一种金属管的锯削系统的制作方法
1.本发明属于金属管加工机床领域,尤其涉及一种金属管的锯削系统。
背景技术:
2.在传统金属管锯削机床上,金属管的锯削长度通常依靠人工测量在金属管上做好标记后再根据锯削刀片与所作标记的位置来判断是否锯削准确,这样的方法锯削得到的金属管长度误差范围大且不可控制,金属管锯削长度受人为因素影响严重,不能严格的控制金属管锯削长度在所预想的误差范围之内,同时传统金属管锯削机床锯削金属管产生的碎屑通常只能借助冷却液冲走外表面的部分,对于金属管切口内壁附着的金属碎屑通常需要人手工将其倒出,增加了碎屑飞溅的可能性,增加了工人加工时的工作量,降低了金属管生产的生产效率。
技术实现要素:
3.本发明的目的是针对现有的技术存在上述问题,提出了一种金属管的锯削系统,本金属管的锯削系统能在金属管锯削加工时精确加工长度并清除金属管内壁碎屑。
4.本发明的目的可通过下列技术方案来实现:一种金属管的锯削系统,包括壳体,所述壳体前侧固定设有支架,所述支架上设有金属管测量装置,金属管测量装置用于精确测量位置变化量使切下的金属管长度的精度可控,所述壳体右侧转切割台,所述切割台在所述壳体上侧转动运作,所述切割台内设有现有技术的切割装置,所述壳体上端滑动设有液压夹板,所述壳体后侧转动设有支板,所述支板后端两侧转动设有支脚。
5.优选的,金属管测量装置包括固定在所述支架上的第二滑轨,所述第二滑轨内固定设有齿条,所述第二滑轨外侧固定设有刻度尺,所述支架在所述第二滑轨的另一侧固定设有第一滑轨,所述第一滑轨和所述第二滑轨上滑动设有安装块,所述安装块内设有夹持装置。
6.优选的,夹持装置包括固定在所述安装块内的四个电磁阀,所述电磁阀内侧固定设有夹板,所述安装块内滑动设有升降块,所述升降块上端转动设有手柄,所述升降块内转动设有连杆组,所述连杆组与所述手柄固定连接,所述连杆组两侧转动设有平移板,所述平移板内测固定设有活塞,所述活塞与所述升降块滑动连接,所述平移板上转动设有第一转轴,所述第一转轴固定设有第一齿轮,所述第一转轴转动设有除屑转块,所述除屑转块内设有伸展扫刷装置,伸展扫刷装置用于对不同直径金属管内壁切屑进行清扫。
7.优选的,所述升降块内转动设有第一传动轴,所述第一传动轴左侧固定设有第二齿轮,所述第二齿轮与所述第一齿轮啮合,所述第一传动轴中部固定设有第一锥齿轮,所述升降块内滑动设有第二传动轴,所述第二传动轴固定设有第二锥齿轮,所述第二锥齿轮与所述第一锥齿轮啮合,所述第二传动轴与所述安装块滑动连接,所述第二传动轴上转动设有第一连杆,所述第一连杆另一端转动设有第一带轮,所述第二传动轴在所述第一连杆外侧位置固定设有第二带轮,所述第二带轮与所述第一带轮连接有皮带,所述第一带轮外侧
固定设有第三齿轮,所述第三齿轮与所述齿条啮合。
8.优选的,伸展扫刷装置包括固定在所述除屑转块内的第四齿轮,所述第四齿轮上每间隔一百二十度固定设有限位块,所述第一转轴上固定设有太阳齿轮,所述除屑转块内滑动设有三个第二转轴,三个所述第二转轴转动设有行星齿轮,所述行星齿轮外侧与所述第四齿轮啮合,所述行星齿轮内测与所述太阳齿轮啮合。
9.优选的,所述第一转轴固定设有绕线轮,所述绕线轮与所述除屑转块转动连接,所述绕线轮上固定设有三个钢丝绳,每个所述钢丝绳固定在所述绕线轮的集线槽中,所述除屑转块内每间隔一百二十度滑动设有刷子,一个所述刷子与一个所述钢丝绳固定连接,所述刷子与所述除屑转块连接有弹簧。
10.当需要切金属管时,支脚和支板放下至水平位置用于搁置金属管,将金属管放入到液压夹板中后调整到初始位置,推动安装块至零刻度线,受重力作用第三齿轮与齿条啮合,第一连杆限制了第三齿轮的位置防止起跳起等现象发生,启动电磁阀推出夹板夹紧金属管,根据刻度尺移动安装块,刻度尺上刻度不够的可重复此步骤直至足额金属管切割长度,启动液压夹板夹紧金属管后启动切割台,切割台向下降,锯条运动切割金属管,切割完成后重复类似步骤将切下的金属管向前移动与安装块宽的距离后将安装块推回零刻度线。
11.向下摁压手柄使升降块下降,调整高度后逆时针旋转手柄,手柄带动连杆组转动向两侧推出平移板,第一齿轮与第二齿轮啮合,第一转轴伸入到金属管内壁,启动电磁阀夹紧安装块前后侧的金属管,关闭液压夹板松开切除过一次的金属管,根据刻度尺推动安装块,第三齿轮转动带动第一带轮转动,第一带轮通过皮带带动第二带轮转动,第二传动轴转动通过第二锥齿轮传动到第一锥齿轮,第一传动轴带动第二齿轮转动,第一齿轮带动第一转轴和除屑转块转动,由于太阳齿轮、行星齿轮和第四齿轮的结构设计使除屑转块与太阳齿轮存在转速差,绕线轮上的钢丝绳被放出,弹簧作力推出刷子至金属管壁,行星齿轮转动触碰到限位块后,太阳齿轮与除屑转块同转速转动,刷子扫刷金属管内壁碎屑,安装块推动到刻度尺尽头后回推一点点距离将刷子收回,顺时针旋转手柄收回除屑转块后将手柄向上提起使升降块回到初始位置,完成对金属管切割长度的精确控制和金属管内壁切割碎屑的清理。
12.与现有技术相比,本金属管的锯削系统具有以下优点:
13.1.能够精准的控制金属管锯削的长度,减少由于人工观测造成较大误差的可能性。
14.2.对金属管锯削后产生的碎屑进行有效处理,避免金属碎屑的飞溅。
15.3.结构简单,设备成本低廉,使得生产成本不会大幅上升但是生产的质量得到了保障。
附图说明
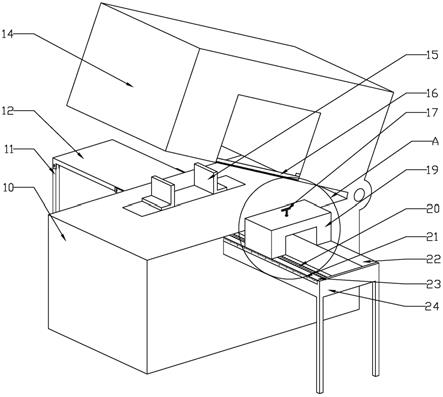
16.图1是金属管的锯削系统的结构示意图。
17.图2是图1中a处的结构放大剖视俯视图。
18.图3是图2的结构放大侧视图。
19.图4是齿带轮传动机构结构示意图。
20.图5是图2中b处放大剖视图。
21.图6是图5中c
‑
c方向剖视图。
22.图中,10、壳体;11、支脚;12、支板;13、绕线轮;14、切割台;15、液压夹板;16、锯条;17、手柄;18、夹板;19、安装块;20、齿条;21、刻度尺;22、第一滑轨;23、第二滑轨;24、支架;25、电磁阀;26、升降块;27、除屑转块;28、第一转轴;29、第一齿轮;30、第二齿轮;31、连杆组;32、平移板;33、活塞;34、第一锥齿轮;35、第一传动轴;36、第一带轮;37、第二锥齿轮;38、第二传动轴;39、第二带轮;40、第一连杆;41、第三齿轮;42、第四齿轮;43、限位块;44、钢丝绳;45、太阳齿轮;46、行星齿轮;47、第二转轴;48、刷子;49、弹簧。
具体实施方式
23.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
24.如图1所示,一种金属管的锯削系统,包括壳体10,壳体10前侧固定设有支架24,支架24上设有金属管测量装置,金属管测量装置用于精确测量位置变化量使切下的金属管长度的精度可控,壳体10右侧转切割台14,切割台14在壳体10上侧转动运作,切割台14内设有现有技术的切割装置,壳体10上端滑动设有液压夹板15,壳体10后侧转动设有支板12,支板12后端两侧转动设有支脚11。
25.如图1所示,金属管测量装置包括固定在支架24上的第二滑轨23,第二滑轨23内固定设有齿条20,第二滑轨23外侧固定设有刻度尺21,支架24在第二滑轨23的另一侧固定设有第一滑轨22,第一滑轨22和第二滑轨23上滑动设有安装块19,安装块19内设有夹持装置。
26.如图2和图3所示,夹持装置包括固定在安装块19内的四个电磁阀25,电磁阀25内侧固定设有夹板18,安装块19内滑动设有升降块26,升降块26上端转动设有手柄17,升降块26内转动设有连杆组31,连杆组31与手柄17固定连接,连杆组31两侧转动设有平移板32,平移板32内测固定设有活塞33,活塞33与升降块26滑动连接,平移板32上转动设有第一转轴28,第一转轴28固定设有第一齿轮29,第一转轴28转动设有除屑转块27,除屑转块27内设有伸展扫刷装置,伸展扫刷装置用于对不同直径金属管内壁切屑进行清扫。
27.如图2和图4所示,升降块26内转动设有第一传动轴35,第一传动轴35左侧固定设有第二齿轮30,第二齿轮30与第一齿轮29啮合,第一传动轴35中部固定设有第一锥齿轮34,升降块26内滑动设有第二传动轴38,第二传动轴38固定设有第二锥齿轮37,第二锥齿轮37与第一锥齿轮34啮合,第二传动轴38与安装块19滑动连接,第二传动轴38上转动设有第一连杆40,第一连杆40另一端转动设有第一带轮36,第二传动轴38在第一连杆40外侧位置固定设有第二带轮39,第二带轮39与第一带轮36连接有皮带,第一带轮36外侧固定设有第三齿轮41,第三齿轮41与齿条20啮合。
28.如图2、图5和图6所示,伸展扫刷装置包括固定在除屑转块27内的第四齿轮42,第四齿轮42上每间隔一百二十度固定设有限位块43,第一转轴28上固定设有太阳齿轮45,除屑转块27内滑动设有三个第二转轴47,三个第二转轴47转动设有行星齿轮46,行星齿轮46外侧与第四齿轮42啮合,行星齿轮46内测与太阳齿轮45啮合。
29.如图5和图6所示,第一转轴28固定设有绕线轮13,绕线轮13与除屑转块27转动连接,绕线轮13上固定设有三个钢丝绳44,每个钢丝绳44固定在绕线轮13的集线槽中,除屑转块27内每间隔一百二十度滑动设有刷子48,一个刷子48与一个钢丝绳44固定连接,刷子48
与除屑转块27连接有弹簧49。
30.当需要切金属管时,支脚11和支板12放下至水平位置用于搁置金属管,将金属管放入到液压夹板15中后调整到初始位置,推动安装块19至零刻度线,受重力作用第三齿轮41与齿条20啮合,第一连杆40限制了第三齿轮41的位置防止起跳起等现象发生,启动电磁阀25推出夹板18夹紧金属管,根据刻度尺21移动安装块19,刻度尺21上刻度不够的可重复此步骤直至足额金属管切割长度,启动液压夹板15夹紧金属管后启动切割台14,切割台14向下降,锯条16运动切割金属管,切割完成后重复类似步骤将切下的金属管向前移动与安装块19宽的距离后将安装块19推回零刻度线。
31.向下摁压手柄17使升降块26下降,调整高度后逆时针旋转手柄17,手柄17带动连杆组31转动向两侧推出平移板32,第一齿轮29与第二齿轮30啮合,第一转轴28伸入到金属管内壁,启动电磁阀25夹紧安装块19前后侧的金属管,关闭液压夹板15松开切除过一次的金属管,根据刻度尺21推动安装块19,第三齿轮41转动带动第一带轮36转动,第一带轮36通过皮带带动第二带轮39转动,第二传动轴38转动通过第二锥齿轮37传动到第一锥齿轮34,第一传动轴35带动第二齿轮30转动,第一齿轮29带动第一转轴28和除屑转块27转动,由于太阳齿轮45、行星齿轮46和第四齿轮42的结构设计使除屑转块27与太阳齿轮45存在转速差,绕线轮13上的钢丝绳44被放出,弹簧49作力推出刷子48至金属管壁,行星齿轮46转动触碰到限位块43后,太阳齿轮45与除屑转块27同转速转动,刷子48扫刷金属管内壁碎屑,安装块19推动到刻度尺21尽头后回推一点点距离将刷子48收回,顺时针旋转手柄17收回除屑转块27后将手柄17向上提起使升降块26回到初始位置,完成对金属管切割长度的精确控制和金属管内壁切割碎屑的清理。
32.以上所述仅为本发明的实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1