一种半刚性电缆焊接防爆处理方法与流程
1.本发明涉及焊接技术领域,具体而言,涉及一种半刚性电缆焊接防爆处理方法。
背景技术:
2.半刚性射频电缆从外到内依次包括:屏蔽壳(外壳)、介质、内导体(图1)。其中:外壳主要由金属铜管制成,具备优良的导电、导热特性,同时为便于成形,外壳一般使用0.1~0.2mm厚度的较薄规格;介质多为ptfe等有机材料成型加工而成,其热膨胀系数(典型焊接工艺温度区间内约100ppm~120ppm)与外壳热膨胀系数(典型焊接工艺温度区间内约24ppm)差异较大。基于上述原因,在焊接过程中极容易出现介质升温后剧烈膨胀,挤压外壳使其爆裂的现象,会严重恶化半刚电缆的功能性能指标。
3.在装配过程使用手工焊接方法,通过控制电烙铁温度、焊接操作时烙铁移动速度、送锡丝速度防止在焊接过程中半刚电缆外壳爆裂。除电烙铁温度可通过恒温电烙铁等固定设备参数的方法进行控制,其余均需要熟练的操作人员进行人工控制,造成该工序对操作人员要求较高;设计外壳更厚的半刚电缆,增大外壳强度以承受介质受热膨胀应力。但在射频性能不变的情况下,会造成电缆外径增加,电缆弯折半径增大,导致微波射频电路的集成度下降。
4.有鉴于此,特提出本技术。
技术实现要素:
5.本发明所要解决的技术问题是如何实现在半刚性电缆进行焊接的时候,避免电缆外壳爆裂情况发生以及避免电缆弯折半径变大,目的在于提供一种半刚性电缆焊接防爆处理方法,能够实现在半刚性电缆进行焊接的时候,不会出现外壳爆裂或者电缆弯折半径增大的情况。
6.本发明通过下述技术方案实现:
7.一种半刚性电缆焊接防爆处理方法,根据半刚性电缆焊接装配的工艺温度,对半刚性电缆进行电镀强化处理或搪锡强化处理,在对处理后的半刚性电缆进行焊接,使得在所述半刚性电缆的表层上形成共晶层。
8.传统的对半刚性电缆进行焊接的时候,通常采用的是控制电烙铁的温度以及洛铁时的移动速度,直接对半刚性电缆进行焊接操作,但是在采用这种方法对半刚性电缆进行焊接的时候,常常会出现半刚性电缆的外壳爆裂情况出现,或者造成电缆弯折半径增大;本发明提供了一种半刚性电缆焊接防爆处理方法,通过在对半刚性电缆进行焊接之前,对半刚性电缆的表层做电度强化处理或搪锡强化处理的方法,使得半刚性电缆在焊接的时候,半刚性电缆标称形成一层共晶层,避免了半刚性电缆在焊接的过程中,出现外壳爆裂的情况,且避免了电缆外径增加。
9.优选地,所述防爆处理方法还包括:在对半刚性电缆境内防爆处理之前,对半刚性电缆进行剪裁、成形操作。
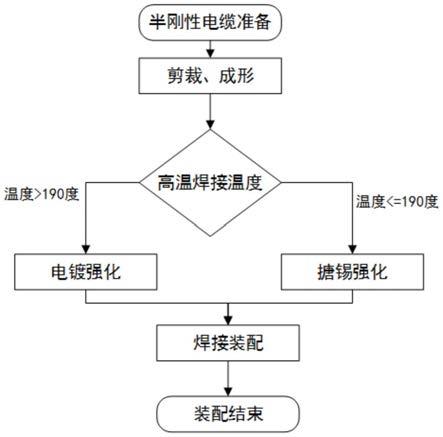
10.优选地,所述根据半刚性电缆焊接装配的工艺温度,对半刚性电缆进行电镀强化处理或搪锡强化处理为:
11.当半刚性电缆焊接装配的工艺温度小于等于190
°
时,对半刚性电缆表层采用搪锡强化处理;
12.当半刚性电缆焊接装配的工艺温度大于190
°
时,对半刚性电缆表层采用电镀强化处理。、优选地,所述电镀强化处理的具体方法包括:
13.使用电镀胶带将电缆端头以及外壳1mm~2mm范围内进行屏蔽包裹;
14.对电缆外露金属部分退除表镀层,露出铜基材;
15.通过电镀金属工艺在所述铜基材上镀上一层金属薄膜,所述金属薄膜用于提高焊料熔点。
16.优选地,所述金属薄膜为镍或金或锡。
17.优选地,所述搪锡强化处理的具体方法为恒温锡锅搪锡强化处理或波峰焊搪锡强化处理。
18.优选地,所述恒温锡锅强化处理的具体步骤包括:
19.将焊料放入到锡锅中,并对锡锅进行加热,直到锡锅中的焊料成为熔融状态;
20.将半刚性电缆的一端逐步进入熔融的焊料中,并在熔融状态下的焊料保持3s~6s,将半刚性电缆取出,待半刚性电缆外壳表面覆盖的熔融焊料固化后,获得强化后的半刚性电缆。
21.优选地,所述波峰焊搪锡强化处理的具体步骤包括:
22.基于焊料合金型号以及电缆尺寸型号,在波峰焊设备上设置相关的工艺参数;
23.将半刚性电缆状体夹具中,同时固定半刚性电缆外壳靠近端头5mm~10mm的部位;
24.将夹具装入导轨的始端,对半刚性电缆进行焊接,获得强化后的半刚性电缆。
25.优选地,所述半刚性电缆包括外壳、介质层以及内导体,所述外壳覆盖在所述介质层上,所述介质层覆盖在所述内导体上,且所述外壳为铜管,所述介质层为ptfe材质的介质层,所述内导体为镀银铜包钢线。
26.优选地,其特征在于,所述焊接包括手工焊接、回流焊接以及波峰焊接。
27.本发明对这些焊接进行举例,但是不仅限于这些焊接的方法。
28.本发明与现有技术相比,具有如下的优点和有益效果:
29.1、本发明实施例提供的一种半刚性电缆焊接防爆处理方法,通过在焊接前对半刚性电缆表层进行强化处理,避免了在操作人员进行焊接过程中,外壳出现爆裂的情况发生,减少了对焊接过程的操作人员的要求;
30.2、本发明实施例提供的一种半刚性电缆焊接防爆处理方法,避免了电缆外径增加,以及电缆弯折半径增大的情况出现,不会对微波射频电路造成任何影响。
附图说明
31.为了更清楚地说明本发明示例性实施方式的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
32.图1为防爆处理方法的流程图
33.图2为半刚性电缆的剖面示意图
34.图3为未进行强化处理后的焊接对比图
35.图4为进行强化处理后的焊机对比图
具体实施方式
36.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
37.在以下描述中,为了提供对本发明的透彻理解阐述了大量特定细节。然而,对于本领域普通技术人员显而易见的是:不必采用这些特定细节来实行本本发明。在其他实施例中,为了避免混淆本本发明,未具体描述公知的结构、电路、材料或方法。
38.在整个说明书中,对“一个实施例”、“实施例”、“一个示例”或“示例”的提及意味着:结合该实施例或示例描述的特定特征、结构或特性被包含在本本发明至少一个实施例中。因此,在整个说明书的各个地方出现的短语“一个实施例”、“实施例”、“一个示例”或“示例”不一定都指同一实施例或示例。此外,可以以任何适当的组合和、或子组合将特定的特征、结构或特性组合在一个或多个实施例或示例中。此外,本领域普通技术人员应当理解,在此提供的示图都是为了说明的目的,并且示图不一定是按比例绘制的。这里使用的术语“和/或”包括一个或多个相关列出的项目的任何和所有组合。
39.在本发明的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“高”、“低”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。
40.实施例一
41.本实施例公开了一种半刚性电缆焊接防爆处理方法,如图1所示,根据半刚性电缆焊接装配的工艺温度,对半刚性电缆进行电镀强化处理或搪锡强化处理,在对处理后的半刚性电缆进行焊接,这里的焊接包括手工焊接、回流焊接以及波峰焊接,但是在本实施例中,不对具体的焊接方式进行限制;使得在所述半刚性电缆的表层上形成共晶层;所述防爆处理方法还包括:在对半刚性电缆境内防爆处理之前,对半刚性电缆进行剪裁、成形操作。
42.在本实施例中,如图2所示,采用的半刚性电缆包括外壳、介质层以及内导体,所述外壳覆盖在所述介质层上,所述介质层覆盖在所述内导体上,且所述外壳为铜管,所述介质层为ptfe材质的介质层,所述内导体为镀银铜包钢线,且在半刚性电缆的表层上,可以有镀层也可以不包含镀层,对半刚性电缆表层进行强化处理是为了增大外壳强度,能够使得在对半刚性电缆进行焊接处理的过程中,不会影响其弯折性能的同时避免了在焊接过程中发生爆裂现象。
43.具体的方法操作包括:按正常生产流程准备半刚电缆等生产材料;按正常工序工艺对半刚电缆进行剪裁、成形操作;
44.所述根据半刚性电缆焊接装配的工艺温度,对半刚性电缆进行电镀强化处理或搪锡强化处理为:
45.当半刚性电缆焊接装配的工艺温度小于等于190
°
时,对半刚性电缆表层采用搪锡强化处理;具体方法包括:使用电镀胶带将电缆端头以及外壳1mm~2mm范围内进行屏蔽包裹;对电缆外露金属部分退除表镀层,露出铜基材;
46.通过电镀金属工艺在所述铜基材上镀上一层金属薄膜,所述金属薄膜用于提高焊料熔点,通过电镀金属工艺,在半刚性电缆成形后再增加电缆外壳厚度,不影响电路布局;原理为:利用表层金属在焊接过程的共晶层进一步加大外壳强度,避免焊接爆裂。但是在温度未超过210℃时也可以选择化学镀以适应弯折更复杂的电缆外形;金属薄膜为镍或金或锡,对应的电镀膜工艺分别为电镀镍工艺、电镀金工艺以及电镀锡工艺。
47.当半刚性电缆焊接装配的工艺温度大于190
°
时,对半刚性电缆表层采用电镀强化处理;搪锡强化处理的具体方法包括:采用恒温锡锅设备或波峰焊设备,对所述半刚性电缆的外壳进行搪锡加强。
48.使用锡锅搪锡对电缆进行强化处理的操作步骤:
49.1)选择能够容纳成形后电缆的锡锅,将其放置在锡锅放在加热台上,根据焊料合金型号设置加热温度,一般为焊料合金液相线+15℃;
50.2)在锡锅中加入焊料并等待其熔融;
51.3)使用镊子或尖嘴钳,夹持电缆外壳距离端头约5mm~10mm部位,将电缆由一端逐步浸入熔融焊料中;
52.4)电缆各部位确保在锡锅中保持3s~6s确保焊料浸润充分
53.5)将电缆移出锡锅,等待数秒至其外壳表面焊料固化后,将其放置在冷却区内;
54.6)如锡锅无法容纳完整的电缆,可采取逐段依次搪锡的方法,直至电缆外壳充分搪锡得到强化;
55.7)锡锅内焊料的表面出现可见氧化层时,应及时清除。
56.采用波峰焊设备对电缆进行搪锡强化处理的操作步骤:
57.1)开启波峰焊设备,设置预热参数、链速、波峰参数、锡温、流量等相关工艺参数,具体应因根据焊料合金型号、电缆尺寸进行设定;
58.2)将半刚性电缆装入专用夹具中,固定电缆外壳靠近端头约5mm~10mm部位,如电缆形状存在40倍直径以上的直线区域,则应在该直线区域增加电缆固定措施;
59.3)将焊接夹具装入导轨,放到传送导轨的始端,启动焊接程序;
60.4)完成波峰焊后冷却,检查电缆搪锡情况,如强度不足可再次进行返工以满足要求。
61.采用的搪锡强化处理,适用于外壳镀镍、镀金材质的电缆,使用恒温锡锅或波峰焊设备,选择装配焊接对应合金规格的焊锡,对电缆外壳进行搪锡加强,且在本实施例中,确保搪锡浸润过程约3秒~6秒,以确保在电缆外壳表面形成比焊锡合金熔点更高的共晶层,但是本实施例对具体的搪锡浸润的时间不做限定,不限制于在3秒到6秒之间,所浸润的时间是根据产品、工艺实绩状况实践摸索:搪锡过短将导致共晶层厚度不足,强化效果低于预期;搪锡时间过长将导致共晶层过厚,半刚电缆焊接后焊层易开裂造成可靠性下降,且使用的搪锡焊料,除选择装配所使用的合金焊料外,还可使用熔点高于装配焊料熔点不超过30℃、且金相兼容(不脆裂、柯氏效应可控的)的焊料。
62.如图3所示,为未对半刚性电缆表层进行处理直接焊接之后情况,如图4所示,为对
半刚性电缆表层进行处理之后进行焊接之后的外壳情况,从图中可以直接看出,在没有对半刚性电缆的表层做强化处理时,对其进行焊接的时候,焊接完成,表层出现爆裂的情况;当对半刚性电缆表层进行强化处理之后,在进行焊接,焊接之后的半刚性电缆的表层未出现爆裂情况。
63.因此,采用本实施例提供的一种半刚性电缆焊接防爆处理方法,在对半刚性电缆进行焊接之前,对半刚性电缆表层进行强化处理,使得半刚性电缆表层与焊接的焊料之间形成共晶层,增加了外壳的强度,避免半刚性电缆在焊接过程中直接爆裂的情况发生。
64.以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1