自由锻半仿形锻造成形方法与流程
1.本发明涉及领域金属材料成形,特别涉及涉及大型船用四爪吊钩钩体等复杂形状的待锻造产品的自由锻半仿形锻造成形方法及其工装。
背景技术:
2.大型起重船作为海洋工程的辅助船舶,不仅在海洋油气田的开发过程中发挥着重要的作用,还是海上工程吊装、海洋打捞作业中不可或缺的装备。该种类型的船舶近年来得到大力的发展。大型起重船单臂起吊重量达到千吨级以上,目前世界上最大的起重船“振华30号”,其单臂架起重能力达12000t,全回转起吊能力达7000t。因起吊重量大,这种起重船对起吊吊钩的性能要求很高,多采用锻造成型方式。参阅图1a、图1b、图1c所示,因这类吊钩尺寸较大,多采用吊钩钩体和吊杆组合的方式分体锻造,本专利针对四爪吊钩钩体的自由锻半仿形锻造成型技术。
3.大型船用四爪吊钩钩体的锻造成型方案,目前主要有扁方包覆方案和模锻成型方案。前者为锻造一个最小包络四爪吊钩体的扁方体,优点是成型简单,缺点是材料利用率低,加工周期长,费用高;后者为采用模具全仿形锻造四个钩爪,优点是材料利用率高,加工量小,缺点是需针对单类型四爪吊钩钩体投制专用模具,模具费用高,成型控制要求高,模锻设备能力要求高。
4.现有技术针对大型复杂形状的待锻造产品的锻造方法存在的问题:或者是,很多材料需要后续去除,材料利用率低,后续加工量大,后续加工周期长,加工费用高;或者是,需要制作复杂形状的模具,模具费用高,锻造成型控制要求高,模锻设备能力要求高。
技术实现要素:
5.本发明需要解决的技术问题是:针对复杂形状的最终产品,如何通过自由锻设备,结合采用简单的工装,能够尽量提高材料利用率,降低专用模具的成本和专用模锻设备成本。
6.为了解决以上技术问题,本发明提供一种自由锻半仿形锻造成形方法,其目的在于提高材料利用率,缩短加工周期,降低加工成本,并且避免模锻方案模具投入成本过大和设备能力要求高等缺陷。
7.为了达到上述目的,本发明提供了一种自由锻半仿形锻造成形方法,包含:坯料在各个工装辅助下通过自由锻压机形成锻压形状;待锻造产品与锻压形状匹配,采用锻压形状组合出带锻造产品的外形轮廓的半仿形,以实现待锻造产品的半仿形成型,根据待锻造产品的轮廓特征和成型顺序,对应地选择相应的工装、坯料、自由锻压机的工作参数。
8.优选地,工装的形状为易加工的几何图形,截面图形包含圆形、矩形、梯形、倒直角、倒圆角,形成对应的柱或孔或柱孔组合形式的工装。
9.优选地,坯料在平砧上自由锻压机进行镦粗形成的锻压形状为中部突出两边较细
的鼓形。
10.优选地,采用平砧,采用自由锻压机进行镦粗、拔长、倒角,形成的锻压形状为矩形、或八角形、或圆形。
11.优选地,采用梯形窄砧,自由锻压机进行压槽形成的锻压形状为梯形,为去除形状余块的工装组合。
12.优选地,采用矩形窄砧,自由锻压机进行压凹档形成的锻压形状为矩形槽,为去除形状余块的工装组合。
13.优选地,采用简单工装辅具;通过拔长、倒角、压槽、镦粗或压凹档操作;借助矩形、梯形、倒角、圆或鼓形,或其叠加;实现包络待锻造产品的外形轮廓的半仿形锻件。
14.优选地,选择坯料时需要考虑的锻压的工作参数包含镦粗比,通过镦粗比计算坯料尺寸。
15.优选地,每个单锻压工步,包含是否采用、采用何种工装,采取何种锻压的工作参数,锻压工作参数包含温度、压力、停止尺寸;各个单锻压工步的排列顺序。
16.优选地,所述自由锻半仿形锻造成形方法,还包含:开坯,开坯是将坯料截取至所设计的尺寸;开坯与各个单锻压工步的顺序进行排列;在主截面形状形成、立体基本为柱体,进行开坯。
17.与现有技术相比,本发明提供了一种自由锻半仿形锻造成形方法,包含:坯料在各个工装辅助下通过自由锻压机形成锻压形状;待锻造产品与锻压形状匹配,采用锻压形状组合出带锻造产品的外形轮廓的半仿形,以实现待锻造产品的半仿形成型,根据待锻造产品的轮廓特征和成型顺序,对应地选择相应的工装、坯料、自由锻压机的工作参数。据此,本发明能够达到的技术效果在于,本发明采用自由锻半仿形锻造成型方案,通过自由锻的方式,借助简单的工装,实现大型船用四爪吊钩钩体的半仿形锻造的成型,既提高了材料利用率,缩短了加工周期,降低了加工成本,又解决了模锻方案模具投入成本过大、设备能力要求高的问题。
附图说明
18.图1a示出了本发明提供的自由锻半仿形锻造成形方法的加工对象待锻造产品的一个具体实施例大型船用四爪吊钩形状示意的立体图。
19.图1b示出了本发明提供的自由锻半仿形锻造成形方法的加工对象待锻造产品的一个具体实施例大型船用四爪吊钩形状示意的主视图。
20.图1c示出了本发明提供的自由锻半仿形锻造成形方法的加工对象待锻造产品的一个具体实施例大型船用四爪吊钩形状示意的俯视图。
21.图2示出了本发明提供的自由锻半仿形锻造成形方法所采用的简单工装的一个具体实施例——梯形窄砧的截面形状示意图。
22.图3示出了本发明采用提供的自由锻半仿形锻造成形方法加工四爪吊钩的形成的中间产品——坯料一。
23.图4示出了本发明采用提供的自由锻半仿形锻造成形方法加工四爪吊钩的形成的中间产品——坯料二。
24.图5示出了本发明采用提供的自由锻半仿形锻造成形方法加工四爪吊钩的形成的中间产品——坯料三。
25.图6示出了本发明采用提供的自由锻半仿形锻造成形方法加工四爪吊钩的形成的中间产品——坯料四。
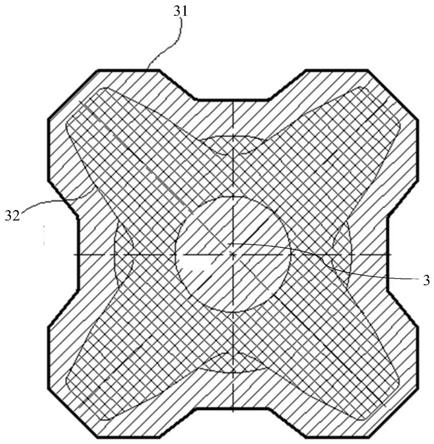
26.图7a示出了在四爪吊钩钩体最大水平截面处自由锻半仿形锻造成形的完工锻件——坯料四的锻件轮廓与四爪吊钩钩体的吊钩轮廓的尺寸对比示意图。
27.图7b示出了在四爪吊钩钩体对角竖直截面处自由锻半仿形锻造成形的完工锻件——坯料四的锻件轮廓与四爪吊钩钩体的吊钩轮廓的尺寸对比示意图。
28.图7c示出了在四爪吊钩钩体最小竖直截面处自由锻半仿形锻造成形的完工锻件——坯料四的锻件轮廓与四爪吊钩钩体的吊钩轮廓的尺寸对比示意图。
29.附图标记说明:1
ꢀꢀꢀꢀ
钩爪2
ꢀꢀꢀꢀ
中部圆台3
ꢀꢀꢀꢀ
内孔11
ꢀꢀꢀ
坯料一12
ꢀꢀꢀ
坯料二13
ꢀꢀꢀ
坯料三14
ꢀꢀꢀ
坯料四21
ꢀꢀꢀ
梯形上窄砧22
ꢀꢀꢀ
梯形下窄砧31
ꢀꢀꢀ
锻件轮廓32
ꢀꢀꢀ
吊钩轮廓。
具体实施方式
30.以下结合附图对本发明的具体实施方式进行详细说明。
31.本发明提供的自由锻半仿形锻造成形方法,包含:坯料在各个工装辅助下通过自由锻压机形成锻压形状;待锻造产品与锻压形状匹配,采用锻压形状组合出带锻造产品的外形轮廓的半仿形,以实现待锻造产品的半仿形成型,根据待锻造产品的轮廓特征和成型顺序,对应地选择相应的工装、坯料、自由锻压机的工作参数。
32.工装的形状为易加工的几何图形,截面图形包含圆形、矩形、梯形、倒直角、倒圆角,形成对应的柱或孔或柱孔组合形式的工装。
33.坯料在平砧上自由锻压机进行镦粗形成的锻压形状为中部突出两边较细的鼓形。
34.采用平砧,采用自由锻压机进行镦粗、拔长、倒角,形成的锻压形状为矩形、或八角形、或圆形。
35.采用梯形窄砧,自由锻压机进行压槽形成的锻压形状为梯形,为去除形状余块的工装组合。
36.采用矩形窄砧,自由锻压机进行压凹档形成的锻压形状为矩形槽,为去除形状余块的工装组合。
37.采用简单工装辅具;通过拔长、倒角、压槽、镦粗或压凹档操作;借助矩形、梯形、倒
角、圆或鼓形,或其叠加;实现包络待锻造产品的外形轮廓的半仿形锻件。
38.选择坯料时需要考虑的锻压的工作参数包含镦粗比,通过镦粗比计算坯料尺寸。
39.每个单锻压工步,包含是否采用、采用何种工装,采取何种锻压的工作参数,锻压工作参数包含温度、压力、停止尺寸;各个单锻压工步的排列顺序。
40.本发明提供的自由锻半仿形锻造成形方法,还包含:开坯,开坯是将坯料截取至所设计的尺寸;开坯与各个单锻压工步的顺序进行排列;在主截面形状形成、立体基本为柱体,进行开坯。
41.参阅附图所示,具体地,以大型船用四爪吊钩钩体作为待锻造产品的例子,进一步参数本发明提供的自由锻半仿形锻造成形方法。自由锻半仿形锻造成形方法,主要是指通过自由锻的方式,借助锻造压机、常规锻造工装(例如,图2所示的梯形上窄砧、梯形下窄砧)等自由锻设备和工装,实现大型船用四爪吊钩的半仿形锻造的成型。
42.参阅附图1a、1b、1c,本发明提供的一个具体实施例的锻造加工对象为四爪吊钩钩体,主要结构形状特征包括四个钩爪1、中部圆台2、内孔3。在图1b中所示,钩爪1的最上端到中部圆台2的上端面之间的距离为t。在图1c中所示,四爪吊钩钩体的俯视图的外廓为八边形,八边形其中四条边较短,近似为正方形进行四个倒角,在八边形的四条长边处各自去除一个梯形。内孔3为圆柱形通孔,较深约1750mm。
43.参阅附图1a、1b、1c、7a、7b、7c所示,采用锻压形状组合出带锻造产品的外形轮廓的半仿形,以实现待锻造产品的半仿形成型。具体地,对四爪吊钩钩体进行半仿形成型如下。参阅图7a、7b、7c所示,可以采用对待锻造产品的投影、截面,进行锻造形状组合。
44.通过对镦粗前的坯料进行倒角,形成如图3所示的坯料一11,来实现四爪吊钩钩体钩角圆角的仿形。
45.通过对镦粗前的坯料进行压槽,形成如图4所示的坯料二12,来实现四爪吊钩钩体钩角之间空档的仿形。
46.通过对镦粗前的坯料平面进行压倒梯形槽,形成如图4所示的坯料二12,可以增大坯料竖直四个平面镦粗时的变形抗力,抑制其在镦粗时的过度膨胀。
47.通过坯料界面倒角、四个倒梯形槽和它们之间连接面共同实现对吊钩四个钩爪的仿形。形成如图4所示的坯料二12。
48.通过坯料镦粗,中间鼓型实现对四爪吊钩钩体对角侧截面外圆弧面的仿形。形成如图5所示的坯料三13。
49.通过最后压凹档,来实现四爪吊钩钩角和中心圆台台阶差的仿形。形成如图5所示的坯料四14。
50.具体解决方案如下。
51.第一步:设计大型船用四爪吊钩钩体锻件参数。根据拔长、倒角、压槽、镦粗或压凹档等自由锻的常规方法,选择合适锻造余量,得到图6所示锻件图主要锻件参数,包括a
锻件
、c
锻件
、h
锻件
和t
锻件
。其中a
锻件
和c
锻件
因属于自由成型面,余量应适当放大;应t
锻件
≤t;h
锻件
按正常余量放置。
52.第二步:设计坯料尺寸参数。考虑成型效果和锻造效率,推荐完工镦粗比k=1.5~2.0。选定完工镦粗比k后,根据镦粗比k推算坯料相关参数。推算经验公式如下:h
坯料
= l
坯料
≈h
锻件
×
k
÷
火耗
a
坯料2 = a
锻件2
÷
k
÷
火耗c
坯料2 = c
锻件2
÷
k
÷
火耗t
坯料 = t
锻件
h
锻件
和h
坯料
根据四爪吊钩具体结构另行设定。
53.第三步:预制坯料。通过镦粗、拔长、倒角等常规方法,预制如图3所示坯料一11。
54.第四步:压槽。坯料一11加热保温后,使用图2所示梯形上窄砧21、梯形下窄砧22,对坯料一11进行压槽,压槽深度为h
坯料
,压槽后开坯,得到图4所示坯料二12,开坯后坯料长度(即镦粗前高度)为l
坯料
=h
坯料
。图2所示的梯形上窄砧21、梯形下窄砧22,即为梯形窄砧的一种实施方式,采用梯形窄砧,自由锻压机进行压槽形成的锻压形状为梯形,为去除形状余块的工装组合。
55.第五步:镦粗。坯料二12加热保温后,将坯料二12竖直放置,然后对坯料二12进行镦粗,镦粗后高度为h
锻件
,得到图5所示的坯料三13。镦粗时可以借助平砧,平砧即为呈现平面的板。
56.第六步:压凹档完工。坯料三13加热保温后,使用上窄砧,对坯料三13上平面进行十字压凹档(分两步完成。先对一个方向压凹档,然后坯料旋转90
°
,再压凹档)完工,凹档深度为t
锻件
,得到图6所示最大边长为a
锻件
、最大对角长度为c
锻件
的锻件,即坯料四14。所得锻件与船用四爪吊钩轮廓对比如图7a、7b、7c所示。本步骤所采用的上窄砧,即为矩形窄砧,采用矩形窄砧,自由锻压机进行压凹档形成的锻压形状为矩形槽,为去除形状余块的工装组合。
57.类似地,平砧、梯形窄砧、矩形窄砧等都是简单的几何图形的工装,有些是现有的,有些是易于制造的。类似的还有圆柱形的孔、圆柱形柱等工装,用来形成简单的圆柱形的凸出或凹陷。
58.第三步、第四步、第五步、第六步,体现了各个单锻压工步及其排列顺序。
59.借助锻造压机、常规锻造工装和图2所示的梯形上下窄砧等自由锻设备和工装实现大型船用四爪吊钩钩体的自由锻半仿形锻造成形。在具体本方案的尺寸实施例,即本方案以一个对角长度c≈3900mm,水平截面最小包络扁方边长a≈3200mm,高度h≈1950mm,钩爪和中部圆台高度差t≈200mm,的四爪吊钩钩体为例,介绍本发明的成型方法。具体操作步骤如下。
60.第一步:设计锻件和坯料尺寸参数。此船用四爪吊钩钩体锻件尺寸c
锻件
≥3950mm,a
锻件
≥3300mm,h
锻件
≈2000mm,t
锻件
≤200mm(选定t
锻件
=200mm)。
61.设定完工镦粗比k≈1.8,则推算坯料高度h
坯料
≈3600mm,坯料边长a
坯料
≥2480mm(选定a
坯料
=2500mm),对角长度c
坯料
≥2940mm(选定c
坯料
=2950mm)。
62.第二步:预制坯料。通过镦粗、拔长、倒角等常规方法,预制如图3所示坯料一11,其中a
坯料
≈2500mm,c
坯料
≈2950mm。
63.第三步:压槽。坯料一11加热保温后,使用图2所示梯形上窄砧21、梯形下窄砧22,对坯料一11进行压槽,压槽深度h
坯料
≈220mm,压槽后开坯,得到图4所示坯料二12,开坯后坯料长度(即镦粗前高度)l
坯料
=h
坯料
≈3600mm。
64.第四步:镦粗。坯料二12加热保温后,将坯料二12竖直放置,然后对坯料二12进行镦粗,镦粗后高度h
锻件
≈2000mm,得到图5所示的坯料三13。
65.第五步:压凹档完工。坯料三13加热保温后,使用上窄砧,对坯料三13上平面进行
十字压凹档(分两步完成:先对一个方向压凹档,然后坯料旋转90
°
,再压凹档),凹档深度t
锻件
≈200mm,得到图6所示最大边长为a
锻件
、最大对角长度为c
锻件
的锻件,即坯料四14。
66.参考图7a、7b、7c所示,最终的技术效果:所得锻件成品——坯料四14的锻件轮廓31与船用四爪吊钩的吊钩轮廓32的包络情况的对比,锻件轮廓31能够覆盖吊钩轮廓32,并且,锻件轮廓31比吊钩轮廓32之间的加工余量尽量小。
67.以上所述即本发明提供的一种以大型船用四爪吊钩钩体为例的复杂形状的待锻造产品的自由锻半仿形锻造成型方案,通过自由锻的方式,借助简单的工装,实现大型船用四爪吊钩等的半仿形锻造的成型,其不需要专用的复杂的模具和专用的模锻设备,后续加工的余量较小,能够节约材料,节约后续去除材料的加工成本。
68.上述具体实施例和附图说明仅为例示性说明本发明的技术方案及其技术效果,而非用于限制本发明。任何熟于此项技术的本领域技术人员均可在不违背本发明的技术原理及精神的情况下,在权利要求保护的范围内对上述实施例进行修改或变化,均属于本发明的权利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1