一种彩钢瓦压型机用上料装置的制作方法
1.本发明涉及彩钢瓦加工技术领域,具体的说是一种彩钢瓦压型机用上料装置。
背景技术:
2.彩钢瓦,又称彩色压型瓦,是采用彩色涂层钢板,经辊压冷弯成各种波型的压型板,适用于工业与民用建筑、仓库、特种建筑、大跨度钢结构房屋的屋面、墙面以及内外墙装饰等,具有质轻、高强、色泽丰富、施工方便快捷、抗震、防火、防雨、寿命长、免维护等特点,现已被广泛推广应用,彩钢瓦是由彩钢瓦涂层钢板经过彩钢瓦成型机挤压而成,而生产彩钢瓦所用的彩钢瓦涂层钢板通常以钢卷的形式作为物料进行使用。
3.在彩钢瓦压型机进行彩钢瓦加工时,首先将支撑彩钢瓦涂层钢卷用的支撑架移动到压型机的输入端,然后再拉动彩钢瓦涂层钢卷的一端将其放入到压型机的输入端,才可以进行彩钢瓦生产,而现有的支撑架通常采用钢结构焊接而成,只具备支撑彩钢瓦物料的功能,功能较为单一,且不方便更换支撑架上的彩钢瓦涂层钢卷。
技术实现要素:
4.针对现有技术中的问题,本发明提供了一种彩钢瓦压型机用上料装置。
5.本发明解决其技术问题所采用的技术方案是:一种彩钢瓦压型机用上料装置,包括底座,所述底座的顶部通过移动装置连接有用于支撑彩钢瓦涂层钢卷的支撑块,所述支撑块的顶部设置呈v型设置的凹槽,所述凹槽用于提高彩钢瓦涂层钢卷放置在支撑块上的稳定性;所述底座的一端顶部固定连接有固定竖板,所述固定竖板的侧壁上固定设置有控制器,所述固定竖板的侧壁上设置有凹槽,所述凹槽的内底部通过电动液压伸缩杆b连接有移动板a,所述控制器与电动液压伸缩杆b之间电连接,所述移动板a上转动连接有支撑横杆,所述支撑横杆的一端贯穿固定竖板并向外延伸,所述移动板a上固定设置有用于驱动支撑横杆转动的驱动装置,所述支撑横杆通过调节装置连接有用于支撑彩钢瓦涂层钢卷用的弧形夹持板;所述底座的顶部固定连接有n型框架,所述n型框架的顶部固定设置有用于对支撑横杆一端进行支撑的升降调节装置;所述固定竖板通过u型支撑板与n型框架连接,所述u型支撑板的内侧壁转动设置有多个传动辊,所述u型支撑板的外侧壁上固定连接有驱动电机c,所述驱动电机c与控制器之间电连接,所述驱动电机c通过联动装置与多个传动辊连接,所述u型支撑板的顶部设置有固定框架,所述固定框架的底部通过电动液压伸缩杆c连接有n型板,所述n型板的内侧壁转动连接有多个用于按压彩钢瓦涂层钢板的按压辊。
6.具体的,所述夹持板的数量为4个。
7.具体的,所述移动装置包括固定连接在底座顶部的两根直线轨道,两根所述直线轨道平行设置,所述直线轨道通过滚轮连接有固定座,所述固定座的顶部通过四根电动液
压伸缩杆a与支撑块的底部连接,所述电动液压伸缩杆a与控制器之间电连接,所述固定座的底部固定连接有驱动电机a,所述驱动电机a与控制器之间电连接,所述底座的顶部通过多根支撑杆a连接有直线齿条,所述驱动电机a的输出轴通过主动齿轮与直线齿条啮合连接。
8.具体的,所述驱动装置包括固定连接在移动板a上的驱动电机b,所述驱动电机b与控制器之间电连接,所述支撑横杆的外侧壁上固定套接有从动锥齿轮,所述驱动电机b的输出轴通过主动锥齿轮与从动锥齿轮啮合连接。
9.具体的,所述支撑横杆的一端转动套接有支撑环,所述支撑环通过多个连接杆a与移动板a连接。
10.具体的,所述调节装置包括设置在支撑横杆上的空腔a,所述空腔a的内侧壁安装有电动液压伸缩杆f,所述电动液压伸缩杆f与控制器之间电连接,所述电动液压伸缩杆f的输出端固定连接有呈“十”字型设置的移动板b,所述支撑横杆上设置有与移动板b对应的活动口,所述活动口与空腔a相通,所述移动板b通过连接杆b与弧形夹持板连接,所述连接杆b的两端均通过转动件分别与移动板b和弧形夹持板连接,所述支撑横杆通过限位伸缩杆与弧形夹持板连接,所述支撑横杆上设置有与限位伸缩杆对应的安装凹槽。
11.具体的,所述升降调节装置包括固定连接在n型框架顶部的电动液压支撑柱,所述电动液压支撑柱与控制器之间电连接,且所述电动液压支撑柱的顶部固定连接有升降板,所述升降板的顶部通过压力传感器连接有弧形支撑板,所述压力传感器与控制器之间电连接。
12.具体的,所述弧形支撑板的顶部设置有弧形凹槽,所述弧形凹槽内转动连接有多个转轴,多个所述转轴以弧形支撑板的圆心为圆心环绕设置在弧形凹槽内,所述转轴的外侧壁上固定套接有用于对支撑横杆进行支撑的套筒。
13.具体的,所述联动装置包括设置在u型支撑板上的空腔b,所述传动辊的一端和驱动电机c的输出轴均贯穿u型支撑板并向空腔b内延伸,所述驱动电机c的输出轴上和传动辊的一端均固定连接有链轮,多个所述链轮通过链条连接。
14.具体的,所述固定框架的底部通过电动液压伸缩杆d连接有升降块,所述电动液压伸缩杆d与控制器电连接,所述升降块通过转动轴连接有测量轮,所述升降块上安装有用于测量转动轴转动圈数的智能计数器,所述智能计数器与控制器电连接,所述u型支撑板的顶部固定连接有固定块。
15.具体的,所述固定框架的底部通过电动液压伸缩杆e连接有切割刀,所述切割刀位于固定块的上方。
16.具体的,所述n型框架的侧壁和固定竖板的侧壁均通过倾斜设置的支撑杆b与u型支撑板连接。
17.具体的,所述u型支撑板远离n型框架和固定竖板的一端固定设置在压型机的输入端。
18.本发明的有益效果是:(1)本发明所述的一种彩钢瓦压型机用上料装置,驱动电机a的输出轴通过主动齿轮与直线齿条啮合连接,驱动电机a转动可以带动主动齿轮转动,由于主动齿轮与直线齿条啮合,且固定座通过四个滚轮与两个直线轨道相接触,因此,驱动电机a转动可以调节固定
座在底座的顶部左右移动移动,方便对该上料装置上的彩钢瓦涂层钢卷进行更换,解决了现有的彩钢瓦涂层钢卷支撑架不方便更换彩钢瓦涂层钢卷的技术问题。
19.(2)本发明所述的一种彩钢瓦压型机用上料装置,通过电动液压伸缩杆a的长度延长或者收缩,可以调节用于放置彩钢瓦涂层钢卷的支撑做上下运行,方便将支撑横杆上的彩钢瓦涂层钢卷取下或者将彩钢瓦涂层钢卷放置到支撑横杆上。
20.(3)本发明所述的一种彩钢瓦压型机用上料装置,通过使安装在支撑横杆上的电动液压伸缩杆f的长度延长,对移动板b的位置进行调节,使得连接杆b的倾斜角度发生变化,从而对弧形夹持板与支撑横杆之间的距离进行调节,对套设在支撑横杆外侧壁上的彩钢瓦涂层钢卷进行夹持固定,可以提高彩钢瓦涂层钢卷套接在支撑横杆外侧壁上的稳定性,避免彩钢瓦涂层钢卷从支撑横杆上脱落,防止安全事故的发生。
21.(4)本发明所述的一种彩钢瓦压型机用上料装置,通过在底座上设置n型框架和升降调节装置,利用n型框架和升降调节装置对支撑横杆的一端进行支撑,支撑横杆对彩钢瓦涂层钢卷支撑的过程中,支撑横杆发生倾斜造成彩钢瓦涂层钢卷脱落,提高了该上料装置的安全性。
22.(5)本发明所述的一种彩钢瓦压型机用上料装置,通过在u型支撑板的顶部安装可升降的测量轮,测量轮上设置有智能计数器,可以对输入到压型机内部的彩钢瓦涂层钢板的长度进行实时监测,且还可以在输送到压型机内部的彩钢瓦涂层钢板的长度达到设定的数值后,切割刀将彩钢瓦涂层钢板自动切断,避免造成物料的浪费。
23.综上所述,该彩钢瓦压型机用上料装置不仅具备对彩钢瓦涂层钢卷支撑的功能,还具备对输送到压型机内部的彩钢瓦涂层钢板长度监测和自动截取的功能,此外,还方便对彩钢瓦涂层钢卷进行更换,使用更加便捷。
附图说明
24.下面结合附图和实施例对本发明进一步说明。
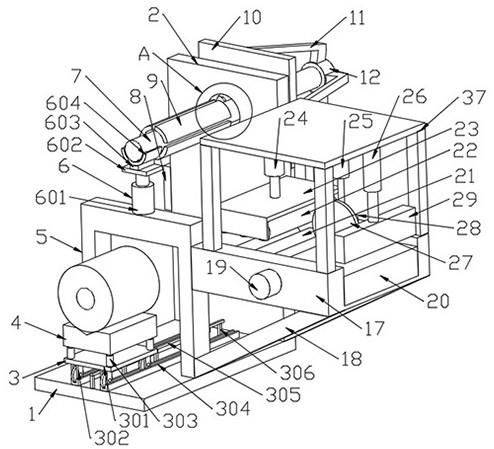
25.图1为本发明提供的一种彩钢瓦压型机用上料装置中较佳实施例的整体结构示意图;图2为图1所示的a部结构放大示意图;图3为本发明提供的一种彩钢瓦压型机用上料装置的正视图;图4为本发明提供的一种彩钢瓦压型机用上料装置的后视图;图5为本发明提供的一种彩钢瓦压型机用上料装置的剖视图;图6为图5所示的b部结构放大示意图;图7为本发明提供的一种彩钢瓦压型机用上料装置中支撑横杆、限位伸缩杆、电动液压伸缩杆f、移动块b、转动件、连接杆b和夹持板的连接结构示意图。
26.图中:1、底座;2、固定竖板;3、移动装置;301、固定座;302、滚轮;303、电动液压伸缩杆a;304、直线轨道;305、直线齿条;306、支撑杆a;307、驱动电机a;308、主动齿轮;4、支撑块;5、n型框架;6、升降调节装置;601、电动液压支撑柱;602、升降板;603、压力传感器;604、弧形支撑板;7、支撑横杆;8、控制器;9、弧形夹持板;10、移动板a;11、连接杆a;12、支撑环;13、电动液压伸缩杆b;14、驱动电机b;15、主动锥齿轮;16、从动锥齿轮;17、u型支撑板;18、支撑杆b;19、驱动电机c;20、固定块;21、传动辊;22、按压辊;23、n型板;24、电动液压伸缩杆
c;25、电动液压伸缩杆d;26、电动液压伸缩杆e;27、测量轮;28、智能计数器;29、切割刀;30、转轴;31、套筒;32、电动液压伸缩杆f;33、移动板b;34、转动件;35、连接杆b;36、限位伸缩杆;37、固定框架;38、链轮;39、链条。
具体实施方式
27.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
28.实施例一图1
‑
图7所示,本发明的一种彩钢瓦压型机用上料装置,包括底座1,底座1的顶部通过移动装置3连接有用于支撑彩钢瓦涂层钢卷的支撑块4,支撑块4的顶部设置呈v型设置的凹槽,凹槽用于提高彩钢瓦涂层钢卷放置在支撑块4上的稳定性,移动装置3包括固定连接在底座1顶部的两根直线轨道304,两根直线轨道304平行设置,直线轨道304通过滚轮302连接有固定座301,固定座301的顶部通过四根电动液压伸缩杆a303与支撑块4的底部连接,电动液压伸缩杆a303与控制器8之间电连接,固定座301的底部固定连接有驱动电机a307,驱动电机a307与控制器8之间电连接,底座1的顶部通过多根支撑杆a306连接有直线齿条305,驱动电机a307的输出轴通过主动齿轮308与直线齿条305啮合连接,驱动电机a307转动可以带动主动齿轮308转动,由于主动齿轮308与直线齿条305啮合,且固定座301通过四个滚轮302与两个直线轨道304相接触,因此,驱动电机a307转动可以调节固定座301在底座1的顶部左右移动移动,方便对该上料装置上的彩钢瓦涂层钢卷进行更换,解决了目前现有的彩钢瓦涂层钢卷支撑架不方便更换彩钢瓦涂层钢卷的技术问题。而电动液压伸缩杆a303的作用是方便对用于支撑彩钢瓦涂层钢卷的支撑块4进行上下升降,以便于快速更换支撑横杆7上的彩钢瓦涂层钢卷。
29.底座1的一端顶部固定连接有固定竖板2,固定竖板2的侧壁上固定设置有控制器8,固定竖板2的侧壁上设置有凹槽,凹槽的内底部通过电动液压伸缩杆b13连接有移动板a10,控制器8与电动液压伸缩杆b13之间电连接,移动板a10上转动连接有支撑横杆7,支撑横杆7的一端贯穿固定竖板2并向外延伸,移动板a10上固定设置有用于驱动支撑横杆7转动的驱动装置,驱动装置包括固定连接在移动板a10上的驱动电机b14,驱动电机b14与控制器8之间电连接,支撑横杆7的外侧壁上固定套接有从动锥齿轮16,驱动电机b14的输出轴通过主动锥齿轮15与从动锥齿轮16啮合连接。电动液压伸缩杆b13的作用是可以调节移动板a10与固定竖板2之间的距离,以便于在需要时将彩钢瓦涂层钢卷从支撑横杆7上取下,或者将彩钢瓦涂层钢卷安装到支撑横杆7的外侧壁上。通过驱动电机b14转动带动主动锥齿轮15转动,由于主动锥齿轮15与从动锥齿轮16啮合连接,且从动锥齿轮16固定套接在支撑横杆7的外侧壁上,因此,驱动电机b14转动可以带动支撑横杆7转动,以便于彩钢瓦涂层钢板缓慢的输送到压型机的内部进行彩钢瓦加工。
30.支撑横杆7通过调节装置连接有用于支撑彩钢瓦涂层钢卷用的弧形夹持板9,调节装置包括设置在支撑横杆7上的空腔a,空腔a的内侧壁安装有电动液压伸缩杆f32,电动液压伸缩杆f32与控制器8之间电连接,电动液压伸缩杆f32的输出端固定连接有呈“十”字型设置的移动板b33,支撑横杆7上设置有与移动板b33对应的活动口,活动口与空腔a相通,移动板b33通过连接杆b35与弧形夹持板9连接,连接杆b35的两端均通过转动件34分别与移动
板b33和弧形夹持板9连接,支撑横杆7通过限位伸缩杆36与弧形夹持板9连接,支撑横杆7上设置有与限位伸缩杆36对应的安装凹槽。通过安装在支撑横杆7上的电动液压伸缩杆f32的长度延长,对移动板b33的位置进行调节,使得连接杆b35的倾斜角度发生变化,从而对弧形夹持板9与支撑横杆7之间的距离进行调节,对套设在支撑横杆7外侧壁上的彩钢瓦涂层钢卷进行夹持固定,提高了彩钢瓦涂层钢卷套接在支撑横杆7外侧壁上的稳定性。限位伸缩杆36的作用是限制弧形夹持板9只能与支撑横杆7平行运动,以便于对不同内径的彩钢瓦涂层钢卷进行夹持固定,降低了该上料装置的使用局限性。
31.底座1的顶部固定连接有n型框架5,n型框架5的顶部固定设置有用于对支撑横杆7一端进行支撑的升降调节装置6,升降调节装置6包括固定连接在n型框架5顶部的电动液压支撑柱601,电动液压支撑柱601与控制器8之间电连接,且电动液压支撑柱601的顶部固定连接有升降板602,升降板602的顶部通过压力传感器603连接有弧形支撑板604,压力传感器603与控制器8之间电连接。通过安装在n型框架5顶部的电动液压支撑柱601的长度延长,带动弧形支撑板604的位置上升,直至弧形支撑板604的顶部与支撑横杆7的外侧壁相接触,从远离支撑环12的一端对支撑横杆7进行支撑,避免支撑横杆7支撑彩钢瓦涂层钢卷时发生倾斜。压力传感器603的作用是便于控制电动液压支撑柱601的运行状态,当压力传感器603检测到的压力数据达到预先设置的数值后,电动液压支撑柱601停止运行,以便于自动判断弧形支撑板604与支撑横杆7的外侧壁接触。
32.固定竖板2通过u型支撑板17与n型框架5连接,n型框架5的侧壁和固定竖板2的侧壁均通过倾斜设置的支撑杆b18与u型支撑板17连接,u型支撑板17的内侧壁转动设置有多个传动辊21,u型支撑板17的外侧壁上固定连接有驱动电机c19,驱动电机c19与控制器8之间电连接,驱动电机c19通过联动装置与多个传动辊21连接,u型支撑板17的顶部设置有固定框架37,固定框架37的底部通过电动液压伸缩杆c24连接有n型板23,n型板23的内侧壁转动连接有多个用于按压彩钢瓦涂层钢板的按压辊22,联动装置包括设置在u型支撑板17上的空腔b,传动辊21的一端和驱动电机c19的输出轴均贯穿u型支撑板17并向空腔b内延伸,驱动电机c19的输出轴上和传动辊21的一端均固定连接有链轮38,多个链轮38通过链条39连接。驱动电机c19转动通过联动装置可以带动多个传动辊21同时转动,对位于传动辊21顶部的彩钢瓦涂层钢板进行输送,无需人工手动拉动彩钢瓦涂层钢板往压型机内输送,避免了人工手动拉动彩钢瓦涂层钢板割伤相关工作人员的情况发生。转动设置在n型板23上的按压辊22的作用是对彩钢瓦涂层钢板进行按压,使其在传动辊21和按压辊22之间进行输送。
33.实施例二在实施例一的基础上,支撑横杆7的一端转动套接有支撑环12,支撑环12通过多个连接杆a11与移动板a10连接。支撑环12和连接杆a11的作用是对支撑横杆7远离弧形支撑板604的一端进行支撑,避免支撑横杆7对彩钢瓦涂层钢卷进行支撑的过程中,支撑横杆7发生倾斜。
34.实施例三在实施例一和实施例二的基础上,弧形支撑板604的顶部设置有弧形凹槽,弧形凹槽内转动连接有多个转轴30,多个转轴30以弧形支撑板604的圆心为圆心环绕设置在弧形凹槽内,转轴30的外侧壁上固定套接有用于对支撑横杆7进行支撑的套筒31。设置在弧形支
撑板604上的转轴30和套筒31的作用是减少支撑横杆7与弧形支撑板604之间的摩擦力,避免动能损耗。
35.实施例四在实施例一、实施例二和实施例三的基础上,固定框架37的底部通过电动液压伸缩杆d25连接有升降块,电动液压伸缩杆d25与控制器8电连接,升降块通过转动轴连接有测量轮27,升降块上安装有用于测量转动轴转动圈数的智能计数器28,智能计数器28与控制器8电连接,u型支撑板17的顶部固定连接有固定块20,固定框架37的底部通过电动液压伸缩杆e26连接有切割刀29,切割刀29位于固定块20的上方。电动液压伸缩杆d25的作用是调节测量轮27与位于固定块20顶部的彩钢瓦涂层钢板相接触,使得彩钢瓦涂层钢板在输送的过程中带动测量轮27发生转动,以便于智能计数器28对测量轮27的转动圈数进行实时检测,达到控制器8对输送到压型机内部的彩钢瓦涂层钢板的长度进行实时监测,假如需要加工10米的彩钢瓦20片,只会往压型机的内部输入压型机的内部输入200米
‑
200.2米的彩钢瓦涂层钢板,避免彩钢瓦涂层钢板浪费,因为,现有的上料装置不具备对彩钢瓦涂层钢板长度实时监测的功能,如果实用彩钢瓦压型机加工彩钢瓦时,不能精准的计算需要彩钢瓦涂层钢板的长度,会导致彩钢瓦压型机内会存留很长一截的彩钢瓦涂层钢板,造成了物料的浪费。通过电动液压伸缩杆e26下降带动切割刀29与固定块20配合,可以达到对彩钢瓦截取的功能,方便对输入到压型机内的彩钢瓦进行修整,同时也方便精准控制输入到压型机内部的彩钢瓦涂层钢板的长度。
36.需要说明的是,智能计数器28具备对测量轮27圈数实时检测的功能、数据上传到控制器8内的功能以及数据手动清零的功能。
37.使用原理:当需要使用该上料装置配合彩钢瓦压型机生产彩钢瓦时,首先将支撑块4降落到最低最位置,将彩钢瓦涂层钢卷放置到支撑块4顶部的v型槽内,再利用控制器8控制驱动电机a307转动,驱动电机a307转动带动支撑块4往固定竖板2和n型框架5之间运行,直至支撑块4运动至固定竖板2和n型框架5的中间位置处后,然后利用控制器8控制电动液压伸缩杆a303的长度延长,直至彩钢瓦涂层钢卷的内径圆心与支撑横杆7的圆心位于同一条水平直线上,随后利用控制器8控制电动液压伸缩杆b13的长度延长,使得支撑横杆7穿过彩钢瓦涂层钢卷,直至支撑横杆7远离支撑环12的一端位于弧形支撑板604的正上方,然后在利用控制器8控制电动液压支撑柱601的长度延长,直至弧形支撑板604上的套筒31与支撑横杆7的表面接触,且压力传感器603检测到的压力数值达到预先设定的数值后,电动液压支撑柱601停止运行,随后弧形夹持板9对彩钢瓦涂层钢卷进行夹持固定,支撑块4的位置下降到最低位置。紧接着,将彩钢瓦涂层钢板的一端放置在传动辊21的顶部,调节按压辊22的位置进行下降,对位置传动辊21顶部的彩钢瓦涂层钢板进行按压,启动驱动电机c19带动传动辊21转动,对彩钢瓦涂层钢板进行输送,当彩钢瓦涂层钢板的一端运动到切割刀29的正下方后,驱动电机b14和驱动电机c19停止运行,切割刀29下降对钢板的一端进行切齐处理,然后测量轮27的位置下降,使得测量轮27的底部侧壁与彩钢瓦涂层钢板的顶部相接触,切割刀29的位置上升,最后启动驱动电机b14和驱动电机c19运行往压型机内输送彩钢瓦涂层钢板即可。当往压型机内输送的彩钢瓦涂层钢板长度达到设置的数值后,驱动电机b14、驱动电机c19和压型机同时停止运行,切割刀29将彩钢瓦涂层钢板切断后,压型机运行,对余下的彩
钢瓦涂层钢板进行挤压处理。
38.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
39.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1