转过程中,钼丝沿圆弧路径切割内磁环片;
30.步骤s13、控制主机架,使得钼丝与工件发生相对移动,切割钼丝以直线路径切割内磁环片;
31.步骤s14、完成内磁环片的成品切割;
32.步骤s15、使得工位旋转盘的定位基面处于水平位置,以第一侧基准为定位基准,将外磁环片夹具体装于工位旋转盘定位基面上,锁紧固定螺钉;
33.步骤s16、安装外磁环片的半成品,调整外磁环片的半成品端面、侧面分别与夹具体定位面的间隙;
34.步骤s17、调校切割钼丝,使切割钼丝与外磁环片的两侧面轻碰火花,记录这两次的机床坐标值,对这两坐标值分中;
35.步骤s18、数控转台旋转,调整钼丝与工件的相对位置,使钼丝处于分中值处,设置工位旋转盘旋转,使其在旋转过程中,钼丝沿圆弧路径切割外磁环片;
36.步骤s19、控制主机架,使得钼丝与工件发生相对移动,切割钼丝以直线路径切割工件;
37.步骤s20、再次设置工位旋转盘反向旋转,在旋转过程中,钼丝沿圆弧路径切割外磁环片;
38.步骤s21、控制主机架,使得钼丝与工件发生相对移动,切割钼丝以直线路径切割外磁环片;
39.步骤s22、完成外磁环片的成品切割。
40.本发明相对于现有技术取得了以下技术效果:
41.(1)采用电火花线切割加工工艺,符合材料的脆硬特性,可获得材料高利用率和高效能;
42.(2)工艺方法及工序的合理排布,解决了坯料问题,缩短了初加工时间,确保了单件的形状尺寸、曲面厚度及表面质量,零件合格率95%以上;
43.(3)零件装夹方便,操作简便,省时省工,降低劳动强度,出产率高;
44.(4)此方法不仅局限于碗形磁性材料的加工,亦适用其他复杂曲面金属零件的加工,实用性强,应用范围广。
附图说明
45.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
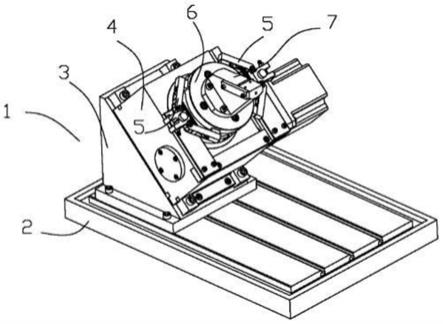
46.图1为本发明的复杂曲面磁钢片电火花线切割装置的立体结构示意图;
47.图2为图1中的复杂曲面磁钢片电火花线切割装置的立体结构分解示意图;
48.图3为图2中的a区域的细节放大示意图;
49.图4为图2中的复杂曲面磁钢片电火花线切割装置的进一步的立体结构示意图;
50.图5为图4中的复杂曲面磁钢片电火花线切割装置的立体结构分解示意图;
51.图6为图5中的b区域的细节放大示意图;
52.图7为图5中的导电组件的立体结构示意图;
53.图8为图7中的导电组件的立体结构分解示意图;
54.图9为图5中的工件夹具的立体结构示意图;
55.图10为图9中的工件夹具的立体结构分解示意图;
56.图11为图9中的工件夹具的使用示意图,此时,辅助夹具被安装;
57.图12为图9中的工件夹具的使用示意图,此时为分解模式;
58.图13为图11中的辅助夹具的立体结构分解示意图;
59.图14为图9中的工件夹具的使用示意图,此时,坯料被夹持;
60.图15为图11中的辅助夹具的立体结构分解示意图;
61.图16为图9中的工件夹具的使用示意图,此时,另一种结构的工件被夹持;
62.图17为图16中的工件夹具的使用示意图,此时为分解模式;
63.图18为本发明的复杂曲面磁钢片电火花线切割装置的使用示意图;
64.图19为图16中的复杂曲面磁钢片电火花线切割装置的使用示意图,为另一个视角;
65.图20本发明的复杂曲面磁钢片电火花线切割装置的使用示意图,为另一个视角;
66.图21为本发明的复杂曲面磁钢片电火花线切割装置的导电组件的使用示意图;
67.图22为图11中的工件的组合示意图;
68.图23为本发明中的工件夹具的侧基准示意图;
69.图24为现有的磁性转子的内磁环和外磁环的拼装结构示意图;
70.图25为本发明的切割装置的钼丝加工时的路径示意图,此时显示了路径1、路径2、路径3和路径4;
71.图26为本发明的切割装置的钼丝加工时的路径示意图,此时显示了路径q。
72.图中:1
‑
复杂曲面磁钢片电火花线切割装置;2
‑
机床工作台;3
‑
转台安装座;30
‑
安装斜面;31
‑
安装卡块;32
‑
安装卡块孔;33
‑
卡块螺钉;4
‑
数控转台;41
‑
转台主体;42
‑
转台横条;421
‑
第一转台横条螺纹孔;43
‑
转台纵条;431
‑
第一转台纵条孔;432
‑
第二转台纵条孔;44
‑
第二螺钉;45
‑
第一螺钉;5
‑
导电组件;51
‑
电刷支架固定座;511
‑
固定座中心孔;512
‑
安装圈;513
‑
导电柱;52
‑
绝缘棒;521
‑
绝缘棒孔;53
‑
钳爪;531
‑
固定臂圈;532
‑
电刷;54
‑
电刷弹簧;6
‑
工位旋转盘;7
‑
工件夹具;71
‑
定位基面;711
‑
第一斜面螺纹孔;712
‑
第二斜面螺纹孔;713
‑
定位基准槽口;72
‑
工件定位条;721
‑
定位条孔;8
‑
绝缘垫;9
‑
辅助夹具;91
‑
夹具主块;911
‑
第三主块锁紧孔;912
‑
第一主块圆孔;913
‑
第二主块锁紧孔;914
‑
定位基准;92
‑
定位块;921
‑
夹具定位孔;93
‑
压块;931
‑
压块孔;94
‑
压条;941
‑
固定孔;942
‑
压条锁紧孔;95
‑
第三螺钉;96
‑
压紧螺钉;97
‑
第四螺钉;98
‑
第五螺钉;10
‑
工件;101
‑
坯料;102
‑
前基准块;l1
‑
第一侧基准;l2
‑
第二侧基准;k0
‑
主机床;k2
‑
机床锥体装置;k3
‑
贮丝筒;k4
‑
机床下线架;k5
‑
机床上线架;n
‑
内磁环片;w
‑
外磁环片;
具体实施方式
73.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
74.本发明的目的是提供一种复杂曲面磁钢片电火花线切割装置、切割机架及切割方法,用于解决上述现有技术中存在的技术问题,提供加工质量和效率。
75.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实
施方式对本发明作进一步详细的说明。
76.如图1至图10所示,该复杂曲面磁钢片电火花线切割装置1包含一机床工作台2,在该机床工作台2上设有一可拆卸的转台安装座3,转台安装座3为三棱柱结构,该转台安装座3包含一安装斜面30,该安装斜面30的四角上分别设有一安装卡块31,该安装卡块31上分别设有一安装卡块孔32,该安装卡块孔32内设有一卡块螺钉33,数控转台2通过卡块螺钉33固定于安装卡块31上。
77.如图5和图6所示,在该转台安装座3上设有一可拆卸的数控转台4,数控转台4使用现有市场上能够购买的即可,该数控转台4的前端面上设有一转台主体41,数控转台4能够带动转台主体41转动,该数控转台4的下侧边缘设有一转台横条42和一对转台纵条43,该转台纵条43的设置方向与该转台横条42相互垂直,该转台横条42的两端分别设有一对第一转台横条螺纹孔421,该转台纵条43的上部设有一第一转台纵条孔431,该转台纵条43的下部设有一对第二转台纵条孔432,该第一转台横条螺纹孔421与该第二转台纵条孔432通过若干第一螺钉45相连接,该第一转台纵条孔431内设有一第二螺钉44,第一转台纵条孔431通过第二螺钉44固定于数控转台4上。
78.如图7和图8所示,在转台纵条43上分别设有一导电组件5,该导电组件5包含一电刷支架固定座51、一绝缘棒52、一对钳爪53和一电刷弹簧54,该电刷支架固定座51的中心设有一固定座中心孔511,该电刷支架固定座51的边缘设有一可拆卸的导电柱513,用于连接电源,该电刷支架固定座51的两侧分别设有一安装圈512,该钳爪53的尾部分别设有一对固定臂圈531,该固定臂圈531与该安装圈512通过螺钉连接,该电刷支架固定座51的头部设有一电刷532,电刷532用于导电,两侧的电刷532夹持于工位旋转盘的两侧,该绝缘棒52设置在该固定座中心孔511内,该绝缘棒52的底部设有一绝缘棒孔521,该第二螺钉44贯穿该绝缘棒孔521,该电刷弹簧54可拆卸地固定在该一对钳爪53之间。使用时,电流依次通过导电柱513、电刷支架固定座51、钳爪53、电刷532、工位旋转盘6和工件夹具7,最后传递到了试件上,并且在上面形成与贮丝筒k3不同的电极,从而对试件进行线切割。
79.如图9和图10所示,在该转台主体41上设有一可分离的工位旋转盘6。该工位旋转盘6与该电刷532相配合,其中随着电刷532的长期使用,电刷532的体积会不断减小,通过电刷弹簧54的拉力作用下,使得两侧的电刷532始终牢牢夹紧于工位旋转盘6的两侧,从而实现导电作用。当电刷532逐渐不能使用时,直接替换即可。
80.在该工位旋转盘6与该转台主体41之间设有一绝缘垫8,且该绝缘垫8通过螺钉与该转台主体41相连接。
81.在该工位旋转盘6上设有一可拆卸的工件夹具7,该工件夹具7包含一定位基面71和一工件定位条72,该定位基面71的两侧分别设有一对第一斜面螺纹孔711,该定位基面71上设一对第二斜面螺纹孔712和一贯穿的定位基准槽口713,该工件定位条72的两端分别设有一定位条孔721,该定位条孔721与该第一斜面螺纹孔711通过螺钉相连接。
82.在该工件夹具7上设有一可拆卸的辅助夹具9,该辅助夹具9包含一夹具主块91,该夹具主块91的一侧设有一夹具定位块92,该夹具主块91的另一侧设有若干压块93,该夹具主块91的上方设有一压条94,该夹具主块91的上端面上设有一对第一主块圆孔912和一对第二主块锁紧孔913,该夹具主块91的两侧壁上分别设有一对第三主块锁紧孔911,该夹具定位块92上设有一对夹具定位孔921,该压块93上设有一压块孔931,该压条94上设有一对
压条固定孔941和一压条锁紧孔942,一对第三螺钉95贯穿该压条固定孔941并锁紧于第二主块锁紧孔913内,一压紧螺钉96贯穿该压条锁紧孔942,一对第四螺钉97贯穿该夹具定位孔921并锁紧于该第三主块锁紧孔911内,一对第五螺钉98贯穿该压块孔931并锁紧于该第三主块锁紧孔911内,该夹具主块91的底部设有一定位基准914,该定位基准914与该定位基准槽口713相配合。
83.需要说明的是,该工件定位条72和夹具定位块92分别构成第一侧基准l1和第二侧基准l2。
84.如图18至图19所示,展示了本发明的复杂曲面磁钢片电火花线切割装置的具体的应用方式。该复杂曲面磁钢片电火花线切割装置1安装在主机床k0上,在主机床k0上还设有贮丝筒k3和机床下线架k4。在机床上线架k5上设有机床锥体装置k2。
85.下面对该复杂曲面磁钢片电火花线切割装置1的工作过程进行说明,包含步骤:
86.步骤s1、被切割的磁环或工件10和辅助夹具9安装在工位旋转盘6的定位基面71上;
87.步骤s2、旋转数控数控转台4,使工位旋转盘6的定位面处于水平位置,钼丝k31通过机床锥度装置k2分别参照工位旋转盘6的定位基面71、第一侧基准l1和第二侧基准l2进行垂直度校正;
88.步骤s3、输入电能分别接在两侧导电柱513上,坐标移动至切割起始位置,按照自动控制程序进行放电切割。在切割过程中,工位旋转盘6带动工件10作旋转运动,机床xyuv轴作水平位移运动,实现五轴联动控制,完成磁环复杂曲面的切割加工;
89.步骤s4、当切割程序完成后,系统会自动报警暂停,此时,可保持辅助夹具不变,只需更换下一个工件即可。
90.需要说明的是,当电刷随着使用而磨损后,钳爪53前端会在电刷弹簧54的作用下,自动收紧,紧贴触点直至磨损到电刷的根部,再对其更换。
91.下面对工件10的安装方式进行进一步的说明。
92.如图11至图13所示,首先,将夹具定位块92、压块93和压条94都预先与夹具主块91连接好,其中,压紧螺钉96和第五螺钉98为松弛状态。然后,将瓦片的工件10置于定位基面71上,底部以定位基面71为基准,侧面以夹具定位块92内侧定位,端头以夹具主块91侧面定位,然后锁紧第五螺钉98,最后锁紧压紧螺钉96。
93.如图14和15所示,辅助夹具9也可以用于固定一块状的坯料101,夹紧的原理与图11至图13中的工件10类似,不再重复说明。需要说明的是,在定位基面71的前部设有一前基准块102,用于坯料101的校准。
94.如图16和图17所示,辅助夹具9也用于固定另一种弯曲度的工件10a,与图11和图12中的工件10b不同,工件10a具有不同的弯曲度。此时,压块93的数量为一个。比如,如图24所示,内磁环片n可以利用图16和图17中的夹具夹持,外磁环片w可以利用图11和图12中的夹具夹持。
95.如图24至图26所示,下面对该复杂曲面磁钢片电火花线切割装置的具体应用进行说明,包含步骤:
96.步骤s1、将坯料101装夹到工件夹具上,旋转数控转台4,使工位旋转盘6定位基面处于水平位置;
97.步骤s2、先将坯料101紧贴前基准块102块和第一侧基准l1端面,锁紧螺栓,然后拆去前基准块102块;
98.步骤s3、以第一侧基准l1端面调校切割钼丝,保证切割钼丝火花一致,移动y轴使钼丝移至距离侧基准端面28.2mm处,移动x轴,使切割钼丝与坯料101两侧面轻碰火花,记录这两次的机床坐标值,并对这两坐标值分中;
99.步骤s4、数控转台4旋转45度,移动x轴使钼丝处于分中值处,设置工位旋转盘6旋转105度,使其在旋转过程中,钼丝沿路径1进行切割,第一次切割好后,将切割钼丝与第一侧基准l1端面的距离减小10.2mm,再次设置工位旋转盘6反向旋转120度,使其在旋转过程中,钼丝路径2第二次切割,即可完成外磁环片w的初加工;
100.步骤s5、将钼丝与第一侧基准l1端面的距离再减小0.3mm,设置工位旋转盘6反向旋转150度,使其在旋转过程中,钼丝沿路径3第三次切割工件,第三次切割好后,将钼丝与第一侧基准l1端面的距离再减小10.2mm,再次设置工位旋转盘6反向旋转180度,使其在旋转过程中,钼丝沿路径4进行第四次切割工件,第四次切割好后,即可完成内磁环片n的初加工;
101.步骤s6、对已切割好的外磁环片w和内磁环片n进行成组放置;
102.步骤s7、使得工位旋转盘6的定位基面处于水平位置,以第一侧基准l1为定位基准,将内磁环片n夹具体装于工位旋转盘6定位基面上,锁紧固定螺钉;
103.步骤s8、将步骤s7中的所加工的内磁环片n的第二侧基准为定位基准,并装夹内磁环片n,并锁紧侧向螺钉,使得侧压块夹紧外磁环片w,装夹时保证内磁环片n侧面,端面与夹具体定位面的间隙≤0.03mm;
104.步骤s9、以第一侧基准l1端面调校切割钼丝,保证切割钼丝火花一致,移动y轴,使切割钼丝与侧基准端面的距离为28.2mm,移动x轴,使切割钼丝与内磁环片n的两侧面轻碰火花,记录这两次的机床坐标值,对这两坐标值分中;
105.步骤s10、数控转台4旋转35度,并移动x轴使钼丝处于分中值处,设置工位旋转盘6旋转57.5度,使其在旋转过程中,钼丝沿圆弧路径q切割内磁环片n;
106.步骤s11、y轴移动26.2mm,切割钼丝以直线路径切割工件;
107.步骤s12、再次设置工位旋转盘6反向旋转45度,在旋转过程中,钼丝沿圆弧路径q切割内磁环片n;
108.步骤s13、y轴反向移动26.2mm,切割钼丝以直线路径切割内磁环片n;
109.步骤s14、完成内磁环片n的成品切割;
110.步骤15、使得工位旋转盘6的定位基面处于水平位置,以第一侧基准l1为定位基准,将外磁环片w夹具体装于工位旋转盘6定位基面上,锁紧固定螺钉;
111.步骤16、将步骤s7中的所加工的外磁环片w的第二侧基准为定位基准,并装夹外磁环片w,并锁紧侧向螺钉,使得侧压块夹紧外磁环片w,装夹时保证外磁环片w侧面,端面与夹具体定位面的间隙≤0.03mm;
112.步骤17、以第一侧基准l1端面调校切割钼丝,保证切割钼丝火花一致,移动y轴,使切割钼丝与侧基准端面的距离为28.2mm,移动x轴,使切割钼丝与外磁环片w的两侧面轻碰火花,记录这两次的机床坐标值,对这两坐标值分中;
113.步骤s18、数控转台4旋转28度,并移动x轴使钼丝处于分中值处,设置工位旋转盘6
旋转50.5度,使其在旋转过程中,钼丝沿圆弧路径q切割外磁环片w;
114.步骤s19、y轴移动26.2mm,切割钼丝以直线路径切割工件;
115.步骤s20、再次设置工位旋转盘6反向旋转45度,在旋转过程中,钼丝沿圆弧路径q切割外磁环片w;
116.步骤s21、y轴反向移动26.2mm,切割钼丝以直线路径切割外磁环片w;
117.步骤s22、完成外磁环片w的成品切割。
118.该碗形磁环片的电火花线切割方法具有以下优点:
119.(1)采用电火花线切割加工工艺,符合材料的脆硬特性,可获得材料高利用率和高效能;
120.(2)工艺方法及工序的合理排布,解决了坯料问题,缩短了初加工时间,确保了单件的形状尺寸、曲面厚度及表面质量,零件合格率95%以上;
121.(3)零件装夹方便,操作简便,省时省工,降低劳动强度,出产率高;
122.(4)此方法不仅局限于碗形磁性材料的加工,亦适用其他复杂曲面金属零件的加工,实用性强,应用范围广。
123.本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1