一种用于FPC板的焊接治具的制作方法
一种用于fpc板的焊接治具
技术领域
1.本技术涉及fpc板焊接设备技术领域,尤其是涉及一种用于fpc板的焊接治具。
背景技术:
2.柔性电路板是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性与绝佳的可挠性印刷电路板,简称软板或fpc板,具有配线密度高、重量轻、厚度薄的特点,fpc板的加工工序完成后,才能称为成品柔性板,简称fpcba。
3.在生产音频组件fpcba时存在元器件与fpc板之间存在浮高的质量问题,往往会使浮高距离过高,从而超过了质量标准要求,而且上述的浮高问题会影响产品功能的可靠性,导致发生产品批量性退货的质量性事件,于是现有的生产工艺中要求先让工作人员在产品上特定的地方采用手工方法进行焊接,然后再采用自动焊接机器手进行其它焊接,但这样的生产工艺延长了工艺流程,增加了生产人员和生产时间,降低生产效率。
技术实现要素:
4.为了提高产品的质量及生产效率,本技术提供一种用于fpc板的焊接治具。
5.本技术提供的一种用于fpc板的焊接治具,采用如下的技术方案:一种用于fpc板的焊接治具,包括定位底座,所述定位底座的顶部设有定位板,所述定位板的顶部设有定位块,所述定位块的顶面开设有放置槽,所述定位块的顶部设有激光钢片,所述激光钢片的顶面开设有通槽,所述通槽的侧壁设有挡条,所述通槽的侧壁延伸开设有若干延伸槽,所述延伸槽贯穿激光钢片的顶面与底面。
6.通过采用上述技术方案,需要对fpc板进行加工时,可将fpc板放置在定位块上,并将fpc板靠近定位块的一侧放在放置槽中,放置槽可对fpc板进行限位,优化fpc板的受力位置,减少fpc板安生松动与偏移的情况,大大降低焊接加工的误差,挡条可将fpc板压紧,进一步对fpc板进行限位,从而提高产品的焊接质量,开设延伸槽后可对焊接的路径进行优化,提高产品质量,可以取消人工焊接,采用自动焊接装置进行全过程的焊接,节省人力与缩短生产时间,提高生产效率。
7.可选的,所述定位块的顶部安装有凸块,所述凸块的顶面开设有用于放置fpc板的凹槽。
8.通过采用上述技术方案,将fpc板放置在定位块上时,可将fpc板靠近凸块的一侧放入凹槽中,可加强对fpc板的限位,使fpc板不易发生松动与偏移,从而提高产品的生产质量,提高采用自动焊接装置进行焊接的可行性,有利于提高生产效率。
9.可选的,所述激光钢片的顶面开设有通孔,所述凸块的顶面开设有插孔,所述激光钢片的顶部设有定位柱,所述定位柱靠近定位块的一端穿过通孔并与插孔相插接。
10.通过采用上述技术方案,放置好fpc板后,将激光钢片安放在凸块的顶部时,将定位柱穿过通孔插入插孔之中,可防止激光钢片发生偏移,且拆装方便。
11.可选的,所述定位板的顶面开设有第一定位孔,所述定位块的顶面开设有第二定
位孔,所述定位块的顶部设有用于将定位块与定位板进行定位的定位销,所述定位销靠近定位板的一端穿过第二定位孔并与第一定位孔相插接。
12.通过采用上述技术方案,安装定位板时,将第二定位孔与第一定位孔对齐,并用定位销穿过第二定位孔插入到第一定位孔中,对定位块进行定位,从而防止定位块发生偏移,提高生产质量。
13.可选的,所述凸块的顶面开设有沉槽,所述沉槽的槽底设有螺纹固定件,所述螺纹固定件的螺纹部穿过定位块并与定位板相连接。
14.通过采用上述技术方案,可用螺纹固定件穿过定位块,并通过与定位板进行螺纹连接,从而将定位块紧紧固定在定位板上,且沉槽中可放置螺纹固定件的头部,减少fpc板碰撞或剐蹭到螺纹固定件头部的情况,降低fpc板的损坏率。
15.可选的,所述凸块的顶面开设有避位孔。
16.通过采用上述技术方案,可减少放置fpc板时fpc板与凸块发生干涉的情况,降低fpc板的损坏率,有利于提高产品的质量。
17.可选的,所述定位底座的顶面开设有导柱孔,所述定位板的顶面开设有导孔,所述导孔内设有定位导柱,所述定位导柱靠近定位底座的一端穿过定位板并与导柱孔相插接。
18.通过采用上述技术方案,组装定位板与定位底座时,可将导孔与导柱孔对齐,将定位导柱穿过导孔插入到导柱孔中,从而将定位板与定位底座进行定位,防止定位板与定位底座发生偏移而导致加工过程不稳定,提高加工质量,且使定位板拆装方便。
19.可选的,所述定位底座的侧壁设有螺纹锁紧件,所述螺纹锁紧件的螺纹部穿入导柱孔并与定位导柱相抵接。
20.通过采用上述技术方案,可对定位导柱进行锁紧,使定位导柱不易发生松动或脱离导柱孔与导孔,提高定位板与定位底座的配合稳固性。
21.可选的,所述定位块的表面设有esd垫。
22.通过采用上述技术方案,设置esd垫可减少定位块、fpc板在加工时产生的静电,降低静电对生产过程造成的影响。
23.可选的,所述定位板的底面开设有底槽。
24.通过采用上述技术方案,设置底槽有利于拆装定位板时工作人员伸手到底槽中对定位板进行搬运。
25.综上所述,本技术包括以下至少一种有益技术效果:1.需要对fpc板进行加工时,可将fpc板放置在定位块上,并将fpc板靠近定位块的一侧放在放置槽中,放置槽可对fpc板进行限位,减少fpc板安生松动与偏移的情况,大大降低焊接加工的误差,挡条可将fpc板压紧,进一步对fpc板进行限位,从而提高产品的质量,同时可以取消人工焊接,采用自动焊接装置进行焊接,节省人力与生产时间,提高生产效率,而开设延伸槽有利于优化焊接路径,从而提高产品质量;2.将fpc板放置在定位块上时,可将fpc板靠近凸块的一侧放入凹槽中,可加强对fpc板的限位,使fpc板不易发生松动与偏移,从而提高产品的生产质量,提高采用自动焊接装置进行焊接的可行性,有利于提高生产效率;3.可用螺纹固定件穿过定位块,并通过与定位板进行螺纹连接,从而将定位块紧紧固定在定位板上,且沉槽中可放置螺纹固定件的头部,减少fpc板碰撞或剐蹭到螺纹固定
件头部的情况,降低fpc板的损坏率;4.设置esd垫可减少定位块、fpc板在加工时产生的静电,降低静电对生产过程造成的影响;5.在定位板底面设置底槽有利于拆装定位板时工作人员伸手到底槽中对定位板进行搬运。
附图说明
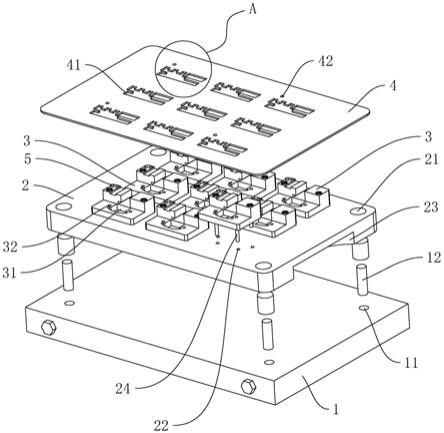
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例中定位块结构示意图。
28.图3是本技术实施例中图1的局部放大图。
29.附图标记说明:1、定位底座;11、导柱孔;12、定位导柱;2、定位板;21、导孔;22、第一定位孔;23、底槽;24、定位销;3、定位块;31、放置槽;32、第二定位孔;33、凸块;331、沉槽;332、凹槽;333、避位孔;334、插孔;4、激光钢片;41、通槽;411、挡条;412、延伸槽;42、通孔;5、定位柱。
具体实施方式
30.以下结合附图1
‑
3对本技术作进一步详细说明。
31.本技术实施例公开一种用于fpc板的焊接治具。
32.参照图1,一种用于fpc板的焊接治具,包括定位底座1,定位底座1为矩形板,定位底座1由铝合金制成,定位底座1的表面镀有铬层,本实施例中,定位底座1的表面在镀铬前进行磨砂处理,定位底座1的顶面开设有导柱孔11,定位底座1的顶面设有定位板2,定位底座1的顶面与定位板2的底面相抵接,定位板2由铝合金制成,定位板2的表面镀有铬层,定位板2的表面在镀铬前进行磨砂处理,定位板2的顶面开设有导孔21,导孔21内设有定位导柱12,定位导柱12靠近定位底座1的一端插入导柱孔11内,并与导柱孔11的侧壁过盈配合,定位底座1的侧壁设有螺纹锁紧件,螺纹锁紧件为m4规格的螺丝,螺纹锁紧件的螺纹部穿过定位底座1并穿入到导柱孔11内,螺纹锁紧件的螺纹部远离螺纹锁紧件头部的一端对定位导柱12的侧壁进行抵紧,本实施例中导孔21内设有直线轴承,直线轴承的侧壁与导孔21的侧壁过盈配合,直线轴承靠近定位底座1的一端与定位导柱12焊接固定,从而使定位板2固定在定位底座1上。
33.定位板2的底面开设有底槽23,拆装定位板2时,工作人员可伸手进到底槽23中,便于对定位板2进行搬运。
34.参照图1与图2,定位板2的顶面开设有第一定位孔22,定位板2的顶面设有定位块3,定位板2的顶面与定位块3的底面相抵接,定位块3由钢制成,定位块3的表面镀有铬层,定位块3的顶面开设有第二定位孔32,定位块3的顶部设有定位销24,定位销24靠近定位板2的一端穿过第二定位孔32,定位销24靠近定位板2的一端插入第一定位孔22,定位销24的侧壁与第一定位孔22的侧壁过盈配合,定位销24的侧壁与第二定位孔32的侧壁相抵紧,当定位块3放置在定位板2上时,将定位销24通过第二定位孔32插入到第一定位孔22中,使定位块3完成在定位板2上的定位,防止定位块3与定位板2发生水平方向上的位移。
35.定位块3的顶面开设有放置槽31,需要加工fpc板时,可将fpc板放置在定位块3的
顶部,并将fpc板靠近定位块3的一侧放入放置槽31中,放置槽31对fpc板进行限位,使fpc板在定位块3上有良好的着力位置,降低fpc板在焊接时发生松动的可能,减少fpc板出现浮高过高的情况,,提高fpc板的焊接质量,从而可以取消工作人员的手工焊接,采用自动焊接设备进行焊接,有利于减少产品质量不良因素,既提高产品质量,又可以缩短工艺流程,提高生产效率。
36.定位块3的顶面安装有凸块33,凸块33的顶面开设有凹槽332,将fpc板放置在定位块3上时,可将fpc板靠近凸块33的一侧放在凹槽332中,可进一步加强对fpc板的限位,可使焊接时fpc板的处于良好的受力点位置,减少fpc板发生偏移的情况,从而提高产品的质量。
37.凸块33的顶面开设有沉槽331,沉槽331的槽底设有螺纹固定件,螺纹固定件为螺栓,螺纹固定件的螺纹部穿过凸块33与定位块3,并与定位板2螺纹连接,可将定位块3固定在定位板2上,同时螺纹固定件的头部陷入沉槽331内,当加工的fpc板放置在定位块3上时,fpc板不易与螺纹固定件的头部发生碰撞与剐蹭,从而可减少fpc板受损的情况。
38.凸块33的顶面开设有避位孔333,防止在加工fpc板时fpc板与凸块33发生干涉,从而减少在外部冲力的作用下fpc板发生损坏的情况,同时降低凸块33以及定位块3乃至治具整体发生损坏的概率,对治具间接起到保护作用。
39.定位块3的表面设有esd垫,esd垫由橡胶制成,在电子工业生产中,静电容易造成较为严重的危害,容易造成产品不稳定,甚至出现损坏的情况,在定位块3上设置esd垫可减少在加工时定位块3、fpc板产生的静电,同时减少生产时静电对定位块3、元器件以及fpc的影响,从而提高fpcba产品的生产质量。
40.参照图1与图3,定位块3的顶部设有激光钢片4,激光钢片4为矩形平板,本实施例中,激光钢片4是厚度大小为0.3mm的钢片,激光钢片4的顶面开设有通孔42,凸块33的顶面开设有插孔334,激光钢片4的顶部设有定位柱5,定位柱5靠近凸块33的一端穿过通孔42插入插孔334内,定位柱5的侧壁与通孔42的侧壁过盈配合,定位柱5的侧壁与插孔334的侧壁过盈配合,在需要进行加工时,将fpc板放置好后,将激光钢片4放在凸块33的顶面,并通过定位柱5将激光钢片4与凸块33相互定位。
41.激光钢片4的顶面开设有通槽41,通槽41的侧壁安装有挡条411,挡条411的底面可将fpc板压在定位块3以及凸块33上,对fpc板进行压紧固定,进一步防止fpc板发生松动与偏移,从而大大消减影响产品质量的不良因素,提高采用自动焊接设备的可行性,采用自动焊接设备进行焊接可以提高产品质量以及生产效率,还可节省人力。
42.通槽41的侧壁开设有若干延伸槽412,本实施例中,一个通槽41中开设有三个延伸槽412,延伸槽412贯穿激光钢片4的顶面与底面,开设延伸槽412可增加自动焊接设备在进行焊接时的移动空间,使自动焊接设备的焊接端在进行移动焊接时有更多的移动位置以及可焊接位置,因此可以对自动焊接设备的焊接路径进行优化,采用最优方案进行焊接,从而提高产品的质量,同时提高fpc板的生产效率。
43.本技术实施例一种用于fpc板的焊接治具的实施原理为:需要对fpc板进行加工时,将fpc板放置在定位块3的顶面,将fpc板靠近定位块3的一侧放在放置槽31中,将fpc板靠近凸块33的一侧放在凹槽332中,再将激光钢片4通过定位柱5与凸块33相固定,令挡条411压住fpc板,使fpc板难以发生松动与偏移,从而可取消工作人员的手工焊接,全程采用自动焊接设备进行焊接,可提高产品质量与生产效率。
44.以上均为本技术的较佳实施例,本实施例仅是对本技术作出的解释,并非依次限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1