一种高强韧性工程机械用钢板形控制方法与流程
1.本发明涉及一种高强韧性工程机械用钢板形控制方法,属于冶金轧制技术领域。
背景技术:
2.工程机械用钢广泛用于大型承重结构件、推土机、起重机吊臂、泵车、挖掘机、矿车机械、液压支架等领域,特殊的服役环境和加工工艺,要求其具备足够高的强度、良好的焊接性以及优异的低温冲击韧性。部分工程机械用钢采用纵切分条加工工艺,要求板面平直、内部残余应力小,对原板板形较为苛刻。为满足工程机械用钢高性能、高板形质量要求,大部分厂家在钢中添加大量的mo、cr、ni等昂贵金属来提高钢的强韧性,增加了合金成本,同时为保证性能和板形,对轧后钢板进行调质热处理,生产工艺复杂、工序能耗高、交货周期普遍偏长。
3.授权公告号为cn108531816b的专利公开了“一种500mpa级工程机械用钢及其制造方法”,该钢种包括以下质量百分比的成分:c:0.12%~0.23%、si:0.10%~0.60%、mn:0.80%~1.90%、p:<0.018%、s:<0.010%;以及选自cr:0~0.50%、ni:0~0.60%、mo:0~0.45%、cu:0~0.40%、nb:0~0.060%、v:0~0.15%、ti:0~0.12%、b:0~0.0030%、al:0.010%~0.050%中的一种或多种,余量为fe和不可避免的杂质。该专利涉及制造方法采用轧后离线热处理工艺,先采用氮气保护无氧化辊底式炉将钢板加热至880~920℃;然后对钢板进行辊压式水刀淬;再进行550~660℃高温回火处理,生产工艺流程长,工序能耗偏高。按其方法生产钢板屈服强度仅有530
‑
556mpa,限制了其在大型承重部件上的应用。
4.公告号为cn111575609的专利公开了“一种兼具高强度、良好塑性和韧性的工程机械用钢及其制备方法”,提供的工程机械用钢的化学成分按质量百分比计为c:0.075%~0.085%,si:0.16%~0.20%,mn:1.77%~1.84%,p:≤0.015%,s:≤0.005%,cr:0.25%~0.33%,ni:0.22%~0.30%,mo:0.12%~0.18%,nb:0.028%~0.035%,ti:0.011%~0.018%,v:0.036%~0.043%,b:0.0009%~0.0015%,al:0.030%~0.040%,其余为fe及不可避免杂质。该专利为提高钢的淬透性添加了大量的cr、mo、ni等昂贵合金元素,在生产工艺上采用在线淬火+低温回火工艺,精轧开始冷却温度在830
±
20℃,通过快速冷却至120~180℃在线淬火获得马氏体组织,因其冷速快极易造成钢板冷却不均匀,导致钢板残余应力过大,即使通过低温回火处理也难彻底消除残余应力保证成品板形质量。
5.公告号为cn110983204b的专利公开了“一种工程机械用钢板及制备方法”。该专利采用300mm厚度连铸板坯生产100
‑
110mm厚度中厚板,通过控轧控冷工艺和轧后离线调质工艺保证产品组织性能在低圧缩比条件下达到设计要求。但是,此专利涉及工程机械用钢工艺复杂,交货周期长,其成品抗拉强度仅在620
‑
670mpa之间,材料强度有限,不适合在起重机吊臂、液压支架等大型、关键的承重部件上使用。
技术实现要素:
6.本发明所要解决的技术问题是提供一种高强韧性工程机械用钢板形控制方法,满
足工程机械用钢领域对高板形质量的特殊需求。
7.解决上述技术问题的技术方案为:一种高强韧性工程机械用钢板形控制方法,包括板坯加热、粗轧、精轧、控制冷却和轧后缓冷工序;所述控制冷却工序,采用层流冷却工艺,水温20
‑
32℃,选用前段间隔冷却策略,即层冷系统中前段冷却集管的奇数组开启、偶数组关闭,形成分组间隔冷却模式;层流冷却集管分为前段和后段,前段间隔冷却是对前10组进行分组间隔,当二级模型根据精轧出口温度预开启的前段奇数组集管数不够时,增开前10组奇数组中剩余集管及后段集管;同时对集管出水顺序进行优化,每组集管各有4/8/16支u型管,增开的前段奇数组u型管冷却水开启顺序为由后向前,后段u型管冷却水开启顺序为从前向后,以改善层冷侧喷的吹扫效果,整个层冷过程冷速为25
‑
60℃/s,冷却至500
‑
650℃进行卷取。
8.上述的一种高强韧性工程机械用钢板形控制方法,所述精轧工序,采用微中浪轧制,二级模型平直度修正值
‑
1iu~
‑
5iu,终轧温度830
‑
910℃。
9.上述的一种高强韧性工程机械用钢板形控制方法,所述精轧工序,精轧入口温度900
‑
1000℃,精轧末机架压下率8%
‑
12%,精轧累计压下率按60%
‑
80%控制。
10.上述的一种高强韧性工程机械用钢带板形控制方法,所述轧后缓冷工序,钢卷下线后10min内吊入成品缓冷库,要求在缓冷库集中堆放,缓冷24
‑
72h后出库。
11.上述的一种高强韧性工程机械用钢板形控制方法,所述板坯加热工序,生产期间加热炉保持还原性或中性气氛,空燃比设置为0.9
‑
1.2,板坯出炉温度1240
‑
1300℃,在加热炉均热段停留时间30
‑
50min,总加热时间160
‑
350min;所述粗轧工序,采用3+3或3+5道次轧制,最后两道次压下率控制在20%
‑
30%之间,粗轧累计压下率控制在65%
‑
90%之间。
12.上述的一种高强韧性工程机械用钢板形控制方法,所述高强韧性工程机械用钢化学成分重量百分比为:c:0.03%
‑
0.12%、si:0.04%
‑
0.24%、mn:1.40%
‑
2.00%、p≤0.018%、s≤0.005%、als:0.005%
‑
0.048%、nb:0.025%
‑
0.055%、v:0.05%
‑
0.12%、ti:0.070%
‑
0.15%、b:0.0005%
‑
0.0050%、n≤0.0055%,其他为fe及不可避免的残余元素。
13.上述的一种高强韧性工程机械用钢板形控制方法,所述高强韧性工程机械用钢屈服强度在800mpa以上,断后伸长率不小于18%,
‑
40℃低温冲击性能不少于80j。
14.本发明采用微中浪轧制策略、前段间隔冷却模式并优化层冷出水顺序,使所生产的工程机械用钢在具备良好的组织性能的同时还拥有良好的板形,其制定工艺参数的主要依据在于:轧制采用微中浪轧制策略,通过精轧板形控制使带钢中部呈现一定的过延伸量,即精轧出口呈微中浪状态,中部施加的过延伸量要刚好补偿由于温差造成的边部与中间部分的长度差,以达到控制最终成品边部浪形或纵切侧弯的目的。二级模型平直度修正值与中部过延伸量负相关,当中部需要的过延伸量越大,则设置的平直度修正值越小。二级模型平直度修正值必须合适,其值设置过大则中部过延伸量不够,不能补偿温差造成的边部与中部长度差,导致最终成品出现边浪;其值设置过小则中部过延伸量太大,超出需要的边部和中部长度补偿值,导致最终成品出现较大中浪。基于以上考虑,在设定二级模型平直度修正值时,优选地控制在
‑
1iu~
‑
5iu之间。
15.控制冷却工序采用层流冷却工艺,水温20
‑
32℃,选用前段间隔冷却策略,即层冷系统中前段冷却集管中奇数组开启、偶数组关闭,形成分组间隔冷却模式;层流冷却集管分为前段和后段,前段间隔冷却是对前10组进行分组间隔,当二级模型根据精轧出口温度预开启的前段奇数组集管数不够时,例如预开启第1、3、5组集管后实际卷取温度偏高的情况,增开前10组奇数组中剩余集管及后段集管,比如前段增开第7、9组冷却水及第11
‑
13组冷却水。同时对集管出水顺序进行优化,每组集管各有4/8/16支u型管,增开的前段奇数组u型管冷却水开启顺序为从后往前,后段u型管冷却水开启顺序为从前往后,以改善层冷侧喷的吹扫效果。整个层冷过程冷速为25
‑
60℃/s,冷却至500
‑
650℃进行卷取。
16.水温影响带钢的冷速和冷却效率,需在冷却中进行重点控制,结合生产实际优选地水温控制在20
‑
32℃。为获得良好的组织性能,根据cct曲线以及层冷设备实际冷却能力,要求冷却速率控制在25
‑
60℃/s,终冷温度控制在500
‑
650℃进行卷取,有利于微合金充分析出。
17.本发明成分设计主要依据:c:碳是高效的间隙固溶强化元素,为保证钢的强度需含有一定量的碳,但过高的碳含量会影响钢的焊接性能和韧性。因此,本发明中c含量优选地控制在0.03%
‑
0.12% 。
18.si:硅在钢中起到脱氧和固溶强化的作用,但含量会使钢的脆性增大,冲击韧性下降,同时也会影响表面质量。因此,本发明si优选地控制在0.04%
‑
0.24%。
19.mn:锰在钢中起到固溶强化的作用,mn含量过低则钢的强度余量不足,需要添加更多的合金元素来提升强度,但过量的mn易在铸坯冷却过程中选分结晶形成偏析,在轧制过程中遗传形成带状组织。带状组织破坏了组织的均匀性,影响钢的塑性和冲击韧性。因此,本发明mn优选地控制在1.40%
‑
2.00%。
20.p和s:硫作为钢中的有害元素,影响钢的纯净度和组织性能,冶炼过程需严格控制,结合成本考虑,硫优选地控制在0.005%以内。磷是钢中的有害元素,过高的磷会提高钢的韧脆转变温度,降低钢的低温冲击性能,为获得性能优良的大梁钢,磷在本发明中被严格控制在0.018%以内。
21.als:铝在钢水冶炼中起到脱氧作用,但过高的al会形成大尺寸的al2o3夹杂,降低钢板的低温冲击性能。因此,本发明中al含量优选地控制在0.005%
‑
0.048%之间。
22.nb: 铌是强碳、氮化合物形成元素,在轧制中抑制钢的再结晶而细化晶粒,在钢中主要起到细晶强化作用,同时在轧后冷却过程中有部分铌的碳、氮化物析出,对钢起到部分析出强化作用。另外,nb是价格昂贵的合金元素,考虑到成本控制,本发明中nb含量优选地控制在0.025%
‑
0.055%。
23.v:钒是中等的碳、氮化合物形成元素,在钢中主要起到强的沉淀强化和弱的细晶强化作用,结合合金成本控制本发明中v含量优选地控制在0.050%
‑
0.12%。
24.ti:钛是强碳和氮化合物形成元素,在轧制中和轧后冷却过程析出起到强化的作用。同时,钢中加入适量的ti,形成细小钛的碳氮化物能有效抑制加热时晶粒的长大,起到细化晶粒的作用。但过高的ti会与n结合形成粗大的tin夹杂,会降低钢的低温韧性和疲劳性能。因此,优选地ti含量控制在0.070%
‑
0.15%之间。
25.b:钢中添加适量的硼可以抑制先共析铁素体的析出,延长奥氏体的孕育期,使得在后续相变过程中获得更高比例的淬硬组织,从而显著提高钢的淬透性。过量的b会导致钢
中b化物在奥氏体晶界大量析出严重降低钢的韧性。因此,本发明优选地b含量控制在0.0005%
‑
0.0050%。
26.n:氮是钢中有害元素,过高的氮会与ti结合生成大尺寸tin夹杂,恶化钢的冷成型性能和低温冲击韧性。因此,优选地n含量控制在0.0055%以内。
27.本发明的有益效果:1)本发明涉及的高强韧性工程机械用钢采用一步生产法生产,无需进行轧后热处理,生产效率高、工序能耗低、交货周期短,便于大规模组织生产。
28.2)量化二级模型微中浪轧制平直度修正值
‑
1iu~
‑
5iu,在层流冷却中采用前段间隔冷却模式,优化层冷出水顺序,同时对下线钢卷进行入库缓冷来提高带钢冷却均匀性,缓解内部残余应力,使最终成品获得良好板形。
29.3)按本发明生产的工程机械用钢屈服强度在800mpa以上,断后伸长率不小于18%,
‑
40℃低温冲击性能不少于80j,具有良好的强韧性匹配。带钢开平后不平度控制在5mm/m以内,纵切分条后侧弯量控制在8mm/通长以内。
30.具体实施方式:本发明涉及一种高强韧性工程机械用钢带,其化学成分重量百分比为:c:0.03%
‑
0.12%、si:0.04%
‑
0.24%、mn:1.40%
‑
2.00%、p≤0.018%、s≤0.005%、als:0.005%
‑
0.048%、nb:0.025%
‑
0.055%、v:0.05%
‑
0.12%、ti:0.070%
‑
0.15%、b:0.0005%
‑
0.0050%、n≤0.0055%,其他为fe及不可避免的残余元素。
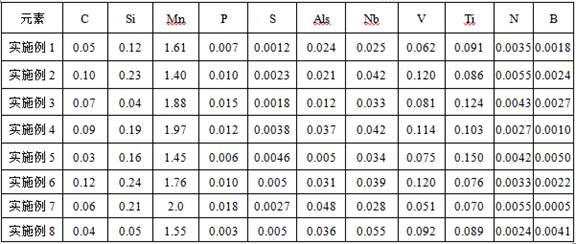
31.实施例1
‑
8按照上述实施方式进行生产,钢带化学成分重量百分比见表1。
32.表1 化学成分控制(单位:wt%)本发明一种高强韧性工程机械用钢板形控制方法,包括板坯加热、粗轧、精轧、控制冷却和轧后缓冷工序。以下以邯钢2250热连轧产线为实施产线加以说明:板坯加热工序,加热炉保持还原性或中性气氛,空燃比0.9
‑
1.2,板坯出炉温度1240
‑
1300℃,板坯在加热炉均热段停留时间30
‑
50min,总加热时间160
‑
350min,具体参数见表2。
33.表2 板坯加热工艺参数
轧制工序,包括粗轧工序和精轧工序,其中粗轧工序采用3+3或3+5道次轧制,即粗轧r1机架往返轧制3道次,粗轧r2机架往返轧制3道次或5道次,最后两道次压下率控制在20%
‑
30%之间,粗轧累计压下率控制在65%
‑
90%之间。精轧工序,精轧入口温度900
‑
1000℃,精轧末机架压下率8%
‑
12%,精轧累计压下率按60%
‑
80%控制,采用微中浪轧制,二级模型平直度修正值
‑
1iu~
‑
5iu,终轧温度830
‑
910℃控制,具体参数见表3。
34.表3轧制工艺主要参数注:表3中粗轧最后2道次压下率所列数据,如“22/28”其中“/”前为粗轧倒数第二道次压下率,“/”后为粗轧最后一道次压下率。
35.控制冷却工序,采用层流冷却工艺,水温20
‑
32℃,选用前段间隔冷却策略,二级模型设定卷取温度目标值为580℃,以实施例5为例,精轧出口检测温度为910℃,其值反馈给二级模型,带钢头部进入层冷之前预先开启前段第1、3、5、7组集管冷却水,经冷却后卷取温度偏高,二级模型增开前段第9组及后段第11
‑
13组冷却水,第9组冷却水共4支u型管,开启顺序为从后往前,第11
‑
13组为后段冷却集管,开启顺序为从前往后;实施例5层流冷却过程平均冷速为54℃/s,卷取温度均值为650℃,见表4。
36.表4冷却工艺主要参数
根据本发明生产的工程机械用钢力学性能:屈服强度827
‑
851mpa,抗拉强度925
‑
962mpa,延伸率在19.5
‑
24.2%之间,
‑
40℃全尺寸冲击功在86
‑
168j之间,详情见表5。
37.表5 工程机械用钢力学性能注:1、表3中拉伸试样和弯曲试样采用横向试样。
38.、d为弯曲压头直径,a为弯曲试样厚度。
39.、冲击试验取纵向试样,试样按标准全尺寸制备。
40.根据本发明生产的工程机械用钢开平后实际不平度在1.8
‑
5.0mm/m,部分用作条料用途的带钢,经纵切分条后实际侧弯量在3.5
‑
8.0mm/通长,均满足工程机械用钢领域对板形的严格要求。
41.表6 开平和纵切分条板形
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1