高透光丝网的织造系统和工艺及丝网的制作方法
1.本发明涉及丝网制造技术领域,具体涉及一种高透光丝网的织造系统和工艺以及采用上述系统或工艺制备的丝网。
背景技术:
2.窗纱或纱网是常见的丝网形式,其由垂直或近似垂直交叉的纱线织造而成。一般要求纱网总体上应具有良好的透光性和透气性,并能够阻挡小昆虫通过;纱网在使用时被张紧在合适的框架中,因此要求纱网还要具有一定的延展性。
3.现有技术中,有的纱网采用塑料纱线编织而成,但塑料纱网强度较低、易老化,使用寿命较短;有的由金属板冲压成网状,其强度高,耐刮,但是延展性和透光性较差。市场上亟需一种强度较高、延展性较强、透光性良好的纱网制品。
技术实现要素:
4.本发明实施例提供一种高透光丝网的织造系统和工艺及丝网,其采用不锈钢纱线编织并与喷涂一体实施,织造成具有高透光性、高延伸率的丝网。
5.为实现上述目的,本发明的第一方面提供了一种高透光丝网织造系统,其包括:
6.织机,织机包括机架、以及设置在机架上的织网机构;
7.恒张力机构,包括第一导向辊组和第二张力机构;其中,第一导向辊组设置在织机的一侧、用于传导从织网机构输出的网面,第二张力机构包括动力辊和第二导向辊、用于张紧导经第一导向辊组的网面;
8.静电喷涂机构和固化炉,依次设置在第一导向辊组和第二张力机构之间,张紧的网面依次经过静电喷涂机构和固化炉;
9.机外收网机构,设置在第二张力机构远离织机的一侧、并与第二张力机构的动力辊同步线速度;
10.其中,由织网机构输出的网面经恒张力机构和机外收网机构连接成织、涂一体的结构。
11.上述技术方案中,织网机构用于将经丝和纬丝编织成具有方孔的丝网,此时丝网的经丝和纬丝并未进行固定和定型;从织网机构输出的丝网由恒张力机构张紧,最后由机外收网机构收卷,整个过程中,丝网的张力控制均衡、丝网未发生移动或二次张紧。在张紧、收卷过程中,丝网依次穿过静电喷涂机构和固化炉丝网,在丝网表面形成固化的塑料涂层,形成对经丝和纬丝的固定和定型。因此,定型后的丝网的网孔未发生形变,网孔方正,其透光率达到80%以上;且丝网的延伸率较高,可达到40%以上。
12.作为一种实施例,上述静电喷涂机构和固化炉分别设有用于网面通过的过网口、且各过网口等高设置。
13.可选的,第一导向辊组包括2个以上的第一导向辊,其中至少一第一导向辊与过网口的等高设置;第二张力机构包括一动力辊和2个以上第二导向辊,其中至少一第二导向辊
与过网口的等高设置;借助与过网口等高设置一第一导向辊和一第二导向辊、网面水平穿过所述静电喷涂机构和固化炉。水平张紧的丝网在静电喷涂机构内易于形成均匀、超薄涂层,利于形成高透亮的丝网。
14.示例性的,第一导向辊组包括靠近地面设置的至少一对下导向辊,以及与过网口等高设置的至少一上导向辊;其中,在下导向辊的上方设置便于操作的踏板。
15.恒张力机构通过第一导向辊组和第二张力机构提供可调节恒张力,给网面提高可调恒张力使网面张紧,与丝网张紧机构和机外收网机构同步转动。
16.本发明的第二方面提供了一种高透光丝网织造工艺,其包括以下工序:
17.借助织网机构将不锈钢经线和纬线编织成网面;
18.输出的网面经由恒张力机构张紧、顺次进入喷涂工序和固化工序,最后由机外收网机构收卷;
19.其中,恒张力机构,包括第一导向辊组和第二张力机构;第一导向辊组设置在织网机构的一侧、用于传导从织网机构输出的网面,第二张力机构包括动力辊和第二导向辊、用于恒力张紧导经第一导向辊组的网面;
20.喷涂工序基于静电喷涂机构,静电喷涂机构设置在第一导向辊组和第二张力机构之间,其中,张紧的网面穿过静电喷涂机构、在丝网的表面喷涂上塑料涂层;
21.固化工序基于设置在静电喷涂机构和第二张力机构之间的固化炉,固化炉设置在静电喷涂机构之后,张紧的网面穿过静电喷涂机构后、连续进入固化炉,塑料涂层固化在丝网表面、形成丝网经线与纬线的固定结构。
22.上述织造工艺与织造系统均是基于织、涂一体的发明构思。基于相同的原理,该织造工艺具有与织造系统相同的有益效果。
23.作为其中一个实施例上述织网工序的丝网编织速度为28-50cm/min;喷涂后的丝网在固化工序的停留时间为1.5-3min。
24.本发明的第三方面提供了高透光丝网,其采上述系统或上述工艺制备而成。
25.作为一种可能的实施例,该丝网包括不锈钢丝网芯和喷涂固化在不锈钢丝网芯表面的阻燃聚酯涂料;其中,不锈钢丝网芯由经线和纬线编织成而成,经线和/或纬线的丝径为0.1mm-0.2mm,阻燃聚酯涂料的厚度为0.01mm-0.015mm。
附图说明
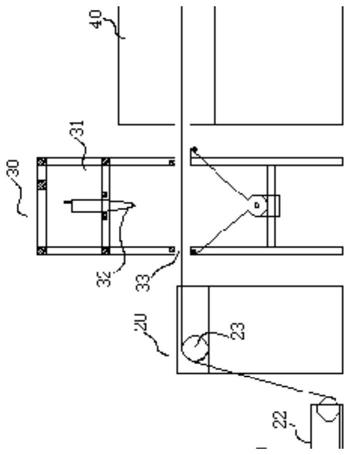
26.图1是本发明实施例织造系统的结构示意图;
27.其中,100-网面,10-织机,20-第一导向辊组,21-下导向辊,22-踏板,23-上导向辊,30-静电喷涂机构,31-喷涂室,32-静电喷枪,33-过网口,40-固化炉,50-第二张力机构,51-第二动力辊,52-第二导向辊,60-机外收网机构。
具体实施方式
28.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
29.用于窗纱的金属丝网,其传统织造工艺是分段进行的,即首先是完成金属织网的
织造,再对丝网进行喷涂。相应的,织造系统包括分别独立设置的丝网织机和丝网喷涂机。具体应用上述织造系统时,编织后的丝网收卷,然后转移至喷涂机工位进行丝网的喷涂和固化。该传统织造技术存在以下缺陷:未经喷涂的丝网是比较软的、经丝与纬丝未形成良好的固定,因此在喷涂过程中,丝网的张力无法很好控制,丝网极容易变形,当喷涂完之后,固定在一起的经丝和纬丝形成的网孔发生形变,从而影响丝网的透光度和拉伸率。
30.发明人研究了数十年金属丝网织造技术,在研究过程中发现,方正的网孔、超薄的涂层是丝网透光度的重要影响因素。传统织造技术控制丝网编织速度较慢,约为10cm/min,而静电喷涂的粉量最小要50-100克/分钟,导致织造后的网表面有大量粉末使得涂层偏厚,而且网的经纬十字点形成球。
31.本技术依据发明人多年的金属织造研发,提供一种丝网编织与喷涂一体装置,参见图1,其包括织机10、第一导向辊组20、静电喷涂机构30、固化炉40、第二张力机构50和机外收网机构60。织机10包括机架、以及设置在机架上的织网机构。其中,织网机构可采用现有技术,控制织网速度为28-50cm/min,从织网机构输出的丝网经第一导向辊组20、第二张力机构50和机外收网机构60由织网机构输出的丝网100连接成织、涂一体的结构。
32.本实施例中,与传统织机相同的是,织网机构用于将经丝和纬丝编织成具有方孔结构的丝网;与传统织机不同的是,从织网机构输出的丝网不是即时收卷,而是经过丝第一导向辊组20、第二张力机构50,最后在机外收网机构60处收卷。其中静电喷涂机构30和固化炉40设置在第一导向辊组20、第二张力机构50之间。具体的,第一导向辊组20和第二张力机构50形成恒张力机构;其中,第一导向辊组20设置在织机10的一侧、用于传导从织网机构输出的网面100,第二张力机构50与第一张力机构20间距并排设置,包括第二动力辊51和第二导向辊52,第二张力机构50用于张紧导经第一导向辊组20的网面100。
33.静电喷涂机构30和固化炉40依次设置在第一导向辊组20与第二张力机构50之间,张紧在第一张力机构20与第二张力机构50之间的网面依次经静电喷机构30和固化炉40。网面100进入静电喷机构30和固化炉40、在该网面表面形成涂层。
34.机外收网机构60设置在第二张力机构50远离织机10的一侧。机外收网机构60用于将喷涂、固化后的丝网100收卷。
35.作为可选的实施例,静电喷涂机构30包括喷涂室31和竖直伸入喷涂室内的静电喷枪32;其中喷涂室31的侧壁上对称设置有便于网面100穿过的过网口33。固化炉40包括炉体,炉体的相对侧壁上也设置便于网面100穿过的过网口(图1中未标识出该过网口的标号)。
36.上述实施例中,网面100在收卷的过程中始终是张紧的,网孔未发生移动或变形,且在收卷过程中实现喷涂和固化,从而实现网孔定型。该织网、喷涂一体的系统不仅结构紧凑,节省工序,更重要的是形成的丝网具有高透光性和高延伸率,其透光性达到80%以上,延伸率40%以上。而传统的丝网通常经过至少两次张紧拉伸,其延伸率降至了10%以下,且由于与织网系统非在线张紧,网孔容易变形,降低透光率。
37.作为可选实施例,第一导向辊组20包括2个以上的第一导向辊,其中至少一第一导向辊与过网口等高设置。具体可根据实际的场景布设导向辊,如图1所示,作为一种应用场景,第一导向辊组20包括一对靠近地面设置的下导向辊21以及与静电喷涂机构30的过网口等高设置的一上导向辊23,在下导向辊21的上方设置便于操作的踏板22。在踏板22上便于
巡检人员对织机10侧以及静电喷涂20侧进行调整和操作。在其他实施例中,还可以设置2个以上的上导向辊,其中第一导向辊组20中用于末端导网的导网辊上沿与静电喷涂机构30的过网口33等高设置。当然,第一导向辊组20还可以设置有第一动力辊,在网面传导过程中调节网面的张力。
38.第二张力机构50包括一第二动力辊51和2个以上第二导向辊52,其中至少一第二导向辊52与过网口等高设置。第二导向辊52包括用于前端导网的导向辊,其与固化炉40的过网口等高设置。
39.由于静电喷涂机构30、固化炉40的过网口等高设置,借助末端导网的一上导向辊23和前端导网的一第二导向辊(图1中标号为52)、网面100水平张紧在第一导向辊组20和第二张力机构50之间。水平张紧的网面100经过静电喷涂机构30形成均匀、厚度较薄的涂层。
40.基于与上述织造系统相同的发明构思,本技术实施例还提供了一种高透光丝网织造工艺,包括织网工序、喷涂工序、固化工序和收网工序。借助织网机构将不锈钢经线和纬线编织成网面;输出的网面经由恒张力机构张紧、顺次进入喷涂工序和固化工序,最后由机外收网机构收卷。
41.以下参考图1对本工艺进行详细说明。
42.织网工序将不锈钢经线和纬线编织成丝网的网面,形成的网面依次经恒张力机构张紧。其中,恒张力机构包括第一导向辊组20和第二张力机构50。其中,第一导向辊组20设置在织机10的一侧、用于传导从织网机构输出的网面100,第二张力机构50包括第二动力辊51和第二导向辊52、用于恒力张紧导经第一导向辊组20的网面100。
43.喷涂工序基于静电喷涂机构30,静电喷涂机构30设置在第一导向辊组20和第二张力机构50之间。张紧的丝网100穿过静电喷涂机构30,从而在丝网的表面喷涂上塑料涂层。
44.固化工序基于设置在第一导向辊组20和第二张力机构50之间的固化炉40,固化炉40设置在静电喷涂机构30之后。张紧的丝网穿过静电喷涂机构30后、连续进入固化炉40,塑料涂层固化在丝网表面、形成丝网经线与纬线的固定结构。固化、定型后的丝网经第二张力机构50的丝网在机外收网机构60上完成收卷。
45.为制备高透光的丝网,控制织网工序的丝网编织速度为28-50cm/min;喷涂塑料涂层后的丝网在固化工序的停留时间为1.5-2.5min。超薄涂层是形成高透光丝网的重要因素之一,本实施例中,喷涂工序的涂层厚度为0.01-0.015mm。
46.为实现本实施例的高透光丝网织造工艺,可配套多种系统。作为一种可能的实施方案,与该工艺配套的系统可采用图1所示的结构。
47.作为另一实施例,本技术还提供了一种采用上述系统或工艺制备的高透光丝网。该丝网包括不锈钢丝网芯和喷涂固化在不锈钢丝网芯表面的阻燃聚酯涂料;其中,不锈钢丝网芯由经线和纬线编织成而成,经线和/或纬线的丝径为0.1mm-0.2mm,阻燃聚乙烯涂料的厚度为0.01mm-0.015mm。本实施例的高透光丝网,具有不锈钢丝网芯,因此抗撕裂、抗变形,延伸率可达40%;具有防火阻燃、防尘抗污的涂层,手感丝网,耐老化。丝径小、涂层薄,透光率可达80%以上。
48.以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1