一种阳极氧化轧制镜面铝板带材及其制备方法与流程
1.本发明属于铝合金材料领域,具体涉及一种阳极氧化轧制镜面铝板带材及其制备方法。
背景技术:
2.镜面铝材广泛适用于高端装备、汽车、灯具、室内外装饰等十多种行业领域,有巨大的市场应用前景。同时,轧制镜面铝可替代机械和化学抛光镜面铝,有效减少噪音和酸碱废液污染,有利于节能减排,与绿色环保的发展需求高度契合。目前的轧制镜面铝表面粗糙度、光泽度都不能满足高端装备装饰的使用要求,阳极氧化后,镜面铝表面光泽度较低,存在异色缺陷,因此需要对阳极氧化轧制镜面铝的制备方法进行优化,以提高产品的表面质量,满足高端装备装饰的使用要求。
技术实现要素:
3.本发明的目的是提供一种阳极氧化轧制镜面铝板带材及其制备方法,通过合金成分的优化、轧制率的调控以及阳极氧化处理参数的优化,提高阳极氧化轧制镜面铝的表面质量,改善其力学性能,从而满足高端装备装饰用阳极氧化镜面铝的技术要求。
4.为了实现上述目的,本发明所采用的技术方案是:一种阳极氧化轧制镜面铝板带材的制备方法,将制备的铝合金扁锭轧制成板材,再进行阳极氧化处理,轧制过程包括热轧制过程和冷轧制过程,热轧制过程中单道次压下率>40%的次数不少于3次,冷轧制过程单道次压下率>40%的次数不少于2次;阳极氧化处理时,采用10%~20%硫酸电解液进行精细阳极氧化处理,处理温度为15℃
±
3℃,电流密度为i≤1.4a/dm2,所形成的氧化膜厚度≤20μm。
5.用于制备铝合金扁锭的合金原料包括按质量百分比计的如下组分:si<0.10%;fe<0.10%;cu<0.10%;mn<0.10%;mg<0.05%;ti<0.05%,以及余量的al和不可避免的杂质。
6.一种通过上述制备方法制备的阳极氧化轧制镜面铝板带材,镜面铝板带材的表面膜孔直径小于20nm,表面色差
△
e<0.25。
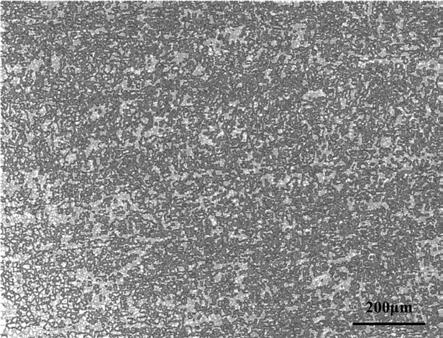
7.所制备的镜面铝板带材内部的晶粒以变形晶粒为主,平均尺寸小于30μm。
8.所制备的镜面铝板带材的厚度为0.1~1.0mm,抗拉强度≥170mpa,屈服强度≥150mpa,延伸率≥3%,表面粗糙度ra≤0.05μm和rz≤0.5μm,呈现镜面效果。
9.所制备的镜面铝板带材在阳极氧化处理之前的表面光泽度≥800gu,经阳极氧化处理后的阳极表面光泽度≥750gu。
10.所制备的镜面铝板带材的成分包括按质量百分比计的如下组分:si<0.10%;fe<0.10%;cu<0.10%;mn<0.10%;mg<0.05%;ti<0.05%,以及余量的al和不可避免的杂质。
11.本发明的有益效果是:本发明提供的一种阳极氧化轧制镜面铝板带材的制备方法及镜面铝板带材,采用高纯度铝合金成分提高了阳极氧化后氧化膜的透明度,通过优化轧制工艺和阳极氧化工艺,调控适合镜面铝板材的晶粒组织和氧化膜结构,制备出高光泽度
阳极氧化镜面铝,制备出的镜面铝表面粗糙度ra≤0.05μm和rz≤0.5μm,呈现镜面效果,阳极氧化处理前的光泽度≥800gu,阳极氧化处理后的阳极表面光泽度≥750gu,且色差
△
e<0.25,克服了目前阳极氧化后镜面铝表面的异色缺陷,满足高端装备装饰件对阳极氧化镜面铝表面性能的技术要求,并且制备出的镜面铝抗拉强度≥170mpa,屈服强度≥150mpa,延伸率≥3%,也可以满足高端装备装饰件对阳极氧化镜面铝力学性能的技术要求。
附图说明
12.图1为本发明所制备镜面铝板带材的晶粒形貌及分布。
13.图2为本发明所制备镜面铝板带材的阳极氧化膜孔径形貌及分布。
具体实施方式
14.下面结合附图和实施例对本发明作进一步的详细说明,但并不作为对发明做任何限制的依据。
15.实施例1:一种阳极氧化轧制镜面铝板带材,包括按质量百分比计的如下组分:si=0.08%;fe=0.05%;cu=0.01%;mn=0.01%;mg=0.02%:ti=0.02%,以及余量的al和不可避免的杂质。
16.该镜面铝板带材的制备方法包括如下步骤:首先,按照成品镜面铝板带材的成分设计铸锭用的合金原料,然后采用熔炼和半连续铸造制备扁锭,再依次进行热轧和冷轧,其中,热轧单道次压下率>40%的次数为3次,冷轧单道次压下率>40%的次数为4次,最后进行阳极氧化处理,其条件为:硫酸浓度为18%,电流密度i=1.0a/dm2;阳极氧化后的氧化膜厚度为3~5μm。
17.通过上述方法制备的镜面铝经检测,镜面铝中晶粒组织和阳极氧化膜结构如图1和图2所示,抗拉强度177mpa,屈服强度165mpa,延伸率3.5%;其表面粗糙度ra=0.013μm和rz≤0.361μm,呈现镜面效果,在阳极氧化处理前光泽度为840gu;阳极氧化后的阳极表面光泽度790gu,且色差
△
e=0.07,满足阳极氧化镜面铝的拉伸性能和表面质量的技术要求。
18.实施例2:一种阳极氧化轧制镜面铝板带材,包括按质量百分比计的如下组分:si=0.05%;fe=0.04%;cu=0.05%;mn=0.03%;mg=0.03%:ti=0.01%,以及余量的al和不可避免的杂质。
19.该镜面铝板带材的制备方法包括如下步骤:首先,按照成品镜面铝板带材的成分设计铸锭用的合金原料,然后采用熔炼和半连续铸造制备扁锭,再依次进行热轧和冷轧,其中,热轧单道次压下率>40%的次数为3次,冷轧单道次压下率>40%的次数为4次,最后进行阳极氧化处理,其条件为:硫酸浓度为12%,电流密度i=1.2a/dm2;阳极氧化后的氧化膜厚度为3~5μm。
20.通过上述方法制备的镜面铝经检测,该镜面铝抗拉强度187mpa,屈服强度177mpa,延伸率3.2%;其表面粗糙度ra=0.014μm和rz≤0.354μm,呈现镜面效果,在阳极氧化处理前光泽度为810gu;阳极氧化后的阳极表面光泽度760gu,且色差
△
e=0.05,满足阳极氧化镜面铝的拉伸性能和表面质量的技术要求。
21.对比例1:合金原料包括按质量百分比计的如下组分:si=0.08%;fe=0.05%;cu=0.01%;mn=0.01%;mg=0.02%;ti=0.10%,以及余量的al和不可避免的杂质;然后在热轧过程
中,单道次压下率>40%的次数为2次,冷轧单道次压下率>40%的次数为1次;最后进行阳极氧化处理,其条件为:硫酸浓度为18%,电流密度i=1.0a/dm2;阳极氧化后的氧化膜厚度为3~5μm。
22.经检测,该方法制备的镜面铝抗拉强度175mpa,屈服强度162mpa,延伸率3.5%;其表面粗糙度ra=0.013μm和rz≤0.361μm,呈现镜面效果,在阳极氧化处理前光泽度为840gu,阳极氧化后的阳极表面光泽度790gu,且色差
△
e=0.38>0.25,不能克服材料表面异色缺陷,不满足阳极氧化镜面铝的表面质量的技术要求。
23.以上实施例仅用以说明本发明的技术方案而非对其进行限制,所属领域的普通技术人员应当理解,参照上述实施例可以对本发明的具体实施方式进行修改或者等同替换,这些未脱离本发明精神和范围的任何修改或者等同替换均在申请待批的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1